
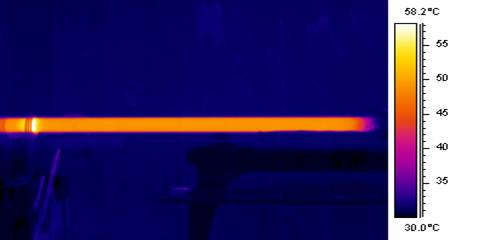

The super thermal conductive mandrel technology heats the mandrel uniformly – whilst rotating – using induction heating.
The Isomandrel design uses an internal process within the mandrel which enhances its thermal conductivity and thermal reactivity. This process allows heat to be applied in a contained area that is then rapidly and consistently redistributed over the complete mandrel working surface.
This technology, combined with induction heating, allows the mandrel and filament winding to rotate while being heated to an optimum controlled temperature to effect cure. This heating can occur while the assembly is still rotating in the winding machine or on a rotating fixture within the manufacturing cell.
Working with US firms McClean Anderson and Ameritherm, Acrolab constructed the curing cell at McClean Anderson’s laboratory. The induction heated Isomandrel curing station was used to cure a number of 1.2 m long pipe sections wound with glass and carbon fibre epoxy prepregs.
At the end of the winding cycle, the sections were successfully cured on the Isomandrel using an EKOHEAT Induction Power Supply and coil assembly while the Isomandrel and winding were still mounted and rotating at a reduced 10 RPM on the Super Hornet Winder.
By providing high thermal energy consistently over the entire mandrel surface outward through the filament winding, the cure is completed in a shorter time with less energy while providing a significantly more uniform cure.




