



Among the trends identified in his assessment of the filament winding world for Reinforced Plastics in February 2006, Michael L. Skinner of Skinner Creative Inc listed upgrades in winding control and software systems, and customer demand for turnkey set-ups and more automation features. Sources for this article discuss the way these requirements are being addressed and met.
Software and automation
Reinforced Plastics asked Skinner for his take on factors changing the filament winding industry since his article last year.
“There is major consolidation going on among businesses making pipe and tanks", he says. “Companies such as Luxfer, Pentair and Harsco in pressure tanks, and Ameron, Future Pipe and Amiantit in pipes, are buying smaller rivals and strengthening their market position. More market, fewer players fuels a need for more filament winding equipment. On the other side, some manufacturers buying end use products are deciding to make those products themselves, which also results in equipment sales.”
As a US representative for Brussels-based Material, Skinner makes on-site customer visits to help new product manufacturers use Material's CADWIND software 'to get a handle on the issues they will face in production set up.' New features with CADWIND 2006 include real-time simulation of a calculated winding program and the moving winding head from all axes, including mandrel rotation, carriage, cross carriage, payout rotation, and display of the maximum axes ranges to detect over and under running machine positions. Skinner notes that this simulation feature helps tweak the motion of the delivery head so as to avoid possible collisions between the payout eye and mandrel. The new version also reduces multiple test run cycles that add to development time and cost, and provides faster iterations of both simple and complex parts. A new re-sorting algorithm in the postprocessing element of CADWIND 2006 facilitates clamping the mandrel and winding start-up at any point on a part.
Part of automating filament winding operations comes through effective control software. Original equipment manufacturers (OEMs) have the choice of computer numerically controlled (CNC) controllers or proprietary systems. As reported last year, CNC Technics (CNCT) created its own low cost, versatile control system software, JOKAM. Vijay Krishna, the company's managing director, reports that one customer has tested the system with CNCT winders.
“They found it to be easy to use, but wanted to use the software with a touch screen rather than a keyboard,” he says. “We have made this possible, and are customising JOKAM for two additional applications: one for a two-axis winder with electronically-controlled sand addition, and linked to the mandrel size and rotation. The other will work with a four-axis winder for compressed natural gas (CNG) and hydrogen storage tank manufacture.”
Krishna points out that electronically-controlled functions such as sand feeding and resin delivery are automation features that provide faster and more accurate processing overall. A holistic view to integration of filament winders with peripheral components and robotics is helpful, he says.
“The small features on a winder can help make a product faster, better, and cheaper.”
CNCT has its own filament winding training centre, and expects to offer its first course in May 2007. The company is also developing a spacecraft component prototype as part of a hands-on filament winding work-shop to be held at the Indian Institute of Technology (IIT) in March or April. Krishna believes filament winding equipment sales in India are increasing with the onset of large infrastructure projects, especially water and sewage plants.
“Several local governments have started water projects with glass reinforced pipe that runs into hundreds of kilometres,” he says.
More control, easier to use
OEM McClean Anderson has been building filament winding equipment since 1961.
“Advancements in our Composite Designer Software give customers the option of designing winding patterns for asymmetric or non-asymmetric parts,” a company representative tells Reinforced Plastics. “Continual improvement in lean manufacturing, automation and efficiency is the hallmark of McClean Anderson winders, and the heart of every machine is the flexibility of its control system.”
The company's recent Flexwind machine control package is PC-based and uses patented control algorithms to make filament winding simpler, faster and more accurate. Users can develop and edit programs with Composite Designer Software even while winding. At McClean Anderson's Schofield, Wisconsin, USA headquarters, a Prototype Education and Technology Centre provides customers with access to the latest technology in order to determine if filament winding will work for their applications.
Another history-rich US filament winding equipment supplier is Entec Composite Machines, based in Salt Lake City, Utah. The company has offered filament winding machinery since the early 1960s. Robert Murdock, Entec president, reports that the company (now a wholly owned subsidiary of Zoltek Corp) has focused over the past year on several critical developments. These include a new Siemens control system that operates multiple machine stations for entire production floor automation, and Entec's own FiberGrafiX software, which is now available to run on other OEMs' equipment.
Entec has significantly improved the winding pattern optimisation and functionality of FiberGrafiX. An enhanced mandrel surface update feature incorporates geometric changes during winding, and a new mandrel editor offers high order polynomial curve fitting. A unique unidirectional ply winding mode eliminates the fibre crossover seen in traditional angle ply winding. Transitions patterns may be automatically created to improve winding efficiency. New motion reduction enhancements have also been added.
Parent company Zoltek, of St. Louis, Missouri, USA, is a global supplier of large tow carbon fibre, and Murdock says that several dozen companies are using Zoltek's PANEX 35, a 50K commercial grade carbon fibre, in filament wound pressure vessels, wind energy components and other products. The company has recently qualified PANEX 35 for use in CNG tanks in Europe, the US, China and Argentina. Murdock definitely sees the window of opportunity opening wider for large tow in filament wound products.
Turnkey systems
John Green, who was a part owner and vice president at Composite Machines Company before it merged with Entec, and subsequently worked for Entec for more than six years as vice president of sales and service, is now an independent consultant, The Green Sales Guy (GSG Inc). He represents EHA Spezialmachinenbau-BSD Filament Winding Technology, based in Steffenberg, Germany. Green says demand for turnkey installations has grown in the last year.
“Companies want that ‘one stop filament winding equipment shopping centre’ so they can produce parts and work with just one supplier relative to all equipment,” he explains.
Already emersed in satisfying this demand, BSD has supplied at least 15 turnkey systems throughout the world over the past few years. These installations include the winding machine, fibre tensioning system, resin bath, curing oven, extractor, mandrel, cutting equipment, and part handling equipment. Green emphasises 'the key is to have everything interface via one computer system.'
He agrees that automation in the filament winding industry is a key focus, 'from auto mandrel loading, fibre tie-on and cut-off, part removal from the winder and load to oven, and auto load to mandrel extractor.' In Green's experience, turnkey systems can take 8-12 months to install, including training that extends through initial part production.
“Prices depend entirely upon the part design and part volume needed, and can start at several hundred thousand dollars and go up to several million dollars,” he says.
For Magnum Venus Plastech (MVP), headquartered in Clearwater, Florida, USA, with manufacturing in Kent, Washington, USA, turnkey systems are a boon to business. In some cases, the company provides the resin, reinforcement, and product engineering along with complete equipment installation. Joe Jansen, MVP's Advanced System sales engineer, reports that MVP offers a complete turnkey equipment system for FRP pipe manufacturing, and has installed such systems recently in UAE, Saudi Arabia, Norway, Romania, and Russia.
"Fibre delivery and control software are key aspects of any filament winding equipment, which both proprietary and universal (CADFIL/CADWIND) software address,” he adds. “With MVP machines, our pumping, mix and dispense components provide additional precision in material and mix ratios that affect resin viscosity.”
Viscosity, or resistance to flow, ultimately affects part consistency.
Process innovations
MVP's collapsible and cantilevered mandrels can significantly increase production rates due to ease in part removal after cure. Jansen says these mandrels are best suited for components above 2 ft in diameter and 25 ft in length. For products this size, use of cantilevered and collapsible mandrels reduces the need for multiple mandrels and could reduce production time by 50%.
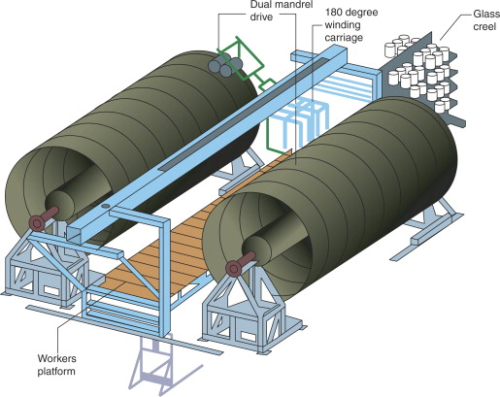
Another unique feature offered in MVP winding systems is the dual mandrel drive assembly. This configures winding machines with mandrel drives on either side of the winding carriage.
“This system places the winding machine in a more continuous production mode,” says Jansen. “Winding can occur on one side, while prep, extraction and cure can be occurring on the other side simultaneously. When winding is complete, the carriage and fibre delivery can be rotated 180 degrees to deliver material to the opposite side.”
Jansen points out that while this drive assembly is not new, there are currently few comparable systems from other suppliers.
“Price is not the issue with this equipment. Rather, it's the potential production increase and shorter time frame to achieve market advantage.”
He agrees that training customers in the use of equipment, including production set-up and initial production runs 'has proven to be a huge advantage and step forward for the customer by getting production going in the shortest time possible after equipment installation.' MVP just finished a turnkey installation in the southern US.
"It's important to live with customers through the first production to create a confidence level,” Jansen emphasises.
"Our latest push is into four-axis equipment,” he notes. “We are seeing strong customer requests for this, especially in the production of pressure vessels.”
At Spencer Composites in Sacramento, California, USA, the company's R&D innovation over the past year has been in situ curing during winding of a number of proprietary prototypes. Company founder, Brian Spencer, tells Reinforced Plastics that one project in particular – a proprietary component used to generate energy – required development of a special resin system, and processability that could achieve 68% fibre volume in a carbon/glass fibre, hybrid end-use component that is 7 inches thick.
“This component sees very high radial and tensile stresses, and filament winding allows us to create a high fibre volume, low-void content composite that can meet the stress targets.”
“We are winding 1200 lbs in one shot at 150 lbs an hour on a four-axis machine, and when the component is finished, it is 75% cured,” he adds. “While there is some post cure required, the in situ cure level achieved during winding saves considerable time in the production of a component with this wall thickness and these performance requirements.”
Design innovation
ATK Space Systems and Sensors has been using filament winding for more than 40 years as a producer of rocket motor casings (for the US Atlas and Delta programmes), and advanced composite spacecraft, optical support, and aircraft structures, as well as antennas and radomes.
“It's an exciting time for our business,” says Steve Earl, vice president of launch systems. “In the past two and a half years, the Clearfield, Utah facility has successfully completed 11 rocket motor case development projects, and several of these have moved into production. Others were demonstrators for quick validation of new designs and manufacturing techniques.”
Earl describes an innovative abort system motor case now under development for a next generation launch vehicle.
“It will be filament wound with joints and skirts, and is intended for mounting to the forward end of the crew capsule. If needed, this component will pull the crew capsule away from the rest of the underlying rocket structure. The forward joint will be relatively thick and is designed to allow fastening of a metal diverter/closure that provides upward thrust from the capsule's forward end,” Earl goes on to explain. “This joint will transition down in thickness to a pressure vessel portion of the case that includes the aft composite dome. An aft skirt will be integrally wound into the case to structurally connect it to the crew capsule.”
From spacecraft to hydrogen powered cars – such is the application diversity of parts that can be filament wound. Last September, the Institut fuer Verbundwerkstoffe (IVW) of Kaiserslautern, Germany, won that country's Federation of Reinforced Plastics eV (AVK) innovation award for its work within the StorHy project. The EU FP6 funded project involved 30 partners from 15 nations in providing economically and environmentally attractive solutions in hydrogen storage systems for an automotive application. IVW's award-winning development is the design and testing of a new ring winding head and resin impregnation technique.
IVW is a non-profit polymer composites research institute. Ralf Schledjewski, group leader of manufacturing sciences at IVW, explains that the newly-designed equipment has been used to produce a series of pressure vessels, starting with a 32 litre filament-wound carbon fibre/epoxy tank. As the tanks undergo burst pressure and cycling tests, as well as microstructural characterisation, the end goal is a high pressure automotive hydrogen storage tank. All of the test tanks are made using Araldite LY 564 epoxy resin from Huntsman Advanced Materials, Basel, Switzerland, and 60-63% carbon fibre volume. The Araldite offers quite low viscosity for a thermoset resin.
“For the introduction of hydrogen-fuelled automobiles, some 100 000 tank systems a year may be required in the short or medium term. To realise such large quantities economically, new manufacturing technologies that reduce cycle times for tank production are in great demand,” Schledjewski says.
IVW developed a new impregnation method that draws rovings through a siphon-like unit and fully saturates them with a precise resin dose. The rovings are then led through radially movable arms on the perimeter of the winding head, and on to the tank surface where they are placed accurately by the rotatable feed eyes.
“The almost closed siphon impregnation system reduces possible resin leakages,” Schledjewski states. “We see this as a quantum leap economically and ecologically. During wet winding with this system, we significantly increase lay-down rate and also achieve large winding angles for optimised hoop layers. In addition, a decrease in crosspoints reduces direction changes, resulting in better fibre utilisation and less material waste.”
Currently, the tanks can only provide operating pressures to 35 MPa (5000 psi), and Schledjewski points out that tanks with 70 MPa (10 000 psi) are needed for storing hydrogen in automobiles.
Returning full circle
For those who perceive filament winding as a mature technology associated mainly with rocket motors, pipes, tubes and tanks, John Green verifies that, indeed, this is true. However, he adds that equipment automation and processing advances in the last three to five years have been significant.
“Customers are demanding the simplicity of turnkey systems in working with a single equipment supplier. Next we need to bring the level of automation we see in automotive production processes into the filament winding industry.”
Michael Skinner tempers that degree of change, positive as it may be, with a tried and true perspective.
“The most important aspect of a winding machine is fitting the machinery to the product. Many users want a universal machine, but filament winders need to be the best choice for each specific application. Optimising a winder to match the product will ultimately increase throughput and part quality.”




