
The wind industry is focused on developing longer blades that take advantage of recent developments in composites technology to increase wind turbine energy output without adding excessive weight or sacrificing essential strength. This poses design and manufacturing challenges for wind blade manufacturers.
New foam core material and advances in epoxy technology are helping manufacturers not just meet the mechanical challenges of larger blades, but also increase manufacturing speed. Dow Formulated Systems, a business unit of The Dow Chemical Company, recently introduced the COMPAXX™700 foam core system, along with significant advances in its AIRSTONE™ epoxy systems, to help blade fabricators answer the growing demand for lighter and stronger wind blades.
Chasing higher efficiency
No longer in the demonstration phase, the wind power industry is in a race to become cost-competitive with other forms of electric power generation. A working rule of wind power generation states that the power captured by a wind turbine increases with the square of the rotor radius. In response, rotor diameters have steadily marched upward to exceed 410 ft (125 m).
Today, most new wind rotor blades installed around the world are large-diameter designs that are not only pushing the envelope in wind power production, but also the structural designs, material technologies, and fabrication processes that make larger wind blades possible.
Blade length
The trend to longer blades brings with it a new engineering challenge: creating blades that are both strong and light in weight. As energy output increases with the square of the rotor radius, the mass of the blade increases by a cube factor. While weight increases with the sheer size of the blade, structural modifications necessary to increase blade strength – to stand up to the added forces generated by rotation of the larger blades – can add even more weight.
Without proper attention to weight savings in the design and fabrication of large blades, raw material costs and fabrication cycle times can increase unacceptably. But heavy blades are also a problem in the field where they put greater stress on wind turbine bearing sets. Most important, extra weight imposes a much higher wear penalty during wind turbine operation, shortening turbine life.
One approach to reducing blade mass and the resulting weight is the use of more carbon fibre in composite lay-ups, but this can increase material expense considerably. Another potentially more promising route to reducing mass and controlling blade weight are improvements in foam core properties, resin systems, and skin/core bonding. Advances in these areas can reduce mass, extend blade life, and lower fabrication cycle time and cost.
New core material
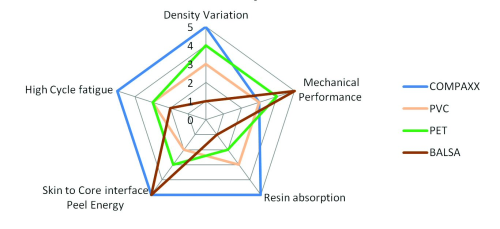
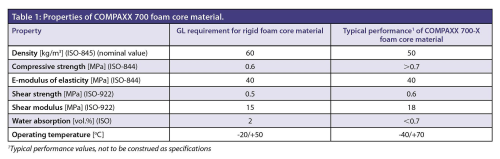
One core material improvement is found in Dow's COMPAXX 700-X foam core material. The new Germanischer Lloyd (GL) certified material matches or exceeds the static mechanical performance of cross-linked polyvinyl chloride (PVC) foam core material at similar densities.
Table 1 compares properties for COMPAXX-X 700 to the specifications of Germanischer Lloyd (GL), the wind industry’s leading certification body.
The new foam core also exhibits superior properties when evaluated using other industry methods. High cycle fatigue durability testing – particularly important in evaluating large blades – shows that, even after 10 000 000 dynamic load cycles, a core/skin sandwich panel using COMPAXX 700 exhibited no breaks or permanent deformation. This is significantly better performance than PVC and PET (polyethylene terephalate) core materials.
Skin-to-core bonding is a measurement that helps predict the potential for blade structure delamination. Test data show that skin-to-core interface peel energy for COMPAXX 700-X is about three times higher than the industry reference core material, 60 kg/m3 PVC. The COMPAXX 700-X core has a specific roughness and surface grooving that help achieve this level of bonding performance.
Core materials absorb resin during fabrication, and reducing absorption yields a lighter blade with no strength penalty. COMPAXX 700-X absorbs far less resin during production than competitive core materials. Independent tests on a model 2.5 MW turbine design show resin absorption reductions can save at least 276 lb (125 kg) in total weight with the COMPAXX core material.
Lowering peak exotherm
Along with its improved foam core technology, Dow has made significant improvements in epoxy resin technology to enable the fabrication of larger wind blades. The AIRSTONE line of epoxy resin systems was created specifically to serve the wind power market.
Specialised epoxy resin technology is necessary in the wind power industry for several reasons. With more massive sandwich structures, today’s larger blades are far more susceptible to weakening and damage due to excessive thermal excursions during resin curing. High curing temperatures can directly damage core materials. And, composite structures are subjected to high internal stresses when passing through high exothermic excursions. The result can be wrinkling or delamination that reduce strength and fatigue resistance.
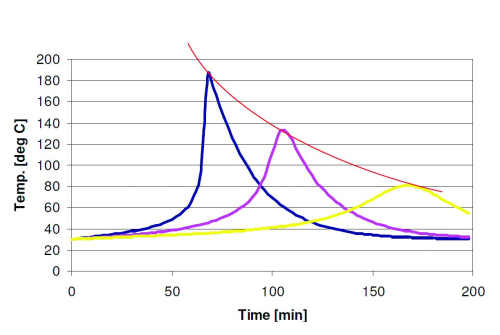
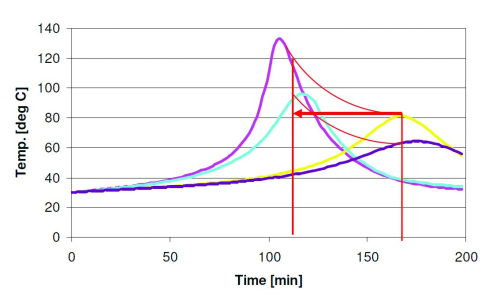
With conventional epoxy resins, the peak temperature of the exothermic curing reaction could only be controlled by reducing the reactivity of the resin/hardener system, at the expense of significantly longer curing times, as shown in Figure 1. This runs counter to the industry’s increasing need to reduce blade production cycle times.
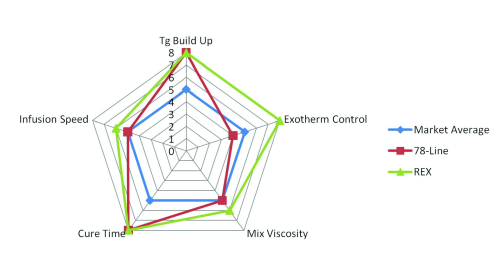
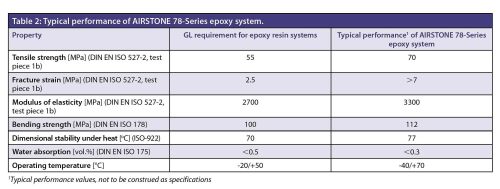
AIRSTONE epoxy resin systems enable fabricators to control resin curing properties while maintaining production cycle times. One resin/hardener product family in the AIRSTONE epoxy resin system, the 78-series, has demonstrated an excellent portfolio of properties for wind blade applications (Table 2).
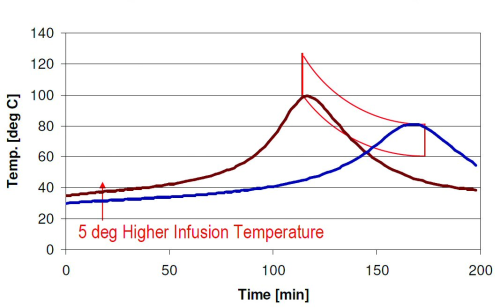
Working with the AIRSTONE resin system, Dow’s most important success has been to decouple peak exotherm from resin reaction speed. It has developed Reduced EXotherm (REX) technology targeted at reducing the peak exotherm during curing. As Figure 2 (a comparison of two hardener reactivities one as a conventional system and one with REX technology) shows, with REX technology the peak exotherm temperature is significantly lower, but system reactivity is not reduced and cure time is not extended. As a result, the strength and integrity of the structure is not compromised and cycle times are optimised.
Dow has plans to formally launch enhanced AIRSTONE infusion systems that utilise the REX technology in 2012.
Faster, higher quality infusion
The increased size of wind blades has also made it more difficult and time-consuming to achieve complete resin infusion through thicker composite structures. Another benefit of Dow’s REX technology is that it allows manufacturers to perform resin infusion at a temperature about 9°F (5°C) higher than conventional epoxies. This significantly reduces resin viscosity to allow for faster and more complete infusion through multi-layer structures.
Next generation blades
The combination of COMPAXX 700 core material, AIRSTONE epoxy resin systems and REX exotherm management technology give blade manufacturers excellent opportunities to increase blade size without sacrificing strength or processing efficiency when working with conventional glass fibre composite systems.
The Dow REX technology also has the potential to provide similar performance enhancements in carbon fibre systems.
These and other advancements from Dow are helping wind blade designers and fabricators produce the new generation blades required to support the rapid growth in demand for wind power generation globally. ♦
This article was published in the July/August issue of Reinforced Plastics magazine. To apply to receive your free copy of each issue of Reinforced Plastics magazine please complete the subscription form.





