
If we could make wind turbine blades from reinforced thermoplastics instead of epoxy, we could churn them out much faster. But with injection moulding you can only make very small blades. Hot pressing techniques limit the product size as well.
For industrial size turbine blades, dozens of meters long, you need vacuum infusion. But the viscosity of melted thermoplastics is just too high to be able to force the material into every nook, cranny and glass fibre of those giant blades. An additional drawback is that the material requires a higher processing temperature, which increases cost.
But manufacturers and researchers all over the world are trying innovative approaches. For example easy flow materials, like the cyclic form of polybutylene teraphthalate (PBT) and polymerised lactam (APLC-12). And solutions like low-viscosity carrier liquids.
The ‘Duwind’ wind research institute of Delft University in the Netherlands has developed a process using APA 6 (anionic polyamide). This is not put into the mould as a polymer, but as a reactive mixture after which a delayed in-situ polymerisation of the monomer (ε-caprolactam) into the high molecular weight thermoplastic polyamide 6 (PA 6) takes place. With its viscosity of 10 mPas (one tenth of the viscosity of epoxy), the mixture will flow into the mould much faster than epoxy. And it will also cure to form the polymer much faster.
Duwind researcher Kjelt van Rijswijk flagged this material during his PhD study. Low viscosity (so there were no size limits on the finished product) and a low processing temperature were the most important criteria. The curing process of APA 6 was to take around 90 minutes at 180°C. This compares favourably with PBT which should require 180-200°C.
“I managed to further lower the curing time and temperature,” says Duwind researcher Julie Teuwen, who obtained her PhD about a year ago. “We can now cure APA 6 blades in 30 minutes at 150°C.”
Moisture
Julie Teuwen took over from Kjelt van Rijswijk, who had tested the strength of sample products of different materials. He had found the mechanical properties of reinforced APA 6 to be almost as good as reinforced epoxy or even a bit better.
Sounds great. But there was a big catch.
“Those properties are that good when the material is dry,” Teuwen says. “But nylon absorbs water, and then its properties become inferior to epoxy.”
Fortunately, they noticed something interesting in the test data.
“The slope of the fatigue curve turned out to be the same for APA 6 as for epoxy, but it started and finished at a lower point,” she says. “So it wasn’t as good as epoxy. But when we compared the APA 6 curve to the one from ordinary PA 6, we saw a large improvement.”
It turns out in the curing process the molecule chains of APA 6 chemically attach themselves to the fibres.
A special glass fibre sizing
“The activated sizing on the glass fibre makes sure that the polymer chains start to grow from the fibres, giving you a better fibre to matrix bond,” Teuwen explains.
“That’s the big difference between normal thermoplastics and reactive thermoplastics like APA 6. In normal thermoplastics the polymer solidifies around the glass fibres and the only bond with the glass is caused by shrinkage. So there’s only mechanical locking around the fibres. With reactive thermoplastics you have chemical bonds as well, making them stronger.”
This is especially effective for matrix dominated properties like shear, transverse tensile strength and fatigue. The research team suspected the sizing of the fibres to have a large influence. The sizing is a coating or primer which protects the glass filaments and improves the bonding to the matrix. So they set off to develop a special sizing together with their glass fibre supplier.
“We used a chemical sizing, which reacts with the resin and produces a stronger chemical bond between the fibres and the matrix,” Teuwen says.
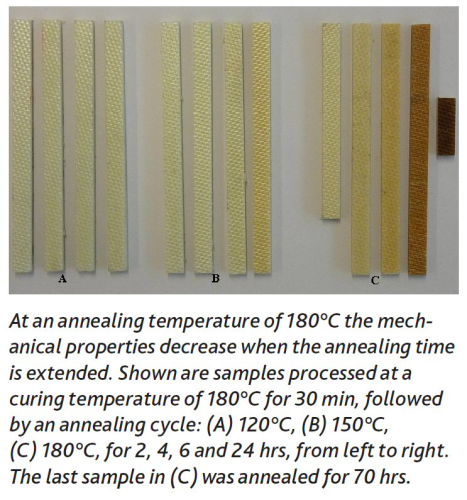
The special sizing resulted in a shorter curing time and a lower curing temperature: 150°C instead of 180°C.
“We can take the product out of the mould in 30 minutes. But we still leave it in for an extra 30 minutes to get the mechanical stresses out.”
Even with that extra annealing time, the process is faster than the curing time of epoxy, which is between 4 and 6 hours. It does require a little extra time to heat up the mould to the higher temperature required for APA 6, but that is compensated by the shorter infusion time. And production could be further sped up by taking the APA 6 product out of the mould after curing, and then putting it into an oven for annealing.
With the new sizing the material not only becomes stronger, the tighter chemical bonds also form stronger barriers for moisture. So the finished product takes up less water and even saturated the mechanical properties should stay at least on par with epoxy.
A leaner blade
Teuwen made sure the production process with APA 6 is basically the same as with epoxy, so turbine blade manufacturers don’t have to switch to completely new techniques. It’s still just a matter of putting a foam core wrapped with fibres into the mould. Then you heat up the mould and use vacuum infusion to fill it with resin.
“You do need a foam core that can withstand a high temperature,” Teuwen says. “And getting the matrix to stick to the foam was also a problem. But we managed to solve that.”
Unfortunately Teuwen is not allowed to reveal the type of foam core used.
On the other hand, working with thermoplastics does open up a whole new realm of processing possibilities.
| What if you were to start with a clean slate and try to exploit all the benefits of thermoplastics: could you design a better blade? |
Thermoplastics can be thermoformed. And they can be joined together by welding, giving the product good impact properties, high toughness and chemical resistance, since no glue is needed. What if you were to start with a clean slate and try to exploit all the benefits of thermoplastics: could you design a better blade?
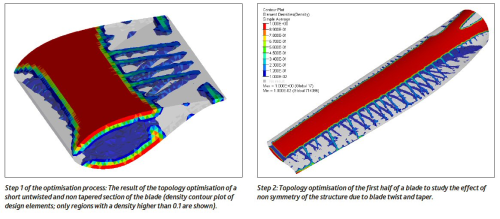
That’s exactly what Simon Joncas, another PhD graduate from the Duwind institute, has done. He modelled the outer surface of the turbine blade and the loads during operation. Then he optimised the design by having the computer work out the spots where you need extra material to effectively bear the loads.
“This resulted in a design more akin to an aircraft wing, with ribs and spars instead of a foam core,” Teuwen explains.
“The new design has a load carrying box section in the middle of the blade with strengthening ribs to the front and rear. This design yielded a 3-5% weight reduction compared to a conventional epoxy blade with a foam core.”
Technology demonstrator
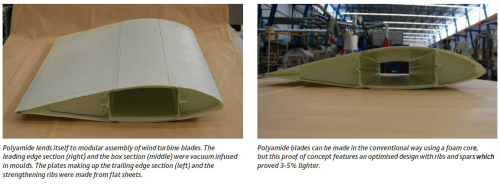
The research team made a proof of concept, as shown in the photographs, using Joncas’ design and APA 6 with glass fibre fabric.
“It’s a cross section of a blade, 2 m long, 1 m wide and 60 cm high,” she says. “In it we’ve tried to integrate everything: not only the new material, but also the processing advantages of thermoplastics.”
The prototype features a modular construction. The box section in the middle of the blade was made in a mould, the leading edge section as well. The trailing edge section was made out of two plain flat sheets. The ribs were made by cutting their shapes out of flat sheets. Then they were heated up with an infrared heater and bent by pressing them between a metal mould and a rubber pattern to make the lips around their edges.
All the pieces were welded together using metal meshes: place them between the pieces to weld, run current through them and the plastic on both sides melts together through the mesh. Of course carbon or ultrasonic welding would be possible as well.
Environmentally friendlier
Making blades from APA 6 should be more environmentally friendly than from epoxy, because there is no emission of volatile organic compounds (VOCs). And while the chemical components for epoxy have a shelf life of only two years, the shelf life for APA 6 is unlimited.
“The material is already being used in all sorts of industries and applications,” says Teuwen.
“There’s even a factory that can recycle the material back to the monomer we started out with. But the most likely recycling method is shredding. Simon Joncas looked at the products on our scrapheap, some of which had been lying around for four years. He shredded them and ran them trough an extruder to get new test products. They turned out to have chemical and mechanical properties superior to those of normal extrusion products made from HPA 6 with glass fibres of comparable length. That’s again because of the extra chemical bonds in the APA 6 composite.”
A lot of interest
| ... the potential to more than half the production time has already led to a lot of interest from the industry. |
Benchmark tests still have to be made with wind turbine blades with the new sizing. And further studies are needed into ageing, large scale feasibility and cost. But the potential to more than half the production time has already led to a lot of interest from the industry.
APA 6 might also make the production of wind turbine blades cheaper.
“The material is cheaper, but the moulds are more expensive because the temperatures are higher,” Teuwen explains.
“For starters you need a higher infusion temperature of 90-100°C. And then you have to go to 150°C for curing. So for APA 6 the mould should be able to deal with at least 180°C, because you have to allow for the exothermally produced heat during curing as well. Moulds for epoxy can be designed with a glass transition temperature as low as 120°C. However, in the wind turbine market many manufacturers are using prepregs. And they have a relatively high curing temperature as well: between 120-140°C. So compared with that, the curing temperature of APA 6 isn’t that much higher.” ♦
This article was published in the July/August 2013 issue of Reinforced Plastics magazine.
The digital edition of Reinforced Plastics is distributed free of charge to readers who meet our qualifying criteria. You can apply to receive your free copy by completing the registration form.




