


The demand for emissions-free wind power is pushing wind turbines to grow larger and more powerful. A key driver behind the trend for larger wind turbines is economics: taller turbines with longer blades and larger swept areas produce more power at a lower cost per kilowatt-hour according to a recent report by the American Wind Energy Association (AWEA). Bigger wind turbines can also harvest lower-speed winds, allowing wind power to move closer to population centres. But increased power won’t be the only requirement for the longer, larger and sometimes heavier wind turbine blades. Customers are also expecting longer life cycles (up to 25 years) with minimal maintenance, particularly for offshore and remote locations.
For core suppliers like WebCore Technologies, based in Miamisburg, Ohio, USA, tighter product specifications and increased frequency of new designs for bigger blades mean better opportunities for new core materials. TYCOR® W, WebCore’s fibre reinforced composite core, is bridging the gap between balsa and polyvinyl chloride (PVC) foam core materials by meeting wind blade manufacturers’ cost, weight, supply, quality and consistency requirements.
TYCOR W combines glass fibres with closed-cell, low density foam in an engineered architecture and has been used in the wind industry for two years. One blade manufacturer using the core material in place of balsa experienced an immediate weight savings of 325 lbs per blade on a 45 m blade. Blade manufacturers are also finding the composite core offers other advantages not normally associated with core material such as:
- design optimisation;
- yield optimisation achieved with kitting partners;
- improved infusion;
- better fit of fewer, larger core pieces; and
- improved uniformity due to fewer core gaps.
Choice of core material
As blades get larger and marketplace competition increases, manufacturers are optimising their designs to maintain a competitive advantage.
“Blade designers and manufacturers can optimise for cost and weight by removing excess material and evaluating which materials will work best in the various parts of the blade,” says Scott Campbell, Director of Sales Engineering for WebCore. “But the material that remains – resin, laminate and core – must be very predictable."
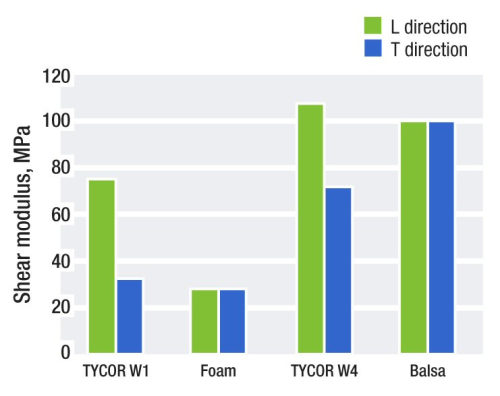
Where higher strength core material is required near the root sections of the blade, balsa is a good candidate. However, in production of bigger blades, balsa’s variability limits design engineers’ efforts to optimise. Because balsa is a natural grown, wood product, there is a large variation in density, strength and stiffness between the individual logs used to manufacture balsa core products. Even with the selection of logs of approximately equal density, there remains a significant variability in core properties. Balsa products tested for strength or stiffness produce a considerable scatter of results between individual specimens. This means that a blade designer must use a fairly large knock-down factor for balsa properties to assure adequate structural performance. The wood product also absorbs moisture which causes dimensional variation.
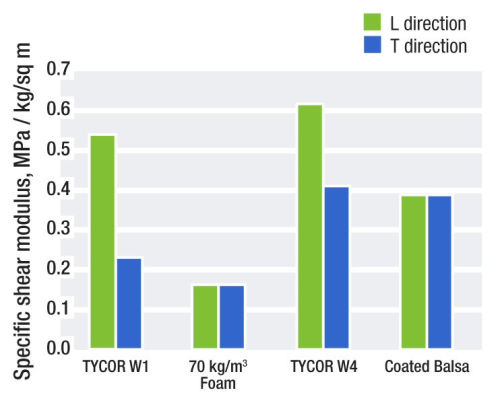
Because TYCOR W is an engineered composite core product produced from synthetic materials, its properties demonstrate a much higher consistency when compared to balsa. Mechanical property tests exhibit significantly less scatter between specimens. Because the design knock-down factor for TYCOR W properties is low, a much higher percentage of the material’s inherent properties can be exploited in the design process, making the material easy to optimise and resulting in a more efficient blade design.
Structural foams like styrene acrylonitrile (SAN) and PVC are lighter than balsa and highly consistent, but carry less load and are more expensive. Low density foams must be twice as thick as balsa to match its higher strength and stiffness properties. Due to these factors, foams are better suited for use in lower stressed areas of the blade from the mid-point to the tip.
Polyethylene terephthalate (PET) foam, a newer foam core material, is more cost effective then PVC foams but possesses lower strength and stiffness than PVC foam on an equal weight basis. Since it is heavier than most structural foams, PET doesn’t offer a significant weight saving. Yet because its price point is favourable and since it too is a more consistent product than balsa, it is gaining acceptance in the marketplace.
With an eye toward manufacturers’ growing need for big blade production, WebCore provides TYCOR W in four standard grades to give designers and manufacturers the flexibility to optimise blade designs and have the option to use the material throughout the blade. For example, TYCOR W 4 has been engineered to perform effectively in the high strength areas of the blade – or near the root – yet offers a lighter weight, more cost effective alternative to balsa in thicknesses matching the natural wood product. TYCOR W 1 and 2 are more cost effective than SAN and PVC foam yet maintain the high consistency and weight reduction attributes associated with these lower strength cores used in the blade’s mid-section and tip areas.
Further optimisation
Proper kitting of core material also supports optimisation. By working closely with its kitter, WebCore is able to alter the sheet size of its composite core material and improve kitting yield by as much as 10%. Also, since sheets of core as long as 2 m can be used, TYCOR W reduces the number of core segments necessary to load large blade moulds, resulting in fewer core joints and enhanced core fit at adjoining segments. The reduced number of joints and the better core fit dramatically improves infusion uniformity and blade-to-blade weight consistency. Both of these advantages improve the manufacturer’s finished product.
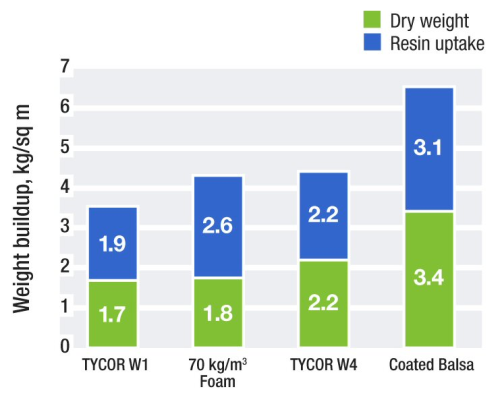
Core materials also influence resin consumption: cost of resin and finished part weight needed to fully infuse a turbine blade. Balsa, SAN and PVC are often scored or segmented to effectively manage resin flow and ensure wet-out. TYCOR W’s inherently permeable internal fibre architecture and tiny foam cell size make resin penetration easy and controlled without relying on features that increase parasitic resin absorption. This feature reduces infused part weight and cost. 1-inch thick TYCOR W saves an average of 0.5 lb/ft2 of weight and reduces resin usage by 0.2 lb/ft2 when compared to 1-inch thick balsa. Because TYCOR W cores are highly contourable and flexible, less resin is absorbed in both curved and flat parts. The composite core material is contaminant free and dimensionally stable, properties that also help eliminate inconsistent cure and associated quality issues.
“For manufacturers looking to improve their competitive position, the ability to harness core advantages like those associated with TYCOR can make the difference compared to designers using conventional core materials,” says Campbell.
Ready supply of raw core material also contributes to manufacturers’ ability to be competitive. While the wind blade market is currently holding steady, accelerated growth is projected to return as early as 2011. For balsa, the traditional favourite for its price point and physical properties, projected market growth will most likely result in limited supplies of the natural wood product.
“Blade manufacturers want weight, cost, and quality improvements but for a company that is trying to grow quickly or maintain its market share, supply and reliability are essential,” says Campbell.
WebCore’s composite core material is supplied on a just-in-time basis to support lean inventory requirements and help customers reduce costs.
“We assemble our core from conventional and readily available composite raw materials - direct draw glass roving, some chopped strand mat and foam insulation - so supply is never an issue,” Campbell points out.
The composite core material enjoys a 100% on-time delivery rating.
Along with on-time delivery, TYCOR W has never caused lost plant time due to quality issues. Manufactured under ISO quality standards with pending GL approval, the composite core’s raw materials are inspected on WebCore’s manufacturing floor prior to assembly.
“We also inspect our composite core at every stage of manufacturing to ensure it meets the new standards we’re setting with customers who are optimising their wind blade products,” Campbell says.
Future challenges
Faced with the challenge of building larger and longer blades, manufacturers must continue to look at ways to improve the consistency and quality of their product. At the same time, manufacturers will need to secure their core material inventory to match the growth trends of the wind turbine blade market. For manufacturers looking to solve production challenges yet thrive in a global market that is evolving, looking beyond traditional core materials to consider solutions like TYCOR W may be the logical next step.
This feature was published in the July/August 2010 issue of Reinforced Plastics magazine.
If you would like further information about the issues covered in this feature please e-mail us.





