
A new surface sealing technology for polyethylene terephthalate (PET) foam core materials considerably reduces their resin uptake resulting in a significant reduction in total weight and cost of the infused core material, thus clearly changing the price/performance equation in PET’s favour.
Core materials are used in sandwich structures – they are the stiff and lightweight central layer between the strong skins. They allow composite parts to be designed and built with minimum weight without compromising strength and stiffness. Among many other advantages, this offers boats a faster ride, and allows wind turbine rotor blades to be made even larger and therefore more efficient. Moreover, it results in reduced energy costs as well as wear and tear in transport applications.
Besides many other requirements, the primary design and selection criteria for core materials are:
- specific lightweight (mechanical properties relative to density); and
- cost efficiency (mechanical properties relative to price).
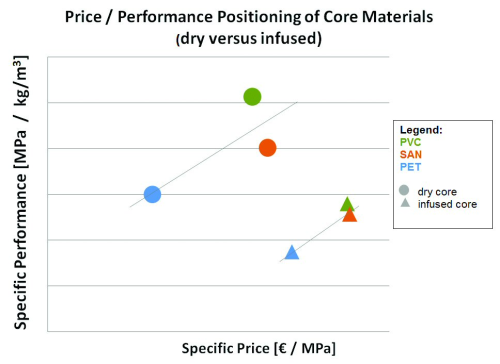
Different products are often compared using a price/performance diagram. Generally, most products are situated more or less on the ‘ideal line,’ i.e. the optimal price/performance ratio of a product (see Figure 1). If a product is situated above the line it is relatively better positioned while a positioning below the line indicates too high a price and/or too low properties.
Figure 1 shows the rating of the most widely used structural foam core materials with regard to the two selection criteria previously mentioned. While the materials become more cost efficient towards the left side of the chart, they are more lightweight towards the upper side. The mechanical property of the foam was calculated as the product of mean shear modulus times minimum shear strength.
In the diagram all materials are represented both as dry core materials (round dots) and in their infused state (triangles: i.e. including resin uptake in the core). The resin uptake was measured on rigid sheets. The resin costs were calculated from a bulk price of epoxy including hardener.
The diagram shows the general understanding that polyvinyl chloride (PVC)-based core materials (green) are unrivalled with regard to specific lightweight while polyethylene terethphalate (PET) (blue) is relatively more cost efficient and heavier. Thanks to styrene acrylonitrile (SAN)’s low resin uptake, its positioning when infused looks much better than in the dry comparison.
The diagram also shows that the higher resin uptake of PET relative to PVC and SAN compromises its attractive cost efficiency by adding resin costs and weight when infused.
New PET surface sealing technology
The relatively higher resin uptake of PET core materials has been the topic of many foam development projects. Airex AG, producer of AIREX® T92 PET foam core, not only optimised its foam’s cell structure but also recently introduced its patented new AIREX SealX technology. This reduces the resin uptake of AIREX T92 by more than 50% and by up to 70% compared to PET foam from other suppliers – a saving that has been confirmed by several end customers and composites engineering companies alike.
By considerably reducing the resin consumption of the core material, this new surface sealing technology not only significantly saves on total costs but also reduces the infused density of the PET foam to the levels of PVC and SAN foams. This eliminates the one drawback of PET (higher specific density) while further expanding its already attractive cost position.
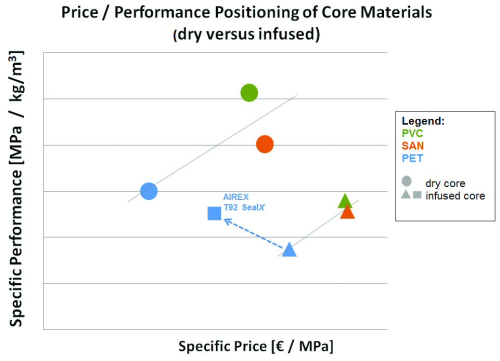
This most promising repositioning is visualised in Figure 2. With the new AIREX SealX surface sealing technology (blue square), the specific performance of PET has come in line with PVC and SAN while the specific price is significantly lower.
The three infused cores PVC, PET and SAN are now positioned on a horizontal line indicating that PET reaches the specific performances of PVC and SAN at considerably lower costs.
The new AIREX SealX technology has therefore substantially redesigned the core materials landscape in PET’s favour. Indeed, improving a product’s performance (lighter weight) while decreasing its total cost is what markets are generally asking for and rarely get. A similar change in respective market share of the different core materials can be expected as a consequence from this, although this may take some more time than the mere redesign of the diagrams.
|
Most foam core materials are more than 90% closed-cell. The resin uptake mainly stems from cells that are cut open on the foam’s surface during machining of the foam (trimming, slicing etc.). The cell size thus plays an important role for resin uptake: the smaller the cells the lower the resin uptake. Cell size and with it the depth of resin penetration is determined by the foam’s formulation and production process. The batch process for PVC and SAN foams normally yields smaller cells than the PET foam extrusion process. The strand-die extrusion technology for commercial PET foams together with the subsequent welding operations may cause further defects so that resin can also penetrate along the extrusion strands and/or in the foam’s welding lines. These elements can be mastered by state-of-the art equipment, technology and process expertise. Sandwich core materials require resin or any other adhesive to optimally bond to the skin material. The core-skin adhesion is based on chemical as well as mechanical bonding – the latter resulting from resin anchoring in the core material‘s rough surface structure. While a sufficient core-skin adhesion requires a certain amount of resin, any additional resin uptake on the core material’s surface represents both extra cost and weight - especially in resin flow methods (e.g. infusion). |
A first success of AIREX T92 SealX was Pauger Carbon’s twin mast sailing catamaran which subsequently won the prestigious Balaton race. In wind energy, T92 SealX is used in the rotor blades of a well-known German producer while it is in the evaluation and testing phase for several other blade designs. ♦





