

Single skin composite laminates, made from glass, carbon or other fibres, may be strong but they lack stiffness due to their relative low thickness. Traditionally the stiffness has been increased by the addition of multiple frames and stiffeners, adding weight and construction complexity.
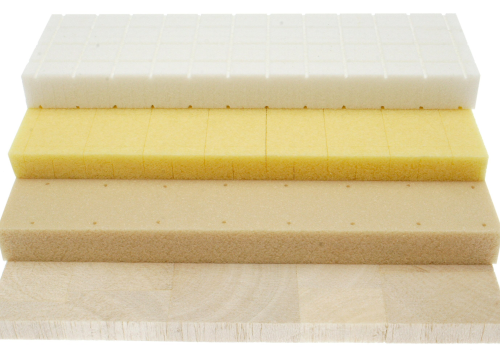
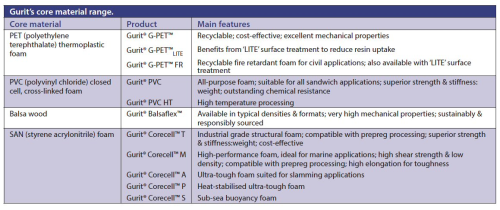
A sandwich construction consists of two high strength skins separated by a core material. Inserting a core into the laminate is a way of increasing its thickness without incurring the weight penalty. A variety of core materials are used in composite sandwich structures (see table).
In effect the core acts like the web in an I-beam, where the web provides the lightweight separator between the load-bearing flanges. In an I-beam the flanges carry the main tensile and compressive loads and so the web can be relatively lightweight. Core materials in a sandwich structure are similarly low in weight compared to the materials in the skin laminates.
Engineering theory shows that the flexural stiffness of a solid laminate is proportional to the cube of its thickness; for sandwich laminates it is approximately proportional to the square of its thickness. The purpose of a core in a composite material is therefore to increase the laminate's thickness by effectively thickening it with a low-density core material. This will result in a dramatic increase of stiffness for very little additional weight.
Designing sandwich structures
The use of sandwich panels in composite applications is well understood from an engineering perspective, allowing design of very lightweight stiff structures.
At a fundamental level the main purpose of the core in the centre of the sandwich is to provide as much spacing between the two skins as possible to create the panel stiffness, adding as little weight as possible, whilst resisting the shear forces created when the structure is loaded. But whilst shear properties are a prerequisite for a structural core that is only the first variable of many when designing a composite structure.
Mechanical performance
Depending on how the sandwich structure is loaded the core may also require good compressive or tensile properties or even good impact toughness. These requirements can be easily met by a range of structural core materials but the price and density invariably narrow the options.
| The primary selection criterion of the core has to balance properties, density and total manufacturing cost. |
Most composite structures are selected over more conventional materials due to their lightweight properties and the resulting lower loads a composite component will exert on the rest of the assembly. However, the balance of light weight life cycle performance vs cost of manufacture has to be considered to make the composite approach viable. Therefore, the primary selection criterion of the core has to balance properties, density and total manufacturing cost.
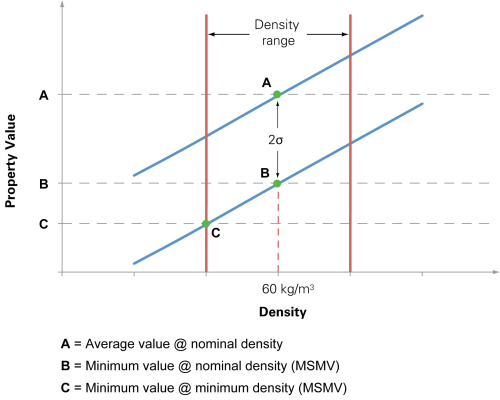
Due to the inherent variability in many of the core manufacturing processes the mechanical properties of a core used for design are often determined using statistical analysis. As the density of polymeric foams varies from one batch to another the properties are often plotted against a range of nominal densities to form a linear regression through the average values at the nominal density (see Figure 1). A second regression is then drawn two standard deviations below the average values to give the minimum properties for design at the nominal core density.
Although this design value gives high confidence that a core will meet its design requirements a more conservative approach is often used where the minimum value at the minimum density is used.
Having selected the most likely candidates for the design the secondary requirements then have to be considered. Due to the many varied applications of composites there is an extensive list of possible design parameters which include but are not limited to the following:
- thermal resistance;
- chemical resistance;
- thermal conductivity;
- acoustic insulation;
- electrical conductivity;
- vibrational damping;
- moisture resistance;
- recyclability; and
- sustainability.
Once all of the mechanical and physical properties of the core have been considered, the design for manufacture is the final step in the preliminary design of a component. Each core material has its own specific processing characteristics which can be broken down into a couple of categories:
- formability; and
- laminate skin compatibility/stability during the curing step.
Formability
The core will normally have to conform to a 2D or 3D surface geometry without compromising its structure-properties or thickness.
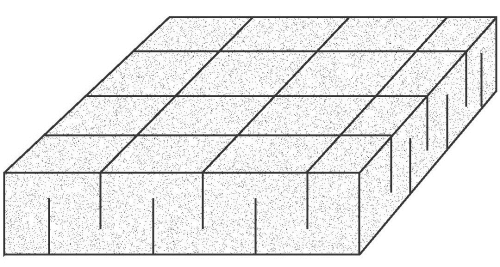
For rigid cores like balsa this means cutting the core into smaller blocks and using a scrim, whilst for most polymeric foams if thermoforming is not an option the foam has multiple parallel saw or knife cuts in the 0° and 90° direction to create a grid that provides the desired flexibility (see Figure 2).
For honeycomb cores formability can be problematic for high thickness applications due to the high rigidity and at low thickness the core becomes difficult to handle.
In addition to conforming to the component geometry the core is normally machined at its edges to provide smooth load transitions from sandwich to monolithic regions of the component. This can be difficult to achieve with honeycomb and some brittle polymeric foams especially when chamfer angles are low.
Laminate skin compatibility
The laminate skin will contain a fibre reinforcement and some kind of matrix resin. The resin may be in a liquid form at room temperature (wet laminating or infusion process) or be a semi-solid prepreg resin which flows during an elevated temperature cure cycle.
To create an efficient sandwich structure the skins must be very well bonded to the core surface to enable the transfer of loads. Therefore, the resin must be compatible with the core and the core must have a suitable surface topography for the creation of a good mechanical bond.
For honeycomb structures this presents a challenge and specialised controlled flow resin films are used to form adhesive fillets around the hexagonal structure without draining into the cells during the elevated temperature cure used for prepregs.
Another inherent problem with the core-laminate interface is the consumption of additional resin due to the porosity of the core surface (see Figure 3) or the cavities created during the forming process (e.g. the saw cuts in polymeric foam or the gaps between balsa blocks). Minimising the resin consumption is a priority in any design to reduce weight and cost and therefore consideration of the formability and processing techniques are a critical part of the design process. ♦
Part 2 of this feature will provide case studies which highlight the selection process for a core material.
This article will be published in the March/April 2014 issue of Reinforced Plastics magazine.
The digital edition of Reinforced Plastics is distributed free of charge to readers who meet our qualifying criteria. You can apply to receive your free copy by completing this short registration form.





