

Due to the multiple design requirements and challenges in practical manufacturing of structures using core materials it is not uncommon to find multiple core types within one composite component.
The following case studies are used to highlight the material selection process for a core material and illustrate just a few of the many diverse design criteria for sandwich structures.
Railway station roof
The lightweight nature and inherent insulation achieved with fibre reinforced plastic (FRP) sandwich panels, combined with the accuracy obtained by moulding panels using CNC machined tooling and the durability of advanced composites offered significant advantages to the Medinah railway station roof in Saudi Arabia. The large panel spans which can be achieved through the use of FRP sandwich panels also enable rapid installation of the roof without requiring any secondary structure.
The loads on the structure were a combination of self-weight of the panel, metal fixing elements, ceiling panels and surface tiling finish. In addition pressure and suction loads from the wind, sand accumulation and seismic movement were also defined. The secondary requirements of the structure were an operating temperature of 35°C ±30°C, high thermal insulation and fire resistant properties.
As part of the initial design optimisation a range of core materials were investigated.
Balsa core (such as Balsaflex™ offered by Gurit) offers a relatively low cost with high mechanical properties. Balsa core tends to form a protective char when exposed to fire which can result in a reasonable fire performance. Modern sealing treatments on balsa core significantly reduce the high resin take up often observed with balsa cores, however the resin take up is relatively high compared to closed cell foams.
There were concerns over the ease of forming the core to the doubly curved shape of the roof panels without using cut core which would significantly increase the resin take up of the core and result in a significant increase in the mass of the panels. There were also concerns about the long term environmental resistance of the core, especially if the roof suffered damage to the skins that exposed the core for any period before repair. As a result of these concerns balsa core was discounted.
Aluminium honeycomb offers a low cost option with low weight and good mechanical properties. This core was considered during the initial investigation into materials and processing options when Gurit's SPRINT prepreg materials were being considered for the laminate skins. However processing of honeycomb core with wet laminated skins in a one-hit process is not practical, the core can be difficult to handle and fit and it does not contribute to the thermal insulation of the roof, so this core was discounted.
PVC and SAN closed cell foam cores offer good processing as well as the option of low density cores with sufficient mechanical properties for the roof structure, but the cost of these cores is relatively high.
PET foam core was considered to offer the best combination of cost and mechanical properties. A PET foam core has been used for the manufacture of the 60,000 m² of FRP façade panels of the Makkah clock tower with the same resin system, and the handling of the core had been found to be straightforward in this project.
A fire retardant PET foam core with a surface treatment to reduce resin uptake, Gurit's G-PET™ 75FR Lite, was chosen for the final structure.
Wind turbine blades
A wind turbine blade is typically designed with a longitudinal structural spar and two outer 'clam' shell structures which are connected by a longitudinal shear web. The shell structure provides the aerodynamic geometry of the blade and has the purpose of transferring the aerodynamic loads from the wind into the spar cap and on into the hub to provide the rotation to generate power.
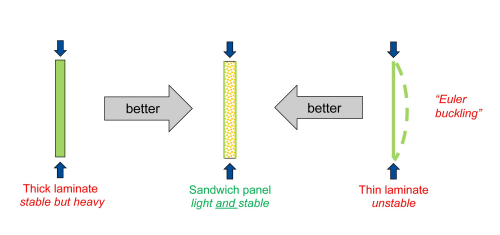
The blade shells are manufactured using sandwich structures due to the large panel size and the requirement for good bending stiffness at the lowest design weight. As the main requirement of the shell panels is to resist deformation under aerodynamic loading the core's primary function is to provide stability (resistance to buckling of the load carrying laminate) under compressive, shear and out of plane loading.
Three types of buckling failure mode can be considered:
- Euler buckling: panel bending stiffness failure – dependent on thickness and shear modulus of the core (see Figure 1);
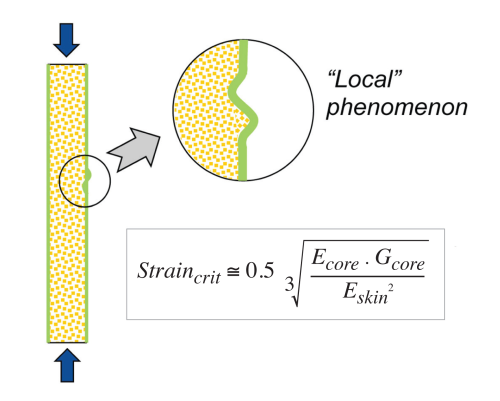
- skin wrinkling: local skin deformation – dependent on the shear and compressive modulus of the core and the skin stiffness of the laminate (see Figure 2); and
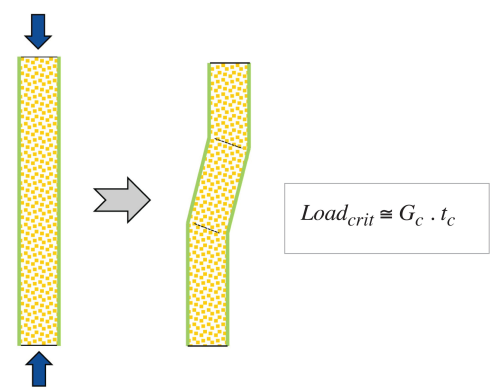
- shear crimping: core failure – shear modulus is too low to transfer the loads between the skins and especially relevant for thicker skin laminates (see Figure 3).
When you consider the design of the structural shell for a wind blade the loading profile of the shell changes considerably from the root to the tip and furthermore the blade geometry places further constraints on possible lamination configurations. Therefore, the requirements for the core properties change along a shell structure.
Due to the high loads in the root section the laminate thickness is high and therefore shear crimping becomes a driving design criterion. Hence, balsa is widely used in these areas due to its very high shear modulus.
Further outboard along the blade the loads are lower but the strains become higher and the failure of the core is more likely to be due to skin wrinkling or panel (Euler) buckling. For this area of a blade the thickness of the sandwich structure has much more influence to resist these failure modes and therefore a core with lower shear modulus can be used. It is also desirable to reduce weight of the panel the further you move away from the root area due to the increased mass moment. Therefore, core density and resin uptake is a key consideration.
In the outboard regions of wind blades PVC or SAN cores are commonly used as they have good properties for their density and are relatively competitive with respect to their cost. They also have significantly lower resin uptake characteristics than balsa and have higher strain capability, which is useful for the transport and handling of blades after manufacture and before service life begins.
PET has also made some progress into blade design but it does have a weight disadvantage over PVC and SAN cores and can be too brittle for blade lifting points.
The strong driver for minimum manufacturing cost in wind energy has meant that multiple cores are now used within a blade design to optimise weight and material costs and this can vary from one blade manufacturer to another depending on their blade structural concept.
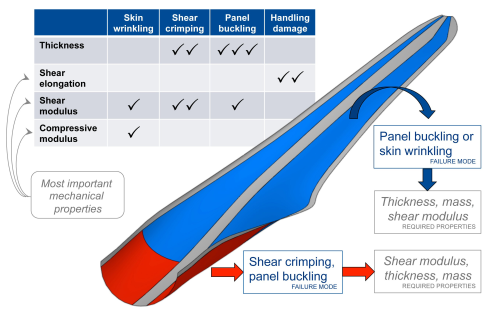
Figure 4 shows the properties required for core materials used in a wind turbine blade.
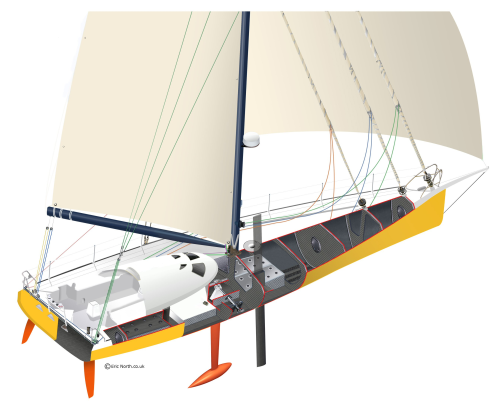
Racing yachts
The hull and deck shells of a sailing boat provide the watertight safety cell for the crew and also the foundation to support the rig and keel. Under rig loads, the hull and deck are under tension at the bow and stern and the loading is further complicated by the need for side stays and additional fore and aft stays for the mast.
At the dock and calm conditions, the hull shell sees a hydrostatic pressure, but when the boat moves at speed through waves slamming pressures increase greatly, particularly in the hull bottom in the bow sections. To cope with all the possible shapes and types of wave impact against a boat moving through a range of headings, design pressures are defined against a coordinate map of the boat. Furthermore, the design pressure is dependent on the size of panel being considered and consequently for a given size of boat there is a minimum panel shear strength requirement.
| Most high performance race boats are built with sandwich structures with prepreg skins ... |
Although classification societies adopt a quasi-static analysis, the loading is really that of a low speed impact. This is recognised by most classification societies by giving credit for cores with a higher shear elongation. So core choice is not simply that of choosing the highest shear strength to weight ratio.
Most high performance race boats are built with sandwich structures with prepreg skins as this provides the lowest laminate weight and highest mechanical performance. This means that the core material choice has to be compatible with prepreg processing whilst also fulfilling the design requirements. Due to the slamming loads at the bow and the high curvature of panels in this region SAN foam is often selected due to its good impact resistance and good formability. The topsides, being flatter and experiencing less slamming pressure, would tend to be hexagonal Nomex 0meta-aramid) or Kevlar (para-aramid) honeycomb core material.
For inshore racers, it may be considered an acceptable risk to push the structure towards more honeycomb construction throughout the hull to achieve the lightest design possible
Decks can see pressure loading from waves coming over the bow, but this is a much lower pressure than the 'slamming' region of the hull bottom. Shear strength is therefore less of a driver, but still important.
Due to the bending load induced by the rig, decks are subjected to fore and aft compression and as the working deck it also has to support local indentation from walking loads and deck gear. Therefore, high through-thickness compression strength is required and high shear modulus to stabilise the deck panels against buckling under induced panel in-plane compression. The natural choice for a race boat is Nomex honeycomb due to its excellent properties to weight ratio but care is needed from the crew to wear the correct footwear to avoid indentation and local damage.
Core development
| Recent development focus has been on the optimisation of the current core technologies to find the best balance of properties whilst optimising the cost base. |
With the increasing use of advanced composites the requirement for new core technology is accelerating. However, as discussed in this article, because of the diverse range of applications and associated core properties it appears unlikely that a new 'super foam' would come close to addressing all of the design requirements. History has also shown that there have not been that many new entrants to the core market in the past 10-15 years with many of the incumbent technologies holding their market share. Therefore, recent development focus has been on the optimisation of the current core technologies to find the best balance of properties whilst optimising the cost base.
Looking forwards it is likely that the next improvements in core technology will come from improvements in manufacturing technology of existing polymeric foam and the development of 'engineered cores.' The properties of polymers are typically proportional to their cost and therefore the displacement of the incumbent materials with new higher performance polymers has not been possible. Therefore, the use of low cost (and lower performance) foams within a high performance engineered framework provide much promise to deliver the required high performance at low density and low cost. However, many challenges remain to develop the viable continuous manufacturing processes required to deliver the cost base that would make advanced composites competitive against other engineering materials. ♦
Read Part 1 of this feature here.
This article will be published in the March/April 2014 issue of Reinforced Plastics magazine.
The digital edition of Reinforced Plastics is distributed free of charge to readers who meet our qualifying criteria. You can apply to receive your free copy by completing the registration form.