

Despite economic pressures, recent statistics revealed the global wind industry posted a record year in 2010, driven largely by expanding activity in China and Europe. As wind turbines move further inland, extend their range offshore and continue to increase in size and output, engineers are being tasked to keep costs and weight down while developing longer, higher-performance blades able to withstand difficult operating conditions.
The ability to optimise efficiency and access a ready supply source are also essential for turbine companies building production facilities away from home base.
TYCOR® W, an engineered fibre reinforced composite core material, is helping wind turbine blade designers reduce the cost and weight in bigger blades while giving operations managers improved quality. The core material produced by WebCore Technologies LLC, Miamisburg, Ohio, USA, also eliminates supply constraints, providing customers in expanding regions with a reliable source.
Cost and weight savings
TYCOR W has been used for more than three years in utility-class wind turbine blades and following a product evaluation and manufacturing audit received a Certificate of Approval for TYCOR W1, W2, W3 and W4 by Germanischer Lloyd in 2010.
TYCOR, with its unique physical properties, is the first family of fibre reinforced cores that can be used in sandwich panel construction throughout the blade.
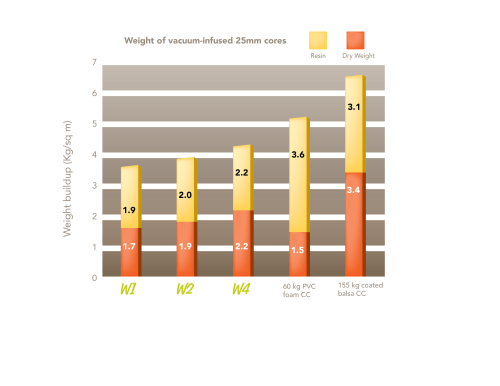
“Typically, when it’s a question of reducing the cost of a blade, individuals tend to focus on the materials themselves such as glass,” says Scott Campbell, Director of Sales Engineering for WebCore. “TYCOR delivers a cost advantage compared to current materials. TYCOR’s engineered design and properties then multiply that savings through a significant reduction in the amount of resin needed to infuse the core. For one customer using TYCOR, the combined core and resin savings enabled a 9% reduction in the total bill of materials. I don't know of another raw material that can enable that type of savings over the long term.” The core technology consists of combining fibre reinforcements, such as E-glass roving or mat, with closed-cell, low density foam in an engineered architecture. Targeted for blade manufacturers that use the vacuum infusion process, TYCOR delivers a weight saving of approximately 1000 lbs per blade compared to balsa core blades and 500 lbs per blade for hybrid blades made primarily from low-density polyvinyl chloride (PVC) foam and some balsa.
The composite core material’s inherently permeable internal fibre architecture and finer foam cell size make resin penetration easy and controlled without relying on features like grooves or segments that can increase parasitic resin absorption. One-inch thick TYCOR saves an average of 0.5 lb/ft2 of weight and reduces resin usage by 0.2 lb/ft2 when compared to one-inch thick balsa. Because the composite cores are highly contourable and flexible, less resin is absorbed in both curved and flat parts.
“The weight savings with TYCOR means that blades can be built longer and larger without switching to more costly, exotic materials,” Campbell says. “Lighter blades put less stress on the rest of the turbine’s operating mechanisms.”
The ability to save weight with the core means designers can allow for extra fabric reinforcement in other areas of the blade to improve manufacturing quality.
“When you aren’t pushing the maximum weight envelope of your design, you can make choices to improve quality and speed of manufacturability.”
The composite core manufacturing process allows product sheet sizes to be modified to optimise kitting yield of the core pieces.
“Kitting yields have been improved by as much as 10%,” says Campbell, “which when coupled with the material cost savings by switching to TYCOR, takes the total bill of materials savings to 10%.”
Larger core pieces, up to 1.2 m by 2.4 m, reduce the number of core segments needed to load large blade moulds. With fewer joints, blade manufacturers achieve a better fit and there is less room for error on assembly. Larger core pieces and fewer joints also help to reduce resin usage and promote uniform infusion for a higher quality blade.
Reliable supply
As turbine companies continue to develop production facilities away from their home base, they are also looking for a steady and sufficient supply of sourced components. Blade manufacturers need to be able to access quality components to build systems in increasingly remote locations.
“TYCOR offers an engineered product suitable for balsa or PVC foam replacement without the supply constraints and quality issues associated with those materials,” Campbell says.
“WebCore is able to offer fast turn-around times with its ability to ramp up quickly and economically, supplying its composite core material on a just-in-time basis. We assemble our core from conventional and readily available composite raw materials – direct draw glass roving, some chopped strand mat and foam insulation – so supply is never an issue.”
Campbell points out that the composite core material enjoys a 100% on-time delivery rating.
Along with on-time delivery, TYCOR W has never caused lost plant time due to quality issues. Manufactured under ISO and GL quality standards the composite core’s raw materials are inspected on WebCore’s manufacturing floor prior to assembly.
“We also inspect our composite core at every stage of manufacturing to ensure it meets the new standards we’re setting with customers who are optimising their wind blade products,” says Campbell. “That is not possible with the natural variability of balsa. Even foam has density variations that can impact uniformity.”
Design flexibility
The composite core material comes in four standard grades to give designers and manufacturers the flexibility to optimise blade designs and have the option to use the material throughout the blade.
TYCOR W 4 has been engineered to perform effectively in the high strength areas of the blade – or near the root – yet offers a lighter weight, more cost effective alternative to balsa in thicknesses matching the natural wood product.
TYCOR W 1 and 2 are more cost effective than styrene acrylonitrile (SAN) and PVC foam yet maintain the high consistency and weight reduction attributes associated with these lower strength cores used in the blade’s mid-section and tip areas.
For blade producers use of TYCOR allows construction of longer blades at the same weight giving wind farm owners the capability to capture more energy. Improved design safety margins permit use of additional reinforcement in critical, high-stress areas.
“Designers also have greater flexibility when selecting reinforcement materials in longer blades,” says Campbell. “The family of fibre-reinforced composite cores allows designers to manufacture improvements that previous weight budgets didn’t permit. The composite core material’s consistent, infused density can also reduce the ballast necessary to mass balance blade turbine sets."
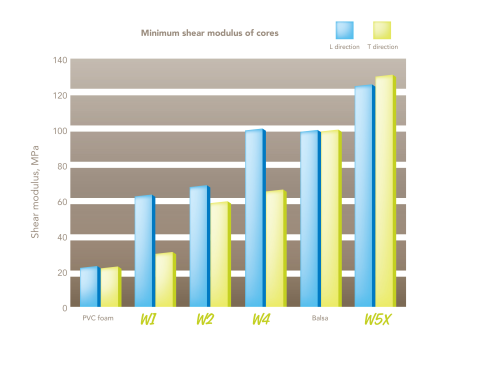
WebCore introduced TYCOR W5X in May to meet blade manufacturers design requirements for longer, heavier blades. The new core product adds higher shear properties balanced in the L- and T-directions. Blade builders can optimise sandwich designs for new and existing blades, achieve high transverse shear strength in local areas of high stress and gain high, balanced transverse shear stiffness suited for thin, highly-loaded shear webs and shells. GL certification is pending on the new composite core product.
As designers gain greater understanding about how to use a lighter, higher quality, affordable composite core solution, many are beginning to design around the characteristics of TYCOR W to build higher performance blades. By enabling manufacturers to maximise efficiency and minimise production TYCOR W offers a key component in helping to make wind energy more practical. ♦
This article was published in the July/August 2011 issue of Reinforced Plastics. To apply to receive your free copy of each issue of Reinforced Plastics magazine please complete the subscription form.




