







Producing the main structure of AMRO ONE by laying up carbon/honeycomb core sandwich in female tooling made her the lightest (ex keel) of the seven Volvo 70s built for the race, build supervisor Killian Bushe told Reinforced Plastics proudly. She was also strong enough to withstand the 31 250-miles thrash through some of the world's roughest waters with only minor damage.
“In a leading-edge development class like this, it's virtually impossible to build an unbreakable boat that is also light enough to win, but carbon helped us get close,” declares Bushe.
So fast are the Volvo 70s that they frequently take off on waves, subjecting structure and crew to repeated shock landings, sometimes from several metres. Constant cyclic slamming over thousands of miles is the severest test imaginable for a composite structure and damaged several of the boats including, briefly, AMRO ONE, which suffered a core shear failure in the most vulnerable area of the bottom, just forward of the keel. (Sister ship AMRO TWO suffered a similar failure.) However, the damage was quickly repaired during the ensuing in-port stopover with a small area of monolithic laminate, enabling the boat to continue and emerge the overall victor. In fact, the two AMRO boats were the only members of the fleet to complete every leg of the circumnavigation on their own bottoms, without en-route help from cargo trucks, planes or ships.
So how does carbon enable yacht designer and builder to combine low weight and survivability to this level?
Starting base, in this case, was the Volvo Open 70 Rule. A sizeable tome, designed to encourage innovation and development within the bounds of safety, lays down key parameters including an overall length of 21.5 m, beam between 4.7 m and 5.7 m, draught of 4.5 m, a mast 31.5 m above water level, and a combined main and headsail area of 312 m2. Total weight of a VO70 has to be between 12.5–14 tonnes, of which at least 4.5 tonnes must be in the bulb keel.
Composite materials were mandated and, given lessons learned from the previous VOR in 2001–2002, VO70s are of carbon sandwich construction rather than the glass/aramid hybrid sandwich structures used in the predecessor Volvo Open 60s.
To prevent costs going through the roof, the VO70 Rule restricts carbon usage in the primary structure to no higher than 240 GPa (high strength) and bars the use of exotic metals, such as tungsten and uranium, for the bulb keel. It permits an all-composite rig, including mast, spars, rigging and sails, but insists on steel (non-exotic grades) for the keel foil. High-modulus carbon, up to 300 GPa, is permitted for the highly stressed rig and dagger boards.
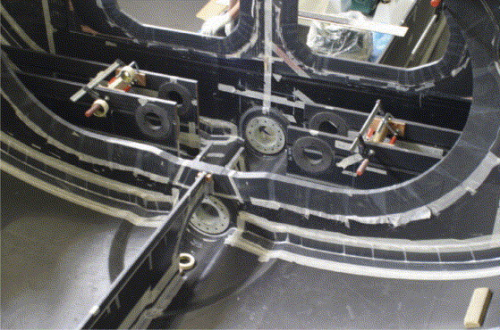
In a major departure from previous races, the Volvo 70 Rule allows the use of canting keels, a recent development in performance yachting. The previous VO60s relied on movable water ballast to augment their stability but a VO70 can cant its keel up to 40 degrees to windward to help keep the boat upright against a press of sail. The keel is rotated in a sideways arc by two hydraulic or pneumatic rams that push against a top extension of the keel, which is longitudinally pivoted near the hull bottom. The strong keel box needed to house the canting keel apparatus, with full watertight integrity, was one of the most difficult parts of the boat to design and produce.
Within this VO70 Rule, the boat designers had considerable latitude. Juan Kouyoumdjian, Argentinian designer of both the Team ABN AMRO boats, AMRO ONE and AMRO TWO, designed AMRO ONE as a broad, powerful vessel of 5.45 m beam, optimised for upwind sailing and power reaching. Like the other VO70 designers, he took the overall weight to near the 14 tonne limit, transferring any mass saved in the floating structure down to the keel to increase the ballast ratio. ‘Juan K’, as he is widely known, placed the canting keel pivot close inside the hull line but, unlike his competitors, he drew a recess in the hull to accommodate it, thereby avoiding the need, experienced on other craft, for sliding panels to exclude water as the keel moves. It would be hard to incorporate a ‘bubble’ feature like this into any type of structure other than composite.
An intense focus on weight evident throughout the design phase was maintained into the build programme. Every item that would be used in the boat was weighed, and lightened where feasible. Weights of laminate in various parts of the structure were established by calculation and the results were given to the builder who was tasked not only with not exceeding them, but also to better them where possible.
“The VO70 is absolutely weight and stability driven,” Killian Bushe emphasises. “The more you can shave from the floating structure to put into the bulb, the better the yacht should perform. We managed to achieve close to 6 tonnes for the bulb on AMRO ONE and this, together with another 1.7 tonnes in the foil that carries the bulb, gave us a ballast ratio that, for a fixed keel boat, would exceed 50%. But on a VO70 with the keel fully canted, this has the same effect as a 70–80% ballast ratio. That equates to an outstandingly high righting moment, helping to account for the speeds these craft can achieve.”
The fact that sister vessel AMRO TWO topped 40 kts when ‘blast reaching’ during the race and achieved a single day's run of 563 miles, making her the fastest sailing monohull on the planet, goes to prove Bushe's point. The design and build teams were assisted in their relentless drive for weight reduction by structural engineering specialists Herve DeVaux from HDS Design Services in France and Will Brooks from Brooks Engineering. By carefully analysing the various load paths and optimising the structure to suit, hundreds of kilograms were saved in AMRO ONE.
Carbon prepreg was selected as the primary build material for both craft due to its combination of tensile strength, stiffness, fatigue resistance, and high quality of finish when cured, plus its relative ease of processing given a suitable low temperature-curing resin formulation. Bushe's team specified the type of prepreg needed to suit its style of building, evolved over 20 years. This laid down such aspects as tack, quality of the backer, bleed ratio etc. The selected supplier, the UK-based Advanced Composites Group (ACG), provided its variable temperature moulding VTM® 264 carbon prepreg as unidirectional tape and woven fabric of 200-300 g/m2. In both forms, carbon was just within the maximum permitted modulus of 240 GPa. The prepreg included on one side an adhesive film designed to bond effectively to Nomex aramid core.
ACG's Lloyds Register-approved prepreg, optimised for use in vacuum assisted lay-up processes, has a medium-viscosity toughened epoxy resin component that can be cured at temperatures down to 65°C. A low cure temperature has the advantage of minimising thermally-induced movement in the tooling, as well as easing the oven/heating requirement. A 70°C initial cure was used for the AMRO ONE structure, followed by an 80-85°C post cure to secure maximum strength and a Tg of 115°C.
Prepreg plies were cut and laid up in numbers and orientations designed to meet local strength and stiffness requirements. An average eight or nine plies formed the hull outer skin, with typically seven plies for the inside. These sandwiched Nomex aramid honeycomb core of various cell types and up to 40 mm thick. This was provided by Euro Composites SA of Luxembourg, again working to a build team specification. Nomex honeycomb was chosen for its high impact and moisture resistance, along with ease of cutting and machining. Various thicknesses were supplied, in densities ranging from 48 kg/m3 in the topsides to a 64 kg/m3 in the hull bottom and a 96 kg/m3 small-cell formulation for the bottom forward sections that are most vulnerable to slamming. Certain panel parameters, includ-ing minimum weights per square metre, are specified within the VO70 Rule. Extensive sample testing was carried out by the material suppliers and builder.
Lateral stiffening for the light carbon shell structure is provided by hull frames spaced 2 m apart in accordance with the Rule; five full bulkheads with watertight access doors, and robust webs and semi-bulkheads in the area of the canting keel. These mainly carbon/honeycomb sandwich items were separately moulded and bonded to the hull and deck in a post-mould assembly stage. Longitudinal stiffeners in the hull between the mast and the stern are profiled to contribute additional strength in the cockpit and navigation areas. For wet lamination work, West System's PEO-SET125 laminating resin and PRO-SET M1002 toughened resin were used, while SP 345 Spabond rubber-toughened epoxy from SP (Gurit) was the preferred bonding adhesive.
Composite rig
The entire rig of the VO70, including mast, boom, standing and running rigging, and sails, is composite.
New Zealand's Southern Spars produced the carbon mast in fore and aft halves that were subsequently bonded together to make the complete tube. The halves were laid up by hand in concave tools. An autoclave cure helped achieve the required high degree of consolidation and low voidage.
Southern Spars tailors its mast and spar sections to the strengths and stiffnesses required at various heights of the rig, determined using its Rig Calc software. This is an advantage over conventional alloy masts which are of uniform thickness and other material characteristics throughout. A stiffer mast column, better optimised dynamically and aerodynamically, can support advanced rig/sail combinations, while composites save considerable weight aloft. Composites are also highly fatigue resistant, unlike conventional masts that sometimes fracture due to metal fatigue.
Standing rigging, basically the rigging that supports and braces the mast, is made from polyphenyline-benzolisoxazole (PBO) supplied by Future Fibres of Valencia, Spain. This continually wound unidirectional composite rigging is claimed to be 50% stronger than stainless steel wire and rod rigging used in the last Volvo Ocean Race, as well as 80% lighter. With the fibres encap-sulated in polyurethane, it is extremely durable, having remained serviceable on the AMRO boats throughout the recently completed race.
Shrouds and stays are terminated by forming the PBO fibres round large-radius terminals, rather than using conventional heavy metal turnbuckles. The rig is finally tensioned by inserting shims under the mast. Running rigging (haliards, sheets etc) is of high-performance polymers such as Spectra and Vectra.
The sails for the Volvo boats are made of carbon and aramid reinforced resin sheet sandwiched between protective plies of Mylar. Reinforcement threads are aligned in the main load path directions. Sails are moulded by North Sails using the North 3DL™ thermo-moulding process. This involves laying the material layers onto a three-dimensional mould and using heat to meld them together into a unitary membrane.
3DL sails are light, show little stretch, hold their shape in a wide range of wind conditions and have come to dominate in Grand Prix yacht racing.
A major contribution to hull stiffness is provided by the deck, particularly the continuous side deck areas which, with their robust unidirectional carbon lay-up, confer substantial beam strength. The hull and deck have chamfered mating edges to save weight. Like the hull, the deck is of carbon/honeycomb construction, moulded in concave tooling. It weighs 550 kg.
The keel, nearly 8 tons of it including the bulb and foil, is carried on a longitudinal pivot which is borne by two bearings built into adjacent bulkheads. Together with various composite webs and longitudinal members, these form a strong watertight box that accommodates the upper keel extension, the operating rams and the associated hydraulics package.
Rudders and centreboard boxes are, likewise, of female-moulded carbon/honey-comb sandwich. The dagger boards, which are subjected to high lateral and torsional stresses, are complex hollow box-beam carbon fibre reinforced plastic (CFRP) structures, incorporating a substantial prop-ortion of monolithic laminate, and were bladder moulded to a precise profile in aluminium tooling by ReFraschini. This Italian company also produced the keel, which comprises a steel foil with composite fairings. These vital below-water items must have precise hydrodynamic profiles so that they do not induce cavitation – uneven flow and aeration behind the foil concerned, causing drag and vibration at high boat speeds.
Build programme
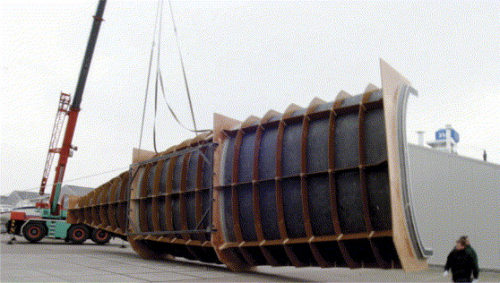
For the build programme, Bushe assembled an international team of about 25 operatives having the required composite skills, led by right-hand man Andrew Lowe from Brazil. Together with Team ABN AMRO project technical director Roy Heiner, Bushe selected a yard at Lelystad, some 40 km east of Amsterdam, as the location for the work. Facilities at the Schaap Shipcare Yard included a large covered shed, a level concrete floor and, critically, a 30 m long spray booth/oven where items up to the size of a complete hull or deck could be cured.
“We took care to achieve spot-less conditions in the fabrication and cure areas,” says Bushe. “What we had there was a composites facility, not a boatyard.”
Wholehearted backing from sponsor, the Dutch ABN AMRO bank, enabled two craft to be built, giving Team ABN AMRO the advantage of being able to refine the second craft on the basis of build and sailing experience gained with the first. Especially valuable was the opportunity to refine the canting keel design and the sail programme. The two boats were built one after the other, over about 15 months. AMRO ONE, actually the second to be built and referred to as the ‘Black Boat’ was started shortly before AMRO TWO, or the ‘White Boat’, was launched. Some 30 000 man hours went into the first-built craft, while the second required an additional 4000 man hours because of the need to construct a male plug and a female mould.
For Bushe, selected as build supervisor thanks to decades of experience with composites and his having built the Illbrook Challenge VO60 that won the previous Volvo Race, AMRO ONE provided a first experience of fabricating yacht structures in concave moulds. (AMRO TWO, built first, was produced on a male mould for speed in getting a boat out on the water). Laying up pre-impregnated carbon/epoxy composite materials into female tooling would, it was expected, result in a high standard of external finish on the hull so that work needed after de-moulding to achieve a fair hydrodynamic surface would be minimal. Most significantly, this would save the 80-90 kg in filler needed to ‘fair’ the outer surface of a boat produced on a male mould, as well as substantial labour.
An initial step for AMRO ONE was to build a wooden male plug, similar to the one used to produce the hull of the first boat. From this plug, a female mould was made in 8 mm solid carbon. To minimise thermally-induced distortion and prevent premature release, the same carbon was used for both the tooling and the boat. ACG, whose experience in producing carbon fibre tools for the aerospace industry proved invaluable, designed the lay-up of the tooling and helped design the supporting MDF and timber framework. Great care was taken to ensure a mould surface that exactly matched the required profile and would be vacuum integral at the required moulding temperature.
For the deck, the Bushe team modified the epoxy-coated, cold-moulded plywood tool used for the first boat. These two major tools enabled the primary structure of AMRO ONE to be produced as two large single items, the deck being subsequently fitted to the hull while it was still in the mould.
In each case, a liquid Teflon mould release film, from Airtech Advanced Materials, was applied to the mould. Prepreg plies were then laid into the mould to form the outer skin. As each couple of layers were laid, the laminate was vacuum-bagged and consoli-dated under atmospheric pressure. A number of suppliers, including Aerovac Systems, Bouwmeester Advanced Composites and Brands Composites provided the Airtech and Tygavac vacuum consumables. After the required number of prepreg plies, up to a dozen in some parts, had been laid up, consolidated and cured, pre-cut and shaped Nomex panels were installed and bonded. Next the inner skin was laid up. The carbon layers against the core were pricked with a spiked roller so that air liberated from the core during the cure phase would be able to escape rather than linger and spoil adhesion between the Nomex core and carbon skins.
Footnote
The VO70 boats were criticised due to a high level of failures and breakages suffered by the fleet, particularly on the earlier states of the nine-leg (plus an in-port series) race. One boat, Movistar, was abandoned in a near-sinking condition. The Volvo race organisation has pointed out that risks are inevitable when introducing all-carbon construction to a leading-edge class for the first time and in developing boats capable of 40 kt sprints and 550-plus mile days – the world's fastest monohulls.
But perhaps the best rejoinder to the armchair pundits came from Paul Cayard, skipper of another Volvo 70, Pirates of the Caribbean, who commented wryly:
“As far as I'm aware, there aren't a lot of points of land named after people who sat at home and criticised Christopher Columbus!”
The next race is scheduled for 2008-9 and will involve the Volvo 70 boats again.
In addition to the hull and deck tools, about a score of moulds were needed for the twin rudders, emergency steering blade, centreboard and daggerboard casings, deck recesses, internal bulkheads, galley, engine supports, winch pads, fairings and other items. Most were CNC machined to achieve the required accurate profile dimensions.
Internal stiffeners for the primary structure, made chiefly from carbon/honeycomb with carbon capping at cut edges, were taped and bonded in. Thick, gap-filling adhesive was used for bonding and filleting. The completed structure was sealed inside with a coat of varnish and painted outside where required for livery purposes, then finished with a single Clear Cote polyurethane layer.
Commenting on his first experience in moulding a boat in this fashion, Killian Bushe summarised:
“Building in female tooling took more time and was more expensive than building on a male plug. Laminating was easier, but laying up the Nomex core on the concave surface was harder. The standard of finish was high and we used no filler at all. Having done this once and met all the weight targets we were given, it would be hard for us to go back to making race boats the old way.”





