








Extreme 40, the latest interest of yachting diva Ellen MacArthur among others, is designed not only to be one of the fastest engine-less objects afloat, but also to provide thrills and spills to entertain sponsors and shoreside spectators.
One role for the current nine-strong fleet of identical boats has been to entertain crowds at all the stopover ports of the Volvo Ocean Race (VOR). For this reason, these vessels are built so that they can be dismantled and shipped to various parts of the world in standard 40 ft containers, along with their road trailers. When under way, each boat is manned by a four-person crew and one VIP, typically a sponsor, media person or owner. These boats can easily outpace the wind, and fly a hull in as little as 8 kts wind speed.
Marstrom is well qualified to have taken on the task of building these extraordinary speed machines. Developing its one-man A-Cat catamarans over several years into a state-of-the-art product weighing only 75 kg, combined with expertise in building the Olympic class Tornado racing cat (the even lighter M20 two-man craft and a 90 ft record breaker), plus its founding expertise in masts and spars, have given it all the background needed. A couple of years ago it took on the task of building the new event-orientated Extreme 40, designed by Tornado tyro Yves Loday in collaboration with fellow sailors Mitch Booth and Herbert Dercksen. Today, Extreme 40s are being raced by teams headed by such sailing luminaries as Ellen MacArthur, Conrad Humphrey and Nick Maloney. Racing in the highly competitive iShare Series, organised by Ocean Challenges, and other competitions takes them all over the world.
Strictly applied class rules dictate a twin-hulled primary structure of dimensions 12.19 m (40 ft) length, 7.92 m (26 ft) beam, and 1250 kg displacement (weight). Mast height is 18.89 m (62 ft), although the mast is supplied in two sections so that it can be transported in the 40 ft container. Only carbon fibre composite sandwich can satisfy the stringent combined weight, strength and stiffness requirement. The entire structure, including mast and appendages, is of carbon composite. To keep costs within reason, high-tensile carbon fibres like Torayca T-600 with tensile modulus of approximately 240 GPa are specified. (Marstrom uses Ultra Modulus fibres in other craft, such as the Imoca 60, for the mast of which it uses fibres with tensile modulus of 440 GPa.)
Carbon fibre/epoxy prepreg was selected as the primary build material for its combination of tensile strength, stiffness, fatigue resistance and high finish quality when cured. The hull base laminate comprises, for the outside skin, three layers of 200 g/m2 unidirectional (UD) orientated at 0° and ±45°; a core of 15 mm of 64 kg/kbm Nomex and, for the inside skin, two layers of 200 g/m2 orientated at ±45°. Most of the carbon is sourced from Hexcel, Epo and the Advanced Composites Group. The Nomex (DuPont) is supplied by Hexcel and Eurocomposites.
To obtain the required hydrodynamically fair and smooth surface finish, the structure is laid up in female moulds, thus avoiding the need for filler with its associated weight and time-consuming finishing operations. Marstrom normally produces its own moulds but in this case Tornadosport, the organisation which supplies all the Extreme 40s, provides the moulds for the hull, crossbeams, rudders and daggerboards. Moulds for the foils are of aluminium. The hull mould comprises two halves, port and starboard. It is made of carbon fibre and rests on a steel frame, though without being secured to it. The mould is in two halves, port and starboard, although the hull, including the daggerboard, is produced in one piece.
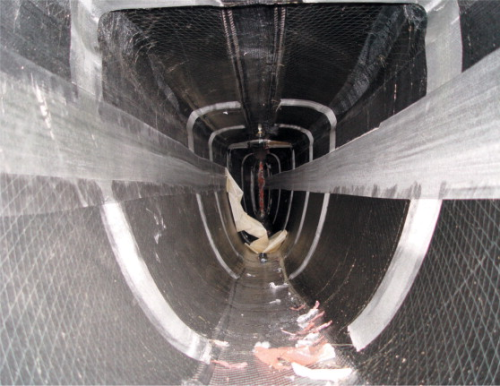
Hulls, and other major structural items, are laminated into the female moulds by hand. Forward hull areas are fortified by beam sections moulded in to stiffen the hull against the high tension exerted by the forestay when the sailing rig is fully tuned. Head of engineering Kare Ljung told Reinforced Plastics that the laminate here can be up to 3-4 mm thick rather than the more general 0.6 mm, and may incorporate up to 15 carbon plies. He added that because the Extreme 40 does not have the secondary crossbeam that joins the bows on many other catamarans, the stiffening requirements are accordingly greater, accounting for an extra 50 kg per hull in laminate weight.
Each hull is further stiffened by an inside ‘middle’deck and six bulkheads. These items are prefabricated and cured in the autoclave, before being installed into the hulls via the cockpit and bonded in place.
Once the prepreg lay-up is complete, the laminate is vacuum bagged. Marstrom has worked hard to make it possible to cure the entire laminate in one shot. This has been facilitated by a number of process refinements and, although Ljung declined to discuss these, declaring them to be proprietary and commercially sensitive, he hinted that vacuum bagging had been a leading focus of attention. Bagged items are placed in the autoclave and heated to 125°C for a cure period of about 90 minutes, although it takes a similar time initially to bring the laminate up to temperature. Because a high-temperature cure regime is used, comparable with that used in aerospace fabrication, no post-cure is necessary.
The mast is likewise produced in one piece as a monolithic carbon prepreg laminate produced in female moulds. Laminate is typically 3-4 mm thick, with slight variation to tailor strength and stiffness where they are needed most. A sleeved joint is fabricated at about spreader height so that the mast can be transported in two sections that are subsequently slotted together when the boat is removed from its container and re-assembled.
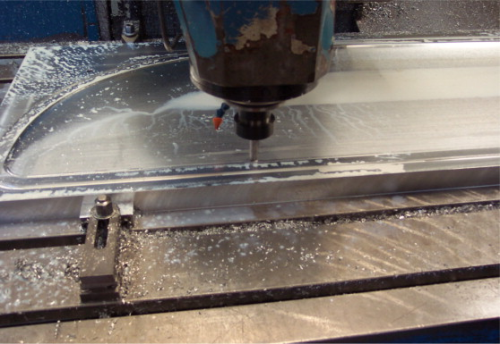
Until recently, each of the vessel's two main dagger board foils was laminated, by another manufacturer, in two halves that were subsequently bonded together. These long, narrow items, which resist leeway (sideways movement through the water) have precise profiles for hydrodynamic efficiency and are highly stressed when sailing at speed. The original fabrication method did not prove sufficiently robust and, for all boats after the ninth, Marstrom has taken over the fabrication of the foils so that it can produce them using its unique one-shot technology.
Extreme mono
Another vessel that is extending the boundaries of both composite construction and sailing performance is the latest HUGO BOSS, an Open 60 monohull currently (at time of writing) being raced by Alex Thomson and Andrew Cape in the two-handed Barcelona World Race.
This craft, made almost completely from carbon/epoxy prepreg and aramid core, is capable of 35 kt bursts when surfing – speeds which, for a monohull, would have been unheard of a few years ago. A sign of the rapid technological evolution taking place in grand prix yacht racing is the fact that this craft is some 25% lighter than skipper Alex Thomson's previous Open 60, which was unfortunately lost in the Southern Ocean as a result of a keel failure during last-year's single-handed Velux 5 Oceans Race, necessitating a dramatic rescue of Thomson by fellow competitor Mike Golding in another carbon Open 60, Ecover.
Reducing the new HUGO BOSS' weight so substantially was achieved despite a significant increase in loadings, up to 20% in some cases.
“These latest Open 60 are a lot more powerful than the previous generation; there's hardly a design load in the latest HUGO BOSS that is not substantially greater than on her predecessor,” comments Paolo Manganelli, one of the engineers with SP (the marine business of Gurit) that was responsible for the craft's structural engineering.
How was such a substantial reduction nevertheless achieved.
“It's down to a combination of factors,” explains Manganelli. “The use of lighter core materials allowed us to make some notable weight savings, but mostly we were able to optimise our structure through better knowledge of the loads and improved structural analysis.”
“We had no involvement with the previous craft, but we had participated in a number of successful designs prior to this one, like Kingfisher and Mike Golding's previous Ecover,” he adds. “Like we normally do, we modelled the structure in detail using a suite of standard and in-house tools including finite element analysis. On this particular project, we were able to apply knowledge gained from instrumentation Alex Thomson had let us install on his previous HUGO BOSS. Load measurements we had for her last voyage, right up to the time she was lost, were invaluable.”
As a result, material usage has been even more closely tailored to realistic expected loads than hitherto, with only the correct amount of fortification used in the main load paths, and no more.
“At this stage, there are not many grams of material in the entire structure that we think we could have done without,” says Manganelli. “But by the time we get to design the next generation, we will probably be able to go further. With every race we move forward our collaboration with the yacht designers and have access to new and better structural materials. Here at SP, we are particularly lucky to sit right next to the chemical engineers that develop the materials we use. With them we discuss the challenges we face and the properties we need. Lighter, stronger materials that are easier to use for the builders are one of the key elements that allow us to make weight gains from one generation to the next.”
Since the design of these enormously flat and beamy 60 ft boats is open, by definition, no two boats are quite the same. New HUGO BOSS is wider than her predecessor, and has been given a higher freeboard and a hard chine – factors resulting in a larger and more powerful hull suited for the downwind sailing conditions of the southern ocean. A distinguishing feature is her twin-coachroof deck, this having been included for reasons of crew convenience, enabling Thomson and Cape to move in and out of the accommodation more easily and have better protection while steering and manoeuvring in the cockpit.
Like her Open 60 competitors, HUGO BOSS has the canting keel that is rapidly becoming the technology of choice for shifting weight to keep the yacht upright against a press of sail on either tack. Righting moment is further augmented by water ballast shifting.
Neither SP nor the French design team, Finot-Conq, were involved in the design of the keel that failed on the previous vessel. For the new one, Finot-Conq have used its experience of designing composite canting keels to ensure that a similar problem does not occur. Careful specification of materials, along with manufacturing and installation procedures should, it is hoped, ensure that this critical highly-stressed component remains attached.
“Finot-Conq took this on board themselves and we [SP] did not engineer the composite keel in this case,” according to Paolo Manganelli. “We were, however, involved with the load-bearing structure around the keel mechanism, including the structure supporting the hydraulic rams that cant it.”
The material basis for most of the primary structure is carbon/epoxy skins sandwiching aramid honeycomb core. SP's SE70 carbon prepreg was selected for the skins because of its high specific strength, particularly in the unidirectional form preferred by the engineering and design teams, and ability to be cured in ovens at temperatures just over 70°C. The core used is of Kevlar honeycomb and Nomex, along with CoreCell styrene acrylonitrile (SAN) in the areas of the forward hull that are most subject to high slamming loads – caused by falling off some waves and encountering others at speed.
Specific laminate and structural details are still regarded as proprietary in the highly competitive Open 60 world, but we understand that mainly high-elongation grade UD carbon was selected for the hull and deck structure, together with several different densities of hexagonal and over-expanded honeycomb. High modulus carbon is used for the keel fin, twin rudders and mast (the latter produced by Southern Spars).
HUGO BOSS was constructed by a small team of top-level composite operatives at Lymington, UK, based boatbuilder Neville Hutton, with significant input from project manager Jason Carrington, himself an experienced composite boatbuilder and long-distance race competitor. Female moulds were used and this, combined with the skills and scrupulous attention to detail of the build team, resulted in an exemplary finish. So perfect was it that, after the hull and deck were demoulded earlier this year, they needed hardly any filler and fairing – no mean achievement for a 60 ft long structure with high surface area. A thin coat of clear-coat varnish was added to provide sheen to the already impressive finish.
A comprehensive set of moulds produced by Hutton each comprised a carbon/vinyl ester shell held in shape by a wooden backing framework. As well as moulds for the hull and deck, the full set included female moulds for such items as the ballast tanks, bunk fronts, engine cover, cockpit components and internal items. Watertight structural bulkheads (the class association requires at least five) were fabricated on a laminating table with carbon/epoxy skins over honeycomb core. Reinforcing stringers and beams were moulded into the hull and deck to augment strength and rigidity. Most of these are cored, though a few are monolithic.
All major items were cured in ovens, at temperatures between 70-80°C. The main hull, hand laid up on a single female mould and the deck laminated similarly, were subjected to a 16-hour cure.
HUGO BOSS is a composite vessel through and through, and has PBO rigging from Future Fibres and laminate 3DL sails from North Sails. Assuming the boat brings her two-man crew safely back to Barcelona after the present race (at the time of going to press, HUGO BOSS was lying in second position overall), she is scheduled to be Alex Thomson's vehicle for the prestigious single-handed Vendee Globe race starting in November this year: further proof not only that composites are right at the leading edge in extreme speed sailing but that they are also enabling it.





