



For a sign that carbon composite is making its mark in production yachts as well as in upper echelon performance vessels, one need look no further than the re-birth of Westerly Yachts.
A group of yachtsmen and composite experts have combined to revive the Westerly brand, once a byeword among sailing enthusiasts for rugged and dependable cruising and racing yachts. Until recently, Westerly Yachts had been out of production since the original Portsmouth, UK-based company became insolvent about seven years ago.
In 2005 three engineers from Slovenia, who had worked together as New System Yachts, joined forces with three other men who had acquired the intellectual property rights to the Westerly range and much of the tooling. Their aim was to revive the Westerly name by re-launching selected models, but produced in carbon/epoxy composite rather than the previous glass/polyester.
Their first product, a carbon reincarnation of the once-popular GK35 from the board of designer Ed Dubois, has turned heads wherever it appears. The sleek black and silver hull is a shining example of carbon appeal, especially as the quadraxial fabric used has a pleasing geometric regularity, which has been carefully maintained in the lay-up process. By reducing hull weight and locating a 1.25 ton lead bulb keel 2 m down on a tough stainless steel fin/strut, and by adding a modernised rig, the company has greatly improved the performance of the GK35. ‘Stunning sailing’ was how Practical Boat Owner expressed it in a January 2006 boat test report.
The trick has been to accomplish this without making the product unaffordable to its intended public. By building the yacht in Slovenia and sourcing from there a carbon fabric produced from low-cost precursor, it has been possible to price the craft at £109 000, not excessive for a contemporary 35 ft carbon boat. Moreover, ‘New Westerly’ recently launched a variant of its first model, the GK35C, which thanks to a less comprehensive interior and equipment fit, is offered at £89 900 in the UK market (albeit this represents a launch discount for the first few customers).
Composite fabricators in Slovenia are currently moulding the fifth boat and, while interest so far is mainly in Slovenia and Croatia, UK orders are confidently expected. Encouraged by the response so far, the young company has embarked on a new model. According to director Andrej Knega, this will be a revival of the 25 ft Westerly Pageant, similarly produced in carbon, modernised and with a lifting keel rather than the original fixed keel.
Precise details of the lay-up and materials used for the yachts are proprietary but Knega told Reinforced Plastics that the manufacturing technology is a vacuum infusion system first developed as an adaptation of aerospace practice by New System Yachts. For each hull, two layers of dry 416 g/cm2 quadraxial (90/45/45/0) carbon fabric are first laid into a single-piece female mould, followed by pre-cut sections of expanded polyurethane core. The core is a closed cell system of 80 g/m3 density and 20 mm median thickness, and incorporates flow channels to facilitate infusion. The infusion-grade epoxy resin system is sourced from Italy. The inner skin, like the outer, comprises two layers of quadraxial carbon. Initial cure and consolidation take place under vacuum bagging at room temperature. Once the hull is demoulded, it is subjected to a 24-hour 80°C post-cure in an oven.
Bulkheads, frames and longitudinal stiffeners are added, the bulkheads being of 24 mm marine ply. Extra reinforcement is incorporated in the keel area to distribute keel loads into the hull. Elements of the interior are installed. Next the deck, produced in carbon/polyurethane (PU) foam core sandwich in a similar fashion to the hull, is lowered onto the beam shelf formed at the top of the hull, and secured with SP Spabond adhesive plus screws. An Awlgrip protective finish adds lustre to the smooth outer surfaces of the yacht's shell structure. An alloy mast and boom are standard, but customers can opt for a carbon rig at extra cost.
What a wally!
At the other end of the carbon yacht spectrum, seriously rich owners competing to acquire the biggest, fastest, sexiest yachts are beating a path to the door of the unlikely named Wally Yachts in Italy and Monaco. Though Wally is well established in the 88 ft to 100 ft bracket, its latest super-sailor is a whopping 143 ft long and arguably the most sensational Wally yet. So perfect are the Luca Bassani and Bill Tripp-designed lines of the Esense that, from a distance on a calm sea, it is hard for someone to decide if they are seeing a real vessel or a futuristic model.
Wally owes much of its success to radical design made possible by carbon construction. A sharp, uncluttered minimalist look is cultivated while the lowered after-deck with full-width glazed picture window/entrance in the adjacent main saloon provides Wally's trademark ‘terrace over the sea’ feature. Freedom for the designers to accomplish all this is allowed by the high shell strength that carbon composite construction provides.
Wally yachts are generally moulded using prepreg carbon/epoxy skins over Nomex core, with added composite stiffening. The hull of Esense has been moulded using a split male mould, the two halves of the hull subsequently being bonded together at the centre-line. Each half mould comprises marine ply strips laid at ±45° over a plywood frame, with an added epoxy skin faired and finished with Duratec. The inner hull skin, laid up over release agent, is made up of prepreg tapes ranging from multiaxial 400 g/m2 0-90 and ±45° standard modulus up to 300-450 g/m2 high modulus unidirectionals – the latter mainly on the bottom, on the bulwark and in the chainplate areas. The skin was vacuum bagged and cured at 65-67°C for 12 hours.
The hull core is mainly of Nomex aramid honeycomb, though CoreCell styrene acrylonitrile (SAN) has been used for the high-stress slamming areas. Pre-cut sections are of various densities and up to 50 mm thick. Core sections were trimmed, dry fitted and bonded with epoxy adhesive film under maximum vacuum (95%). The outer skin is made up of several layers of carbon sheet and tape laid up over the core, and cured at 87°C for eight hours, then 92-95°C for four hours. Prepregs are sourced from SP (part of the Gurit group) and the Advanced Composites Group, with epoxy resins coming from SP and local company Camattini.
Interior stiffening is provided by full and part-bulkheads, many of them composite, along with transverse frames and longitudinal stringers. The latter have been produced by cutting recesses in the male mould and laying up the carbon-skinned foam cored structure into them. This ensures an exact match with the hull contour.
The top of the hull moulding is turned inwards as a flange so that the resulting composite ‘L’ girder can stiffen the large hull and help prevent flexure under rig and sea-imposed loads. The carbon/Nomex sandwich deck sits almost a metre down from the upper edge of the moulding so that a large bulwark is formed by the upper projection of the hull. This enhances security on deck and provides shelter for on-deck sun worshippers when the yacht is sailing into wind at speed. Transverse hull frames are terminated below the deck so that the bulwark shell is left ‘clean’.
Structural engineers High Modulus helped Wally develop this feature on a slightly earlier design of Wally's latest sailboat generation, the Soto Acebal-designed Wally 130 – predicted to be the world's fastest upwind sailing yacht. Finite element and related analysis, along with careful structural detailing, has enabled the clean bulwark look to be achieved with a laminate of very little extra weight.
A spread of up to 84 000 ft2 of sail, including a Wally/North 3DL moulded main, drives the 160 tonne yacht at impressive speeds. A 40 ton lift keel which locates the torpedo bulb weight up to 19 ft 8 in below the waterline when lowered helps secure sparkling windward performance, even in a light breeze. Keel loads are distributed via substantial transverse and longitudinal stiffening in the hull midships area.
The low-weight properties and visual appeal of carbon are maintained throughout the vessel. For example, Esense has a single ultra high-modulus carbon mast custom-built by Hall Spars, and even the main on-board shower stall/bath is carbonfibre.
Epoxy vs polyester
Swedish boat builder Najad is building its latest model, the 355, in epoxy materials as opposed to the more traditional polyester resins. Once the preserve of high-tech racing yachts, epoxy materials provide enhanced structural characteristics such as reduced weight and increased strength.
SP has secured a three-year supply agreement with the company.
The 355 combines SP's technology, Judel/Vrolijk and Dick Young's design and Najad's craftsmanship. Najad says that a high number of pre-production deposits have already been secured with first deliveries commencing in Spring 2007.
Although more expensive than poly-esters, SP says that epoxy resins have distinct performance advantages over polyester and vinyl esters in five major areas:
- better adhesive properties (the ability to bond to the reinforcement or core);
- superior mechanical properties (particu-larly strength and stiffness);
- improved resistance to fatigue and micro cracking;
- reduced degradation from water ingress reduction of properties as a result of water penetration); and
- increased resistance to osmosis (surface degradation resulting from water permeability).
Larger structures
Refinements in today's composite materials, allowing for more strength, lighter weight and increased design flexibility have landed composite materials in places usually reserved for steel. The transition has been seen in smaller sporting boats, but with the introduction of the Sunseeker 37M Tri-Deck Yacht this January a new generation of 'super yachts' are now sporting composite hulls.
When the Sunseeker 37M Tri-Deck Yacht made its debut just one month ago, it was heralded as a superior super yacht. At just under 124 ft in length, the Sunseeker 37M ranks as one of the larger yachts produced using composite materials for its hull. Manufacturing a hull of this size was eased by collaboration between the Sunseeker engineers and experts from Ashland Composite Polymers. This resulted in a tailored Ashland AME 6000® resin, supplied by Ashland's UK distributor GRPMS, being used to produce this vessel. The hull was constructed using an open-moulding, hand lay-up technique. The Ashland resin was selected because of several attributes that helped in the yacht's production.
“The advantage of Ashland AME 6000 resin, a 100% epoxy vinyl ester resin, is that it features low styrene content as well as good surface cosmetics,” says Olli Piiroinen, European technical service representative for Ashland. Specially developed for marine use, AME 6000 resin has received Lloyds Register approval for use in marine applications.
Following two years of development, major investment in new shipyard facilities and establishing a highly specialised work-force, the Yacht Division of Sunseeker International presented this new model on schedule. The second 37M Yacht is well under way, the third hull is currently in mould and Sunseeker says that further orders have already been taken.
RTM
Fountaine Pajot produces more than 150 boats a year at its two facilities in France. These are a mixture of power and sailing catamarans with lengths of 11-23 m. With its new Mahé 36, which made its debut at the La Rochelle Boat Show last year, the company is producing the entire deck and cabin top moulding as a single-piece resin transfer moulding (RTM) component. With an overall size of 11 m x 5.9 m this is believed to be one of the largest components ever produced using RTM.
Manufacturing this complex part using matched moulds has been a major investment for the company. Fountaine Pajot believes that this will be repaid in terms of higher laminate quality, better surface finish (on both sides of the moulding), increased production efficiency and better working conditions. The core material for the deck is supplied by DIAB in kit form.
Saving weight aloft
Saving weight aloft is a holy grail for designers of performance monohull sailcraft. Within a given overall weight, every kilogram of weight saved in the mast and rig can be matched by a kilo added to the bulb keel, so improving the yacht's ballast ratio and hence its all-important upwind sailing ability. Designers have latched onto the weight saving possibilities of carbon masts but, until recently, heavy stainless steel wire or rod was retained for the standing rigging. Carbon could, in theory, be much more advantageously utilised in this part of the rig than in masts since standing rigging experiences mainly tensile loads, where carbonfibre is at its best. Carbon is also highly regarded for its high fatigue tolerance and stability under environmental exposure.
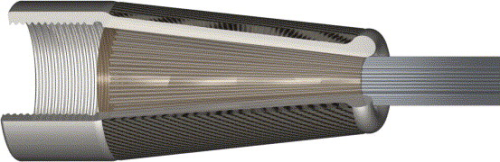
Composite standing rigging dates back to at least the early 1980s when pultruded carbon rods were experimented with. But two issues that have dogged such efforts have been stretch, or creep, over time; and the difficulty of engineering terminations that grip the ends of the rigging shrouds, or ‘wires’, effectively. Composite Rigging, a specialist division formed by Southern Spars five years ago, believes it has overcome these issues with its Element C6 line of carbon composite standing rigging. Each shroud is made up of several small-diameter pultruded carbon-fibre rods rather than a single large rod. Each bundle of rods, laid alongside each other, is held within a containing jacket, typically of urethane-coated Spectra fibre. The multiple parallel strand approach brings several advantages, one of the most important being the ability to terminate each shroud successfully with a compact fitting.
Essentially, each shroud is terminated with a conical end fitting, aligned base outwards. This is held by a mating conical outer sleeve, pre-installed on the wire, that pulls over the shroud termination and screws to a fixed screw-headed fitting in the deck or on the mast. Any stretch developing over time in the carbon shroud can be compensated by tightening the terminal sleeve on its screw thread, as with standard stainless steel wire or rod rigging. Since the total load on the shroud is shared among a number of carbon strands, the length of ‘wetted’ strand needed is short, whereas systems relying on single pultruded rods require long bonds. As a result, short compact fittings have been achieved.
Composite Rigging makes the end of each shroud conical by separating the constituent carbonfibre rods and spreading them over a cast epoxy cone inserted into the end of the rod bundle. Heating and curing the resulting termination results in a tough carbon fibre-reinforced resin cone. An outer prepreg carbon wrap is included to withstand hoop loads resulting from tensile loads on the shroud when the rig is in use. In setting up the rig, a conical outer sleeve in machined titanium, pre-located further up the wire, is drawn down over the cone terminal and screwed down to its matching fixed deck or mast fitting.
This solution minimises the bending stresses inherent in some alternative termination systems. Also, because increasing the load on the termination pulls the mating cones more tightly together, the resulting ‘wedge’ effect squeezes the carbon strands more firmly into the epoxy cone, so improving grip on the shroud as a whole.
Advantages of the multiple carbon rod approach include the ability to spool cable onto drums for storage, and the ability to specify as many rod strands as are needed for a particular application, rather than having to rely on the limited number of stock sizes associated with single-rod rigging. This makes Element C6 versatile and equally suitable for retrofit rigs and new custom rigs.
The construction method and termination process were first developed by the Air Logistics Corp (ALC) of California, which had produced similar elements for the telecommunications industry. ALC licensed the technology to Composite Rigging for use in the yachting industry, and the Southern Spars offshoot now produces Element C6 at its Rhode Island factory. Each batch of the base pultrusion is tested for strength, stiffness and degree of cure to ensure that baseline properties are maintained. Each finished article is also proof tested to 50% of its predicted breaking strength before it leaves the factory. In many cases this is nominally 50% greater than the maximum predicted working load.
Composite Rigging says that its system enables carbon rigs, with stretch characteristics equivalent to Nitronic 50 stainless steel, to be produced at about 40% of the weight of equivalent steel rod systems. When installed on the Swan 100 Kora, Element C6 shaved almost 400 kg from the weight of the rig, previously stainless steel, and enabled two tonnes to be taken out of the keel for the same stability. Race success for the Wally 94 Y3K was attributed in part to use of a Carbon Composites rig. The company continues to carry out research aimed at further enhancing its product and remaining competitive against alternative non-metal solutions, notably PBO (polyphenylene benzobisoxazole) cable from organisations such as Future Fibres and Navtec.





