




The resin infusion process is long established in the manufacture of parts and tooling. Many composite fabricators have recognised the advantages of the process and it is now successfully employed in a broad range of industries, including the marine, wind energy, automotive and aerospace sectors.
Simply explained, the process involves the placement of dry fabrics in the mould, which are then vacuum bagged. The applied vacuum creates a pressure differential which is used to draw resin from the bucket into the dry fabric lay-up, achieving full fabric wet-out.
Typically, the process starts with positioning of dry fabrics and core materials on a mould or master model. When being placed on vertical surfaces, the use of a spray adhesive such as Airtech Airtac 2 provides enough tack to hold fabrics in position. A variety of adhesive products are available. Recent additions to the Airtech range include Econotac, a lower cost alternative to Airtac 2, and Airtac 2 Red, a dyed version which provides a visible check on the applied adhesive to avoid excessive application. Alternatively, Tac-Strip is an adhesive-coated mesh. It is an open weave glass mesh with adhesive applied to both sides. This double-sided adhesion provides means of holding dry fabrics in place and prevents excessive application of spray adhesive, which could affect laminate properties.
After a dry fabric stack has been completed, the laminate is covered with a combination of materials to promote resin flow and provide easy removal off the cure laminate. Typically, this is a peel ply fabric, and then a resin distribution mesh. The mesh provides enhanced resin flow over the laminate, enabling transport of resin to the whole tool surface. The peel ply provides means of removal of the mesh after cure, good resin flow through itself into the tool laminate and provides a textured surface for a subsequent bonding of a support structure. The use of a perforated release film between the peel ply and resin flow mesh will further aid removal, by allowing the resin saturated flow mesh to be removed separately from the saturated peel ply. Some core materials available on the market promote the flow of resin through the laminate and the use of the resin distribution can be avoided.
Peel ply fabrics are lightweight, tightly-woven fabrics of either nylon or polyester construction. They can be supplied coated with release agent for easier removal after cure, or uncoated. Typically, release agent coating of the fabrics aids removal on complex shapes or aggressive resin systems. Development of new peel plies for resin infusion has provided low-cost products for large structures in the marine and wind energy industries, such as the Airtech Econoply range and Econostitch. Econostitch peel ply includes a red tracer to provide better visibility to aid the easy removal of the cured laminate. Most recently Econostitch 5445 has been introduced, providing a much easier removal after cure without the need for a release agent coating.
Low-cost release films and their perforation style has seen significant development effort over recent years. The resin infusion process is typically a low temperature process, not requiring the high temperature performance of Teflon films used in prepreg vacuum bag applications. The development of polyolefin films (such as Airtech’s WL3600R and WL3900R) provides cost effective performance ideal for low temperature resin infusion applications. Perforations in the film are essential to provide the resin flow required by the process. The size and number of perforations are critical to provide enough open area to achieve resin flow required to wet-out the laminate, but they must not be so open that the film becomes mechanically locked on the laminate. A wide choice of perforation styles are available to match the requirements of individual applications.
A number of resin distribution mesh are available offering differing properties. Flow, drape and ease of placement are the main criteria for selection. The range offers mesh suitable for shaped and flatter geometries, high, medium and lower flow performance. Available data on flow characteristics of the mesh makes the selection for application and strategy for resin supply line more simple to calculate.
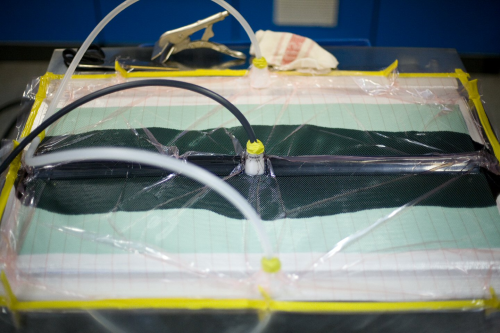
Over the resin flow mesh, lines of resin feed are positioned. These are non-collapsible sections which stay open even under vacuum pressure and provide a fast supply of resin from the supply tubing onto the laminate surface. Airtech spiral tube offers a low-cost solution. The reusable Omegaflow profiles offer greater ease of use. Aiding accurate positioning of feed lines for consistent infusion strategies, they also produce no laminate mark-off and can be reused. Spiral is also used around the perimeter of the laminate to provide means of vacuum distribution over the laminate. The completed laminate and resin feed construction is covered with a vacuum bag. The resin feed lines are connected with hard tubing to the vacuum pot and a vacuum pulled. Vacuum integrity is a critical factor and time taken at this stage to drop test the vacuum bag will ensure a successful infusion. Any vacuum leakage can result in air being entrapped in the laminate, creating voids and vacuum loss which could slow or even stop the infusion.
A wide choice of vacuum bagging films and sizes are available. Airtech’s range, including Wrightlon, Ipplon, Stretchlon and Securlon, provides a choice of performance and cost. Airtech manufactures multilayer vacuum bag films and can supply a single sheet up to 12 m wide, meaning large structures can be vacuum bagged quickly without the need to join materials. The Securlon range of films employs multilayer technology to greater ensure vacuum integrity.
Sealing the vacuum bag film to the tool is achieved with a sealant tape. These are extruded rubber materials with a small profile (around 3 mm x 12 mm). An effective sealant tape is tacky enough to provide immediate adhesion to the tool surface and bagging film whilst still being manageable to position accurately. Tapes utilised in the resin infusion application must also resist any potential attack from direct contact with resin systems. A wide range of low and high temperature tapes providing low, medium and high tack are available.
Kitting
The selection of the correct products to achieve reliable cost-effective performance is crucial. Further economies can be achieved with the use of custom engineered and kitted materials.
Airtech provides a design and manufacture service for custom-made shaped vacuum bags and resin infusion materials. These can be cut to shape and even fabricated to three-dimensional shapes to suite mould shape, making it quicker to apply vacuum bags by reducing tailoring and shaping by operators. The design process can be done electronically on CATIA software or reverse engineered off templates or handmade prototypes.
Custom combinations of materials can also be produced. Materials like the peel ply and release film, or release film and infusion mesh, can be laminated together to provide a single product. This can then be applied easier and faster on the laminate, reducing operator labour.
Kitting of these pre-shaped and combined materials can provide even greater efficiencies in the moulding workshop. Material kits, including all the vacuum bag materials, delivered straight to the mould side reduces time spent cutting roll stock and tailoring materials to fit the mould. This concept is already being employed in variety of high volume and large-scale moulding applications.





