

Boat hulls are built in many ways. In addition to metal, composite structures are widely used in the industry. In recent years, many boat builders have started to switch from the hand lay-up to the vacuum infusion process, even for small parts. While hand lamination is not difficult, and can be very fast, there are several reasons behind the decision to change production methods. One of the main motivations for infusion is the reduction or elimination of styrene emissions. Not only is there a nasty odour, but the environment is polluted when the volatiles are not filtered. In some countries, an extraction system is required by law when exceeding a certain amount of styrene emission. In the infusion process, the vacuum bag covering the part forms a closed mould process and thus prevents the emission of styrene vapour.
Improved quality is also a big driver. As the resin is infused under constant vacuum pressure, the wet-out is consistent and not influenced by the worker's concentration and mood (‘Monday morning parts’). Voids are reduced to a minimum, and only as much resin as needed goes into the part. As a consequence the fibre content is higher than with hand lamination, which leads to higher stiffness and strength.
Despite the consumables used, the vacuum infusion process does not automatically lead to higher costs. On the contrary, bottom line comparisons often show potential cost savings when taking into account the man-hours, usable time of the moulds, rework and reduced weight (because less resin is needed). There are also potential savings from improved compliance with health and environment regulations.
Tips and tricks
Use an appropriate resin. Resin intended for hand lamination does not have low enough viscosity to flow through the fibre mats. Ask your resin supplier for more information.
Always perform trials to get experience of the flow speed as well as the curing time. Use timers and document the configuration.
Infused laminates may be thinner due to compaction by the vacuum pressure. This will influence the bending stiffness and strength of the part. Check with your designer what has to be achieved and correct if necessary.
Prepare your core for vacuum infusion. Appropriate grooves and drilled holes (also called ‘infusion cut’) will significantly improve the flow speed and ensure a thorough wet-out of the laminate. Make sure there are no gaps between individual core sheets. Try to thermoform foam cores (see the core material supplier's processing guidelines for more information).
Using flow media on top of the laminate requires a peel ply underneath so that it can be removed. Another possibility is to use continuous filament mats which can be integrated in the existing laminate (check lay-up with tests).
When infusing the first few parts of the production run, always use more resin inlet lines than you expect in the critical regions. If the resin flow does not develop as expected, the back-up lines can be opened to ensure complete wet-out.
Arrange and number the inlet lines in the resin barrel. This prevents the wrong line from being opened at the wrong time which could lead to a failed part.
Spend enough time to carefully place the fibre mats tightly into the corners of the mould. If the mats are too short, resin will accumulate in the corner.
Evaluate and test the various consumables. The cheapest material is not always the appropriate one and may actually waste more money and time. What works in a trial may not be appropriate on the production floor.
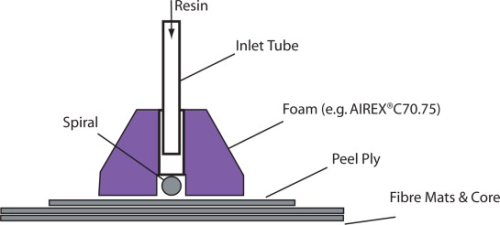
Look for creative ways to reduce certain expensive consumables. For example resin inlets can be built out of simple tools and a piece of foam scrap. In the illustration above, the principle of the inlet configuration is shown.




