
Part 1 of this article reviewed the various techniques available for cleaning CFRP surfaces prior to adhesive bonding. Part 2 focuses on the use of excimer laser technology.
Excimer laser CFRP cleaning
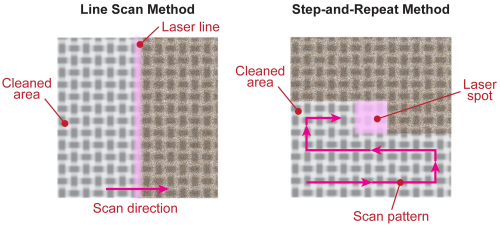
Because the excimer laser beam can be readily shaped to various dimensions, the precise way in which it is best employed for a given application depends upon the exact geometry of the CFRP, the output fluence of the particular laser model, and the desired throughput. However, all CFRP processing schemes are typically variants of two basic approaches, namely, the line scan or the step-and-repeat method (Figure 1).
In the line scan method, the laser beam is shaped into a line (that is, a very high aspect ratio rectangle), and then swept continuously across the surface to be cleaned. The number of pulses to which a given spot on the material will be exposed is determined by a combination of line width, line travel speed and laser repetition rate. If the line length is shorter than the width of the area to be cleaned, then several adjacent passes of the area are made.
In the step-and-repeat method, the laser beam is formed into a square or nearly square rectangle. The laser spot is positioned at a fixed point on the CFRP surface, and an exposure is made (consisting of one or more laser pulses). Then, the beam is translated a distance corresponding to its width and the process is repeated. The entire area to be cleaned is sequentially exposed in this manner.
The deep UV wavelengths produced by excimer lasers cannot be fibre delivered. This, together with the physical size and weight of typical excimer beam delivery optics, usually makes it more practical to move the CFRP relative to the laser beam, rather than vice versa. These factors also make the excimer laser most suitable for production work, rather than field repair.
Excimer laser test results
The Adhesive Bonding and Composite Technologies Department at the Technical University of Braunschweig, Germany, has conducted extensive testing on the ability of various laser types to pre-treat CFRPs for bonding.
The test results presented here were obtained using a Coherent LPXpro 305 excimer laser, configured to output at a wavelength of 308 nm and a pulse duration of 28 ns.
Beam shaping and homogenising optics were employed to transform the output of this laser into a 30 mm x 1.8 mm line, having less than a 1% rms overall variation in fluence over its entire length (the irradiance profile in the width dimension was Gaussian).
The line scan method of exposure was used, with laser fluences of between 400 and 800 mJ/cm2.
By varying laser repetition rate and line scan speed, total pulse exposures for a given point on the CFRP could be varied from 1 to 48.
The CFRP tested was a typical aerospace prepreg material produced in a closed mould press process at a curing temperature of 120°C and a pressure of approximately 3 bars.
In order to reproduce a typical level of surface contamination, the mould was coated with a polysiloxane-based release agent, and no release film was used.
After manufacturing, the specimens were cut with a water cooled circular saw, and then cleaned with isopropanol to remove residues of the cutting fluid.
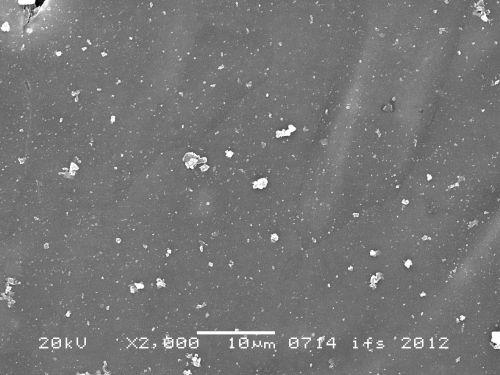
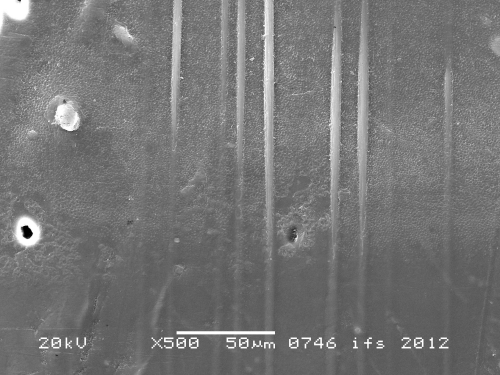
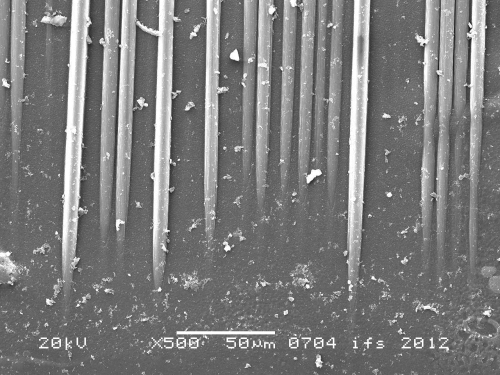
The SEM photographs (Figures 2a, 2b and 2c) provide an idea of the resultant surface quality obtained with excimer laser CFRP cleaning, and also show the technique’s ability for highly controlled material removal. Specifically, these photos show the progression from simply removing the surface contaminant and leaving the bulk material unchanged, through various levels of material removal that expose the underlying fibres.
After laser cleaning, specimens were bonded, and the strength of that bond was assessed using a single lap shear test, conducted according to DIN 1465.
| ... both abrading and laser cleaning substantially improve the strength of the bond achieved ... |
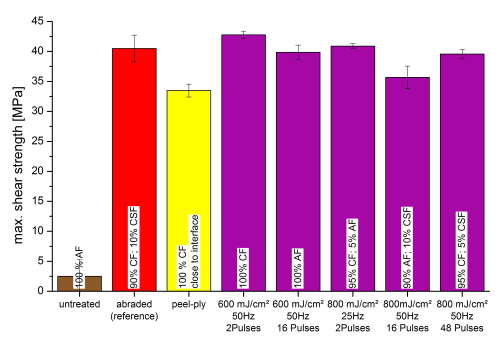
As is clearly seen in the graph of these test results (Figure 3), both abrading and laser cleaning substantially improve the strength of the bond achieved, as compared to an untreated reference sample.
In this testing, exposing a given area of the CFRP to a total of two pulses with a pulse energy of 600 mJ/cm2 delivered the highest bond strength results. Exposures both under and over this value generally delivered poorer results (although all the excimer laser cleaned surface results are actually quite good).
The reason that the optimum result occurred at an intermediate value for pulse energy again relates to the excimer laser’s ability for precise material removal. Operating at lower pulse energies removes only a very small amount of material, so these exposures failed to completely eliminate all the surface contaminants. This weakened the resultant bond, and the failure mechanism was at least, in part, due to adhesion failure (failure of the interface between adhesive and adherent).
At the optimum exposure (two pulses at 600 mJ/cm2), the material separates due to a cohesion failure, meaning that the connection to the surface is stronger than the adhesive itself. This means that the laser has completely removed all surface contaminants, but has not reduced the strength of the bulk CFRP material in any significant way.
At levels of exposure above the optimum, the laser has completely eliminated the overlying pure epoxy resin layer, or, at the highest exposures, it has begun to damage the sizing of the fibres. In the latter case, the result is lower total shear strength and failure at the interface.
The achievable rate of excimer laser cleaning using a LPXpro 305 with the parameters employed in this testing is 0.16 m2/min (9.6 m2/h). However, there are substantially more powerful industrial excimer lasers than the 30 W (average power) LPXpro 305.
For example, the Coherent LSX Series laser delivers 540 W of average power. Using this laser at the same pulse energy and overlap as employed in this testing, but a repetition rate of 600 Hz, would deliver cleaning rates of 0.97 m2/min (58.3 m2/h), making it suitable for many typical CFRP production applications.
Well suited for volume production
Adhesive bonding of CFRPs, rather than the use of mechanical fasteners, provides an approach that delivers on the full potential of these materials in terms of their high strength and low weight. However, the requirements for thorough cleaning of CFRP surfaces prior to bonding have represented a significant limitation in the practical application of this joining technique. In particular, both mechanical abrading and the use of peel-plies necessitate the use of extra process steps, resulting in increased costs.
| The excimer laser delivers a combination of optical output and practical characteristics that are ideal for precision CFRP treatment in industrial settings. |
Laser surface cleaning promises to deliver superior results in terms of final bond strength, while being relatively straightforward to apply in production.
The excimer laser, in particular, is unique in that it delivers a combination of optical output and practical characteristics that are ideal for precision CFRP treatment in industrial settings.
Furthermore, excimer laser processing has proven to be highly reproducible, making it a consistent and stable process that is well-suited for volume production applications. ♦
Further information
Dr. Fabian Fischer, Head of the Adhesive Bonding and Composite Technologies Department, Technical University of Braunschweig, Langer Kamp 8, 38106 Braunschweig, Germany; tel: +49-531-3917832; e-mail: fabian.fischer@tu-braunschweig.de; www.ifs.tu-braunschweig.de
Dipl.-Ing. Stefan Kreling, Technical University of Braunschweig, Langer Kamp 8, 38106 Braunschweig, Germany; tel: +49-531-3917851; e-mail: s.kreling@tu-braunschweig.de; www.ifs.tu-braunschweig.de
Dipl.-Ing. Frank Gäbler, Director of Marketing, Coherent Inc., 5100 Patrick Henry Drive, Santa Clara, CA 95054, USA; tel: +49-6071-968389; e-mail: frank.gaebler@coherent.com; www.coherent.com
Dr. Ralph Delmdahl, Product Marketing Manager, Coherent LaserSystems GmbH & Co. KG, Hans-Böckler-Straße 12, D-37079 Göttingen, Germany; tel: +49-551-6938-397; e-mail: ralph.delmdahl@coherent.com; www.coherent.com
This article was published in the September/October 2013 issue of Reinforced Plastics magazine.
The digital edition of Reinforced Plastics is distributed free of charge to readers who meet our qualifying criteria. You can apply to receive your free copy by completing the registration form.



