
Adhesive bonding offers several advantages over mechanical fasteners for joining carbon fibre reinforced plastics (CFRPs). Specifically, the use of adhesives avoids damaging fibres with through-holes, does not concentrate stress around joiners, and is a lighter weight alternative. However, achieving a high strength adhesive bond can be frustrated by the presence of surface contaminants, such as mould release agents.
Various techniques have been explored to create the ideal surface prior to bonding. These include the use of peel-plies, as well as various mechanical preparation techniques, such as grinding or grit blasting. Unfortunately, each of these processes has their own drawbacks in terms of either speed, complexity or the need for subsequent cleaning.
Excimer laser-based surface cleaning and ablation now offers a practical alternative which yields a surface with the requisite characteristics for adhesive bonding.
Adhesive joining
One of the major advantages of CFRPs is their high strength-to-weight characteristics. However, the use of conventional fastener joining technology can reduce this advantage substantially. Specifically, the drilled through-holes required to employ traditional fasteners, such as screws or rivets, can damage the load carrying fibers. Furthermore, internal stress levels can be high around these fasteners, since they concentrate the load bearing function into a small area. This may necessitate the use of reinforcements around these stress points, which then increases the total assembly weight. Finally, the metal fasteners themselves may increase the weight of the assembly significantly.
Adhesive bonding offers an alternative that avoids these problems. Specifically, it does not require puncturing the CFRP, it spreads the mechanical loading evenly over the entire bonded surface, and it doesn’t add significant weight to the finished assembly.
| ... in order to achieve a high strength adhesive bond, it is necessary to remove any mould release agents and other surface contaminants remaining on the surface from previous manufacturing steps. |
However, in order to achieve a high strength adhesive bond, it is necessary to remove any mould release agents and other surface contaminants remaining on the surface from previous manufacturing steps. This is critical, because it is well established that adhesive bond strength is highly dependent upon surface cleanliness prior to bonding. But, this cleaning must be accomplished without producing any damage to the underlying CFRP, and the load carrying fibres, in particular.
Several techniques are currently in use for the cleaning and preparation of CFRP parts before adhesive bonding. These include mechanical abrading, various blasting processes, and the removal of so-called peel-plies.
The major disadvantages of the most commonly employed mechanical abrading processes are low throughput speed and the fact that these techniques are usually performed wet. The latter means that subsequent rinsing and drying is necessary, introducing further production cost and process time. In addition, the automation of the grinding process can be quite complex, and cleaning is typically required both before and after this step. As a result, grinding is mostly performed manually, which renders the process unsuitable for bigger production lots and large area CFRPs.
Manual treatment also introduces a significant level of process variability, and even the risk of fibres being damaged due to overly aggressive treatment, or to surface contaminants not being removed completely.
Similarly, grit blasting introduces the risk of damaging fibres, and leaves residues and dust which makes subsequent cleaning necessary.
A popular technique in the aerospace industry for the preparation of CFRP surfaces prior to bonding is the use of peel-plies. These are sheets of woven fabric material which are inserted into the CFRP surface prior to curing the matrix resin, and which are then removed before adhesive bonding. This technique ensures a reproducible roughness and clean surface for good bonding
The main drawback of peel-plies is that they have to be laminated into the parts, thus increasing manufacturing complexity. Also, this method is not applicable for repair bonds. There are also questions about the efficacy and repeatability of the use of peel-plies. Specifically, peel-ply surfaces produce thickness variations in the resin layer. And, several researchers have noted that residues from the release agents can transfer from the peel-ply onto the part surfaces. Also, for some peel-plies, the surface roughness produced may not be optimal for bonding. Finally, the achievable fracture toughness (GIC), and the lap shear strength are strongly influenced by the specific type of peel-ply fabric utilised.
Laser surface preparation
| ... by irradiating the surface of a CFRP with a laser, it is possible to effectively remove virtually all contaminant residues, as well as to optimally prepare that surface for bonding. |
Laser processing has the potential to overcome virtually all of the drawbacks of these other techniques, and, for this reason, has been the subject of investigation by various researchers going back as far as 30 years ago. In particular, by irradiating the surface of a CFRP with a laser, it is possible to effectively remove virtually all contaminant residues, as well as to optimally prepare that surface for bonding.
Unlike mechanical techniques, laser cleaning needs virtually no surface preparation, is performed dry, doesn’t require that the laser-processed surface be cleaned of debris afterwards (if sufficient suction is applied), and doesn’t produce fibre damage if suitable parameters are chosen. Additionally, laser processing is compatible with the preparation of large surface areas, can be readily automated and delivers highly consistent results because it is a wear- and contact-free process.
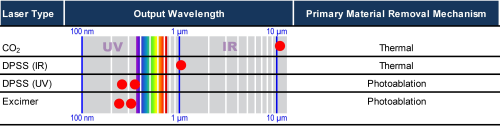
However, it should be clearly understood that 'laser processing' is actually a very general term. There are several different laser technologies that can be applied to CFRP cleaning. These various laser types remove material by different mechanisms, and have widely differing operating, cost and practical characteristics. The most commonly used technologies for this application are:
- carbon dioxide (CO2) lasers;
- diode-pumped, solid-state (DPSS) lasers operating in the near infrared;
- frequency multiplied DPSS lasers with output in the ultraviolet; and
- excimer lasers.
The CO2 laser emits photons in the far infrared, and removes material essentially by heating it up until it melts or vaporizes. CO2 lasers are available with output powers ranging up into the multi-kilowatt (kW) range, and offer very attractive cost characteristics in terms of their cost per watt, as well as their operating expenses (the latter is especially true of sealed, RF-excited, slab CO2 lasers).
While the output beam from a CO2 laser has a small diameter, the high power available allows it to be either spread out to a larger area, or rapidly scanned over the surface of the part to be treated. The result is that CO2 lasers can process CFRPs at relatively high area rates.
The major drawback of CO2 laser technology for CFRP cleaning is that the absorbed light causes heating within the material which can be conducted along the fibres, causing the matrix to degrade, thus damaging the integrity of the laminate. Thus, while CO2 lasers can be useful for through cutting CFRPs, they are generally not suitable for more precision applications, such as surface preparation for adhesive bonding.
DPSS lasers operating at their fundamental wavelength in the near infrared (typically 1.064 µm) also remove material by thermal means. Plus, the near infrared light from the DPSS penetrates more deeply into the bulk material than the output of the CO2 laser, making the potential for damaging the CFRP even greater.
Frequency conversion can be used to transform the infrared output of DPSS lasers into the ultraviolet (UV). The high energy photons produced by UV lasers tend to remove material by directly breaking atomic or molecular bonds, rather than by bulk heating of the material; this process is called photoablation. Furthermore, UV light is strongly absorbed by CFRP materials, and thus, does not penetrate very far into the material. The result is that UV DPSS lasers can process CFRPs with a minimal HAZ (heat affected zone).
Nevertheless, the primary limitation of DPSSL technology is the relatively low UV output powers that are commercially available for these products. The consequence of this is that UV DPSS lasers typically cannot process large areas of CFRP material at market enabling speeds.
Excimer lasers also produce ultraviolet light, so they offer the same ability as UV DPSS lasers to remove CFRP material with essentially no significant heat affected zone. However, the output characteristics of an excimer are very different from those of solid-state and CO2 lasers. Specifically, excimer lasers produce a large rectangular beam, unlike the small, round beam typical of most other laser sources. Optics can be utilised to change the dimensions of this raw output to anything from a long, thin line to a square. Additionally, the irradiance distribution of the laser spot can be tailored so that it is homogeneous over the entire area of the beam.
Excimer lasers also offer the highest power and greatest efficiency of all ultraviolet lasers. For example, per pulse energies as high as 2.0 J are currently available from industrial excimer sources, and these lasers typically operate at repetition rates of from tens of hertz (Hz), up to a few kHz.
This combination of high UV power and repetition rate, together with their large beam shape, makes excimer lasers ideal sources for high volume, precision cleaning of CFRPs. Plus, modern excimer lasers demonstrate excellent reliability and cost of ownership characteristics, making them a practical source for this application. ♦
PART 2 of this article will be available next month.
Further information
Dr. Fabian Fischer, Head of the Adhesive Bonding and Composite Technologies Department, Technical University of Braunschweig, Langer Kamp 8, 38106 Braunschweig, Germany; tel: +49-531-3917832; e-mail: fabian.fischer@tu-braunschweig.de; www.ifs.tu-braunschweig.de
Dipl.-Ing. Stefan Kreling, Technical University of Braunschweig, Langer Kamp 8, 38106 Braunschweig, Germany; tel: +49-531-3917851; e-mail: s.kreling@tu-braunschweig.de; www.ifs.tu-braunschweig.de
Dipl.-Ing. Frank Gäbler, Director of Marketing, Coherent Inc., 5100 Patrick Henry Drive, Santa Clara, CA 95054, USA; tel: +49-6071-968389; e-mail: frank.gaebler@coherent.com; www.coherent.com
Dr. Ralph Delmdahl, Product Marketing Manager, Coherent LaserSystems GmbH & Co. KG, Hans-Böckler-Straße 12, D-37079 Göttingen, Germany; tel: +49-551-6938-397; e-mail: ralph.delmdahl@coherent.com; www.coherent.com
This article was published in the September/October 2013 issue of Reinforced Plastics magazine.
The digital edition of Reinforced Plastics is distributed free of charge to readers who meet our qualifying criteria. You can apply to receive your free copy by completing the registration form.




