
The boom in wind energy generation continues unabated. At the end of 2008 wind turbines with a total capacity of 120 gigawatts (GW) were operational worldwide, representing an increase of nearly 30% compared to 2007. In its report Offshore Windparks in Europe the accountancy company KPMG came to the conclusion that “the wind energy industry is currently one of the sectors showing most dynamic growth worldwide.”
There are already 80 countries that use wind for electricity generation.
“Wind power already generates more than 1.5% of total electricity production,” reports Stefan Gesänger, Secretary General of the World Wind Energy Association (WWEA) in Bonn, Germany.
As in the past, Germany occupies first place, followed by the USA, Spain, China and India. These countries account for three quarters of the capacity installed. The WWEA believes that it should be possible to meet the complete electricity requirements of the world population with wind and other renewable resources by 2040. According to Gsänger: “A rapid expansion of wind energy would be the correct answer to the current financial crunch and ongoing energy crisis.”
Turbine developments
At the moment two trends dominate the development of wind energy – turbines are growing ever larger in order to generate more power at individual locations, and wind power is moving offshore. REpower and Enercon are the first manufacturers to offer 5 and 6 megawatts (MW) output turbines respectively. Rotor diameters are correspondingly impressive. The REpower 5M has a rotor diameter of 126 m and the individual rotor blades are 61.5 m long. The Enercon E-126/6 MW has similar dimensions: rotor diameter 127 m, blade length 58 m. However, these immense dimensions are apparently not the limits of what is possible. Enercon is already investigating whether, based on the E-126, 8 MW of output can be achieved. Other designers are currently considering 10, 12 or even 15 MW. The target for 2020 is 20 MW. It is precisely this vision which the European project UpWind, which started in 2006 and will run until 2011, is following.
“UpWind is the flagship project for European research cooperation in the field of wind turbine development,” explains Project Manager Peter Hjuler Jensen of the Risø National Laboratory at the Technical University of Denmark.
The new giant turbines are intended in particular for offshore use, because there the wind blows more strongly and consistently.
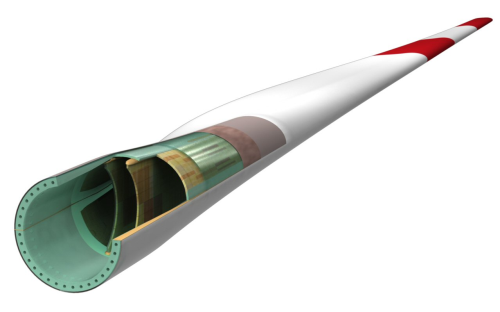
Rotor blades are growing ever bigger, since a blade with twice the length covers an area that is four times the size and can thus capture four times as much energy. At the same time, a blade with twice the length is generally four times as heavy. Whilst a 30 m blade weighs 4-5 tonnes, a 60 m one weighs in at nearly 20 tonnes. In spite of these increasing weights, the use of new materials such as carbon fibre composite means the technical limits have nowhere near been reached. There are design concepts for 70 m blades and test rigs for blades of up to 90 m. At around 50 m in length the possibilities for glass fibre reinforcement have been pretty much exhausted. Beyond this carbon fibres are more often used, but they cost around five times as much.
Optimum composites
However, the limits at the top end are not set by the materials. The real reasons are economic in nature since the profitability of a turbine only increases to a limited extent with rotor diameter. Larger turbines are of course more efficient, but also more expensive to transport and erect so that their profitability is influenced by many factors that have great significance in rotor construction.
To address the challenges of the wind energy industry BASF in Ludwigshafen, Germany, has recently developed tailor-made epoxy resin systems for the manufacture of large rotor blades that have in the interim been approved by Germanischer Lloyd. A system of curing agents, accelerators and additives marketed under the Baxxodur brand enables high quality processing of these epoxy resins.
In Europe, offshore expansion plans are now playing an important role in many countries. The report Delivering Offshore Wind Power in Europe by the European Wind Energy Association (EWEA) of Bonn, Germany, predicts that by 2020 wind farms with around 20-40 GW of capacity will be connected to the grid. By the end of 2008 plants with a capacity of 373 MW had been installed offshore, according to Siemens AG, and this year is supposed to see 1050 MW with continued breakneck growth after that.
“We expect new installations with a total capacity of 4200 MW to be put up in 2014,” says Andreas Nauen, CEO of Siemens Wind Power, the top company for new offshore orders in 2007 and 2008.
Against this background, material suppliers face clear challenges, particularly for the manufacture of rotor blades. This has seen conventional polyester resin based composites increasingly being displaced by more resilient fibre reinforced materials based on epoxy resins in order to reach the necessary material properties for rotor spans in excess of 100 m. BASF has now succeeded in developing innovative epoxy resin systems that on the one hand allow the long production processing phase of ever larger rotor blades, and on the other hand deliver short curing times in order to reduce cycle lengths.
In this way individual cycles can be reduced by around 30%.
The forces that act on even a 40 m blade are enormous. Alongside weight loads of around 70 kN (which is the equivalent of 5 Volkswagen Golf cars) and the rotational speed dependent outwards-acting centrifugal force, it is particularly the tangentially acting wind forces (which are dependent on wind speed) that can produce flexural moments of some 6000 kN at the blade root (the equivalent of the leverage of 11 VW Golfs on the blade tip).
In order to meet these requirements epoxy resin systems are predominantly used and glass fibre mats are mainly used for reinforcement. Rather than being woven together these layers are stacked next to one another or in multiple layers and bound with a few threads in order to minimise bending of the fibres. Alongside this carbon fibres are also used, however in much smaller quantities as they are not only more expensive but also only available in limited quantities. Other materials such as aramid or basalt fibres have played no part as yet.
In the manufacture of large blades the fibres or fibre mats are soaked with two fluid components, the resin and curing agent, that react with each other after heating in a mould to form a very strong polymer. The complete system comprising the matrix and fibres makes a fibre composite material that delivers the necessary mechanical stability.
Infusion processing
There are four principle techniques for impregnating the fibres. In laminating the dry mats are impregnated manually one after the other using rollers dipped in the epoxy resin systems. Infusion technology uses a vacuum to suck the epoxy resin into the dry mats laid up in the mould. The third possibility is to soak the mats outside the mould and let them pre-cure before laying them in semi-rigid form in the mould for final curing (prepreg technology). For round and long components the fibres are impregnated and wound onto a mould before being cured using thermal energy (filament winding technology).
Using these four technologies it is normally possible to manufacture all of the main components of a rotor. This includes the thick multi-layer blade root that transfers the force to the hub, as well as the internal structure ribs, straps or hollow sections that take up the major part of the forces acting along the length of the blade. The third component is the outer layer of the, in principle, hollow blade that fulfills the aerodynamic function and is either cast along with, or bonded to, the root and internal structure.
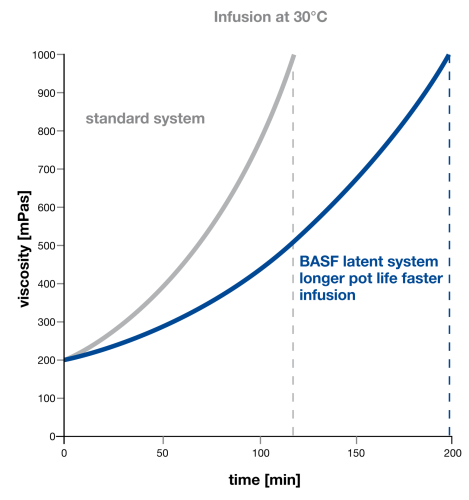
The modern infusion systems used in the wind energy sector consist of two parts, the resin and a curing agent. Normally amine formulations are used for curing since they are well suited to the requirements for mechanical stability and processability. The new BASF system also uses this class of substances. Immediately before the infusion both components are mixed together in a predefined ratio and at this point the pot life or processing time clock begins to tick, since the reaction between the two components begins slowly and increases at higher temperatures. However, in order for infusion to work well the viscosity of the system has to be correct. For this reason so-called reactive diluents, which reduce the viscosity, but at the same time form part of the cross-linking reaction, are included in the formulation. The actual cross-linking or curing of the resin is achieved by the amines reacting with the epoxy groups to form a three-dimensional network. This reaction is dependent on the reaction temperature, but can be influenced by the use of additives such as accelerators.
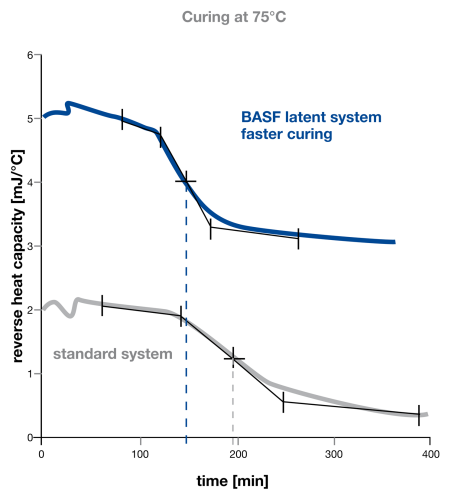
Turbine manufacturers which are focusing on offshore plants are for the most part targeting the use of large blades in excess of 50 m length in order to make most effective use of the more consistent wind out at sea. In the case of large structures such as the outer skin of the blade, processors using infusion technology face a dilemma. On the one hand, the epoxy resin system should react slowly in order to completely fill the mould before it begins to gel; on the other hand, once it has been heated up the epoxy resin system should react rapidly so the mould can be made available for the next blade as quickly as possible.
In order to square this circle BASF has developed a chemical route – first slow and then fast – using so-called latent systems. Here some of the curing agents become thermally activated after passing a threshold temperature, having previously been ‘asleep’.
Tested by customers
The new BASF systems are being tested for approval around the world, with the first rotors based on Baxxodur curing agents already in use.
BASF has agreements with various rotor manufacturers that provide for switching their processes to the new chemistry plant by plant. Around the world the solution is attracting great interest, and BASF will be supplying a number of customers by the end of this year.
These latent curing agents can be easily adjusted, thereby simplifying the whole process. Below the line this means higher quality, better process stability and a lower scrap rate. Up until now, depending on external factors such as temperature, several curing agents had to be mixed together. In this case the new Baxxodur system also offers significant advantages because it can be used over a considerably greater range of temperatures. This means that the curing agent mixes do not have to be changed and adjusted every day. Stock control can be greatly simplified as only a single curing agent needs to be held in the warehouse.
Additional tasks in the epoxy based fibre-reinforced composite segment are further improvements in the core mechanical properties and in fibre matrix adhesion. This is aimed at enhancing the existing property profile that latent systems already offer in the fabrication of rotors, that is high mechanical strength, significantly reduced cycle times and higher productivity.




