

With the global trend towards renewable energy sources, the demand for wind energy is growing strongly. This is resulting in an increasing number of offshore wind turbines being constructed, but also a trend can be seen towards longer onshore wind turbine blades to reduce costs per megawatt hour (MWh). The increasing size of wind turbine blades poses a big challenge to designers and engineers to design lightweight structures that meet the requirements in terms of stiffness and, predominantly, fatigue.
Traditionally, the thermoset resin market for this application is split into unsaturated polyester based systems and epoxy based systems.
Composites based on traditional unsaturated polyester resins generally show lower fatigue performance compared to epoxy based composites. They do, however, have clear processing advantages (low viscosity, fast cure at room temperature, increased processing robustness) compared to epoxy, which could result in a significant reduction of cycle times and therefore increased productivity.
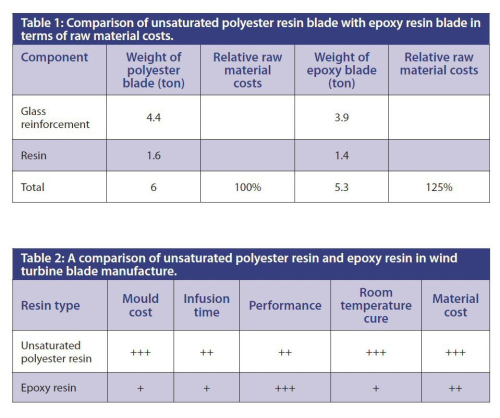
Table 1 shows a cost comparison in terms of raw material costs of unsaturated polyester resin versus epoxy resin for a typical 40 m wind turbine blade. Time savings are not shown in the table – a typical cycle time for a blade made with unsaturated polyester resin is 16 hours, while for a blade made with epoxy resin it is 36 hours.
Table 2 summarises the advantages and disadvantages of using unsaturated polyester resins versus epoxy resins for wind turbine blade applications. Generally, the costs of making the moulds and of the raw materials are significantly lower with polyester resins, which also give shorter infusion and cycle times due to faster cure at room temperature. On the other hand, the mechanical performances of epoxy resins are higher, especially with regards to resistance to fatigue.
A new resin system with a novel proprietary chemistry designated ZW7844, developed by DSM, exhibits static as well as dynamic mechanical performances comparable to the current epoxy benchmark systems. At the same time it provides a significant reduction of cycle time as the result of processing and curing behaviour similar to unsaturated polyester resins.
ZW7844 has a very low viscosity of 150 mPas at 23°C and it cures at room temperature. This means that wind turbine blade producers do not need to invest in expensive heated moulds when they choose this resin technology.
Ease of processing
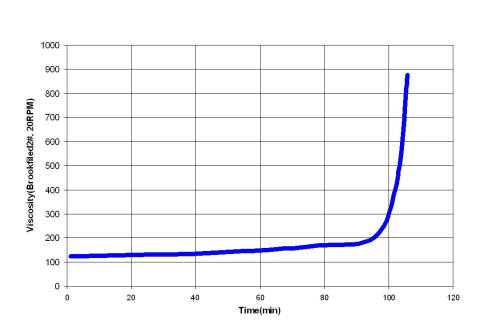
Processing and cure properties such as pot life and gel time are easily tuneable with this resin. The graph in Figure 1 shows that a very slow viscosity increase occurs with 1 kg of ZW7844 resin system at a temperature of 21°C. After more than 90 minutes the viscosity is still well within the acceptable values for processing by vacuum infusion. Therefore a pot life of more than 90 minutes can be achieved and infusion of large parts with this resin is not an issue.
The formulation of ZW7844 can be easily tuned in terms of processability and reactivity to suit any ambient conditions such as tropical conditions where a temperature of 35-40°C and high humidity levels occur. A “toolbox” has been developed by DSM to facilitate this sort of fine tuning.
Curing in both thin and thick laminates
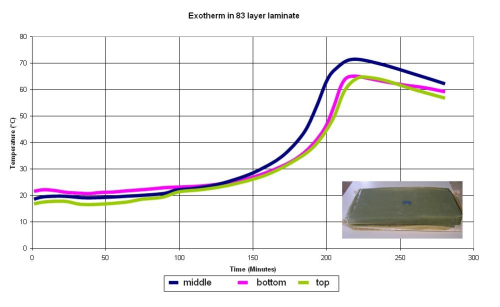
Manufacture of thick composite structures based on this resin technology does not generate a lot of heat as shown in Figure 2.
A 70 mm thick (83 layers of glass fabric) laminate was produced by vacuum infusion whilst recording the temperature development in the different areas in the laminate. The graph in Figure 2 shows that the heat generated by the exothermal reaction resulted in a temperature of only 71°C in the middle layer of the laminate, which was perfectly cured.
Compatible with multiple glass fibre types
Several tests have been performed both internally at DSM and externally in cooperation with one of the leading reinforcement manufacturers on glass reinforced composites made from ZW7844 and glass fibres with different sizings commonly used in the industry (multi-purpose sizing, epoxy sizing).
Results of transverse static mechanical properties with unidirectional laminates show that the performance of composites made with ZW7844 is consistently high regardless of the type of sizing used on the glass fibre. The resin shows very good adhesion to multiple glass fibre types and it does not need to be used in combination with a specific type of glass to provide optimal performance.
Excellent fatigue performance
The design of wind turbine blades is very often based on fatigue performance, which provides an estimation of the lifetime of the structure when subjected to cyclic loads.
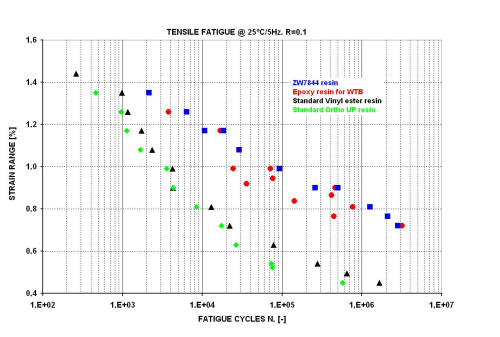
Figure 3 shows tensile fatigue performance of glass reinforced composites made with ZW7844 resin in comparison with composites made with standard orthophthalic polyesters, vinyl ester resins and a benchmark epoxy resin in the wind energy industry.
| The resin shows very good adhesion to multiple glass fibre types and it does not need to be used in combination with a specific type of glass to provide optimal performance. |
It can be clearly seen that the fatigue performances of composites made with ZW7844 are within the same range as epoxy based composites and much higher than typical polyester and vinyl ester resins.
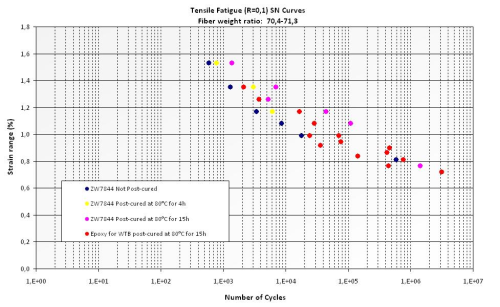
Figure 4 shows the tensile fatigue (R=0.1) performance of glass reinforced composites made with ZW7844 cured at room temperature with no post-cure and also with different levels of post-cure. In the same graph, tensile fatigue performance of composites made with ZW7844 is compared with performance of composites made with one of the benchmark epoxy systems used in the wind energy industry, cured at room temperature and then post-cured at 80°C for 15 hours.
For all the samples, the laminate build-up consists of one layer of biaxial ±45° glass fabric 806 g/m2, four layers of unidirectional (UD) ‘combi’ fabric 1250 g/m2, and one layer of biaxial ±45° glass fabric 806 g/m2; this is a typical laminate build-up for wind turbine blades. All fabrics were based on PPG glass fibres with 2002 multipurpose sizing. The fibre weight content was measured in all samples and was within the range of 70.4-71.3%.
It can be clearly seen that very high fatigue performance is obtained with ZW7844 at reduced post-cure times and even with no post-cure, which translates into shorter cycle times and increased productivity for wind turbine blade manufacturers.
Several test programmes are currently running with external parties, including wind turbine blade producers, for the qualification of this new resin system. We expect these trials to last for one year. If the results of these tests are as satisfactory as we envisage, then the first test blades will be produced. ♦
Further information
Luca Amato, Team Leader Composites & XCell, DSM Composite Resins; luca.amato@dsm.com.
This feature was published in the July/August 2012 issue of Reinforced Plastics magazine.
The digital edition of Reinforced Plastics is distributed free of charge to readers who meet our qualifying criteria. You can apply to receive your free copy by completing the registration form.



