
Structural adhesives are used to join a variety of similar and dissimilar materials effectively while achieving an optimal distribution of mechanical loads, stresses and vibrations. The range of applications stretches from bonding of single-use medical articles through to the assembly of heavy equipment.
In order to ensure the structural strength of the bondlines, the structural design of the materials to be joined and the choice of adhesive technology must be very carefully evaluated. Different constructions will pose different structural bonding demands.
Structural design considerations
The strength and long-term durability of a structural adhesive bond depend especially on the adhesive used, the materials involved, and the loading to which the construction will be exposed. The loads, in other words the external forces acting on a construction, can be classified according to five types of stresses:
- tensile;
- compressive;
- shear;
- peel; and
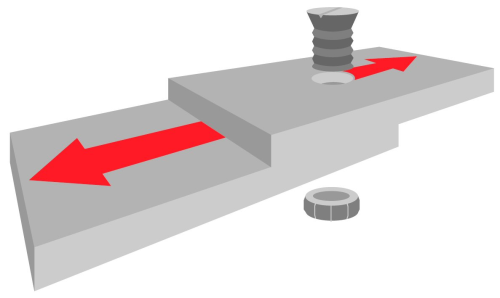
- cleavage forces.
For each type of loading, there is an adhesive technology which optimises the ability to withstand the forces acting on the component in question.
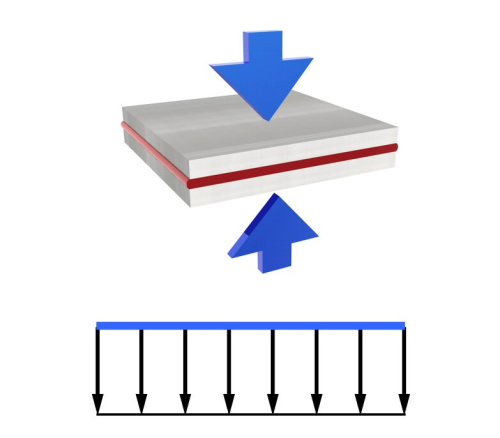
Tensile force is the force acting on a bondline when the component is pulled or stretched in a direction perpendicular to the bondline and the substrates it joins. With a pure tensile load, the stress distribution within the bondline is relatively uniform. The same load acts on each part of the bond area. This is also true of compressive loads.
A compressive force is an external force acting on a joint when the bonded materials are subjected to pressure.
In practice, pure tensile or compressive loads are generally rare and usually also involve a degree of peel loading. In industrial constructions, the most common loads are shear, peel and cleavage forces.
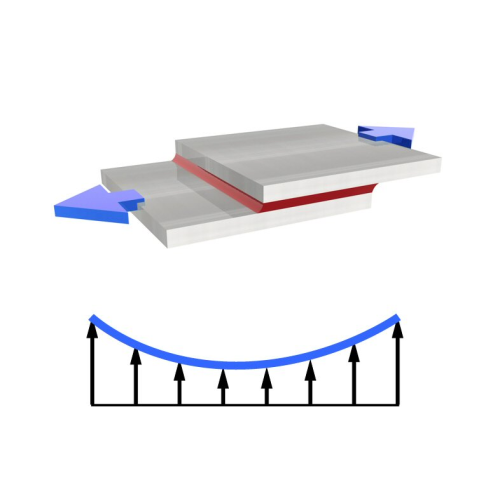
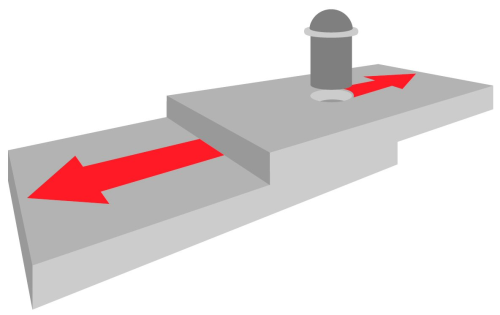
A shear force is the force acting on a bondline when the two joined parts are pulled in parallel and opposite directions.
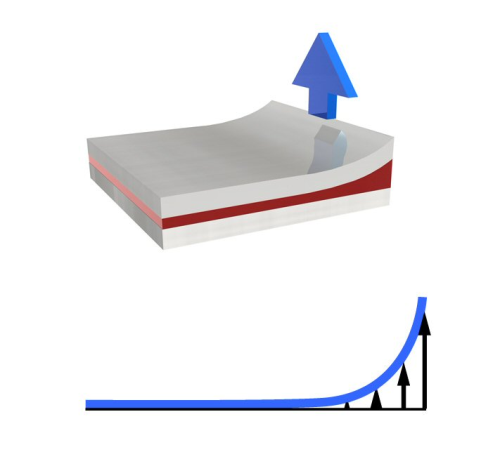
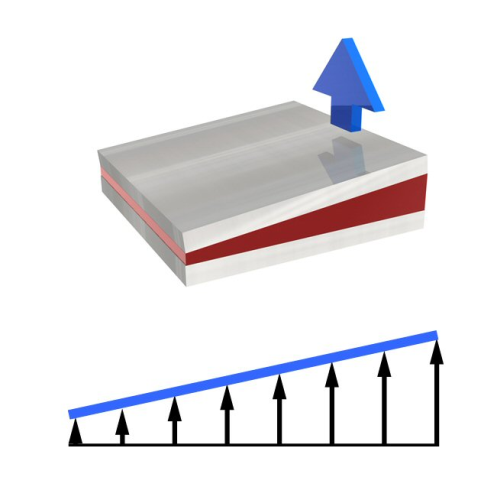
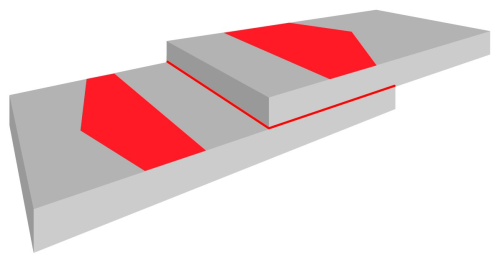
Peel and cleavage forces are very similar and are the least desirable forces acting on a structural bondline. These two forces occur when a load is applied to the end of a bondline, being of a peel nature when at least one of the parts can be easily deformed.
Although shear loads are by far more desirable than peel or cleavage loads, in all these three types of loading, the resulting stresses are distributed unevenly across the bondline. Adhesive bonds subjected to shear loading exhibit stress peaks at both ends of the bondline, while the stresses in the middle region are less intense. This load mode is probably the most frequent, especially in overlapped joints, which are the most common adhesively joined configurations. However, peel loads result in high stress concentration at just one end of the joint. If the adhesive starts to come away from the substrate at the edge of the bondline, small cracks will then propagate throughout the entire joint.
An effective adhesive bond is therefore characterised by uniform stress distribution, which is achieved by selecting the adhesive that will deliver the best performance for that particular construction.
Adhesive technologies – an overview
In industrial manufacturing, adhesives are playing an increasingly important role in the production of many different kinds of products. They offer a number of advantages that conventional joining techniques cannot match.
Compared with traditional assembly methods, adhesive bonds are superior in the presence of dynamic stress, thanks above all to their flexible nature. Rivets or bolts can only transmit forces over a very localised area (point loads), whereas in an adhesive bond, the stress distribution or force transmission is spread over the entire area of the bond. In addition, the parts to be bonded are not weakened by the drilling of holes.
The low heat build-up is another key criterion when joining parts that already have their final surface finish, for example chrome-plated steel. As non-conducting materials, cured adhesives also have an insulating effect, thus preventing contact corrosion.
The substrates involved and the demands made on the final construction are deciding factors when selecting the adhesive to be used. Depending on the field of application, various adhesive technologies with specific product properties are available for structural bonding.
Epoxies
The most widespread class of adhesives used for structural bonding are the epoxies. They are found in automotive and aircraft manufacturing as well as in the building and construction industry. Their big advantage is that they can bond both metals and plastics. Moreover, they are extremely durable, show a low tendency to creep, and only minimal shrinkage on curing. Depending on the type, they can withstand continuous exposure to temperatures ranging up to 100-200°C. A further advantage is their very good chemical resistance, although they are generally rigid.
Epoxy adhesives offer a broad potlife range of five minutes up to two hours. A long potlife can be an advantage when the parts to be joined require some time to maneuver or when they have to be repositioned after they have been assembled.
Epoxies are available as one-part or two-part systems. In one-part systems, the resin and hardener components are already mixed in the correct ratio during production and only begin to react with each other when exposed to heat. Two-part systems consist of separate resin and hardener components which are only mixed directly before application. When using two-part systems, it should be remembered that the chemical curing reaction begins immediately after mixing.
Polyurethanes
Polyurethane adhesives are also available as one-part or two-part systems. They come in a large variety of viscosities, with a broad range of cure times and different specifications regarding chemical resistance. The degree of crosslinking and hence the final bond strength is determined by the combination of raw materials contained in each of these adhesive systems. Therefore, perhaps their most relevant feature is their capability to match virtually any mechanical requirement, ranging from very rigid grades to extremely flexible adhesives. In addition, they show good resistance to many kinds of solvents.
With this performance profile, polyurethanes are therefore widely used for bonding tasks in industries with applications as diverse as bonding windshields to car bodies or assembling rotor blade shells for wind energy plants.
Acrylics
Acrylic adhesives offer a broad adhesion capability. They are able to bond a wide range of varied substrates, including most thermoplastics, and exhibit a good balance between high strength and some flexibility, which makes them one of the most frequent choices when dynamic loads are involved. Another interesting feature of this chemical family is their fast cure speed, which brings additional cost-saving opportunities in the manufacturing process. However, they usually smell and, therefore, when a large adhesive amount is involved it is recommended to apply it in well ventilated areas.
Acrylic adhesives can be either a one-part adhesive with an activator or a two-part adhesive system. The one-component adhesives do not require any mixing. The adhesive is applied to one substrate, the activator to the other, and the curing process only starts when the two surfaces are brought together. In two-part systems, the activator and the adhesive are mixed together using a mixing nozzle and then applied to one surface.
Silicones
In contrast to the adhesive systems described above, all of which are based on organic chemistries, silicone adhesives have an inorganic backbone. Unlike their organic counterparts, silicones remain highly elastic even at temperatures as low as -90°C. They are also able to withstand continuous service temperatures of up to 200°C and are exceptionally resistant to UV radiation. Applications where they can be employed as adhesives are in areas where there is a need for high flexibility and high-temperature performance capability. In addition, they show good resistance to aggressive chemical substances and excellent resistance to moisture and weathering.
Silicone adhesives are available as one-part or two-part systems. The range of applications served by one-part silicones stretches from assembly of clothes irons to vehicle manufacturing, and electrical engineering to special tasks in the aerospace industry. Two-part silicones are used in the electrical industry, household appliance manufacturing, and in the vehicle industry. They are particularly useful where atmospheric moisture levels are too low to permit completion of the curing process of one-part silicones or where an acceleration of the production process is desired.
Silane modified polymers
Silane modified polymer adhesives, often referred to as MS polymers, show very good adhesion to many different substrates. The bonds have a continuous thermal resistance of approximately 80-100°C, high elasticity (resulting in good resistance to deformation even at low temperatures), and are highly resistant to UV radiation and weathering.
Adhesives based on MS polymers are used to bond parts in rail, car and container construction, in equipment and apparatus assembly, metal and sheet metal processing, solar engineering, façade and window installation, air conditioning and ventilation systems, cleanroom equipment, and in a series of building and construction applications. The advantage of this adhesive category is that it is free of silicone oils and therefore presents no incompatibilities during downstream painting of bonded parts. ♦





