

There’s good news for compounders looking to increase their flame retardant (FR) loadings without sacrificing process viscosity.
Huber Engineered Materials (HEM), Atlanta, Georgia, USA, has introduced three new grades of MoldX™ optimised alumina trihydrate (ATH): A100, C200 and W300. Each product opens the door to higher loading levels without sacrificing processability on a compounder’s equipment.
“Huber is excited about the new MoldX grades, as they represent a major technology breakthrough for the SMC/BMC compounder,” says Gary Rex, thermoset manager for HEM. “Traditionally, formulators have had to resort to a combination of a halogen-based additive and ATH in order to pass FR certification testing. This is because the ATH loading level the compounder was able to achieve was limited by process viscosity.”
With the new MoldX grades, formulators are able to achieve ATH loading levels necessary to pass FR certification testing without the use of halogenated additives. Testing at Huber’s Fairmount Technical Center in Fairmount, Georgia, USA, have shown that a sheet moulding compound (SMC) formula containing 250 parts per hundred parts of resin (phr) of MoldX A100 (22% by weight glass fibre) when moulded to a 0.065” (1.6 mm) thickness will pass the stringent Underwriters Laboratories UL 94 5VA and UL 94 V-0 fire rating tests. Typical ATH products limited by loading levels normally require the use of halogenated additives to pass these tests at this thickness.
The win-win for the formulator includes an economical non-halogen additive and a moulded part that potentially meets European Rate of Smoke Production (RoSP) requirements. MoldX products are capable of attaining loading levels ranging from 250 phr to as high as 400 phr while still maintaining processable viscosities depending on the resin and weight percent of glass fibre.
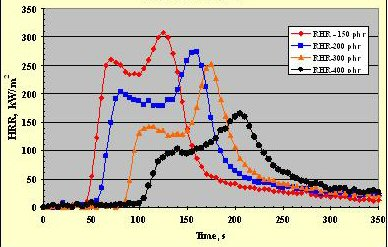
The reason higher ATH loading levels work to enable passing UL 94 certification in thin systems is shown in the Cone Calorimeter study of Heat Release Rate (HRR) versus ATH loading at 150, 200, 300 and 400 phr (Figure 1). As loading increases the HRR is not only delayed but the peak rate of HRR is lowered. This is exactly why one observes increased FR performance as ATH loading is increased.
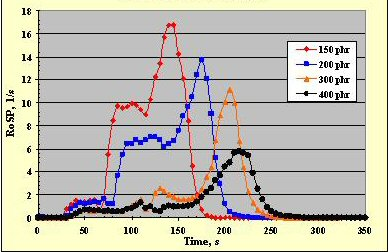
Another benefit of the reduced HRR is lower smoke generation. The graph of Rate of Smoke Production (RoSP) shows the same effect of delayed smoke generation and reduced rates of smoke production. Furthermore, the volume of smoke produced is decreased. One can see this visually by comparing the areas under the RoSP curves (Figure 2). As the ATH loading increases, the area under the curve decreases. This is not a surprise since smoke generation is directly dependent on HRR in a formulation that uses ATH as the only flame retardant.
“The MoldX grades have been optimised to give reduced viscosity as compared to typical ATH products and each offers its own unique advantages,” says Rex. “For example MoldX C200, an optimised blend of calcium carbonate and ATH, gives a lower cost formulation because of the increased displacement of resin. Nevertheless, the higher loading not only means increased resin displacement, but flame retardance equal to or better than that achieved by typical ATH grades. MoldX W300 is the ideal choice when the application calls for consistent colour as in the case of internally pigmented parts.”
Huber places an emphasis on its technical service expertise and capabilities and is continuously developing new products and evaluating its current product portfolio to meet the needs of its customers. As FR performance requirements and codes continue its rapid movement toward more stringent regulations, more manufacturers are evaluating halogen-free options, which eliminate the need for halogen-based products. Halogen-free products are proven to be more environmentally friendly, non-toxic, non-flammable and safer for the manufactured product.
“We’re working closely with our customers in customising the types of products they are expecting to meet the always changing FR regulatory environment,” adds Rex. “Our marketplace demands the creation of a variety of products to meet wide ranging requirements, but it is critical that our grades are innovative and help drive costs down. These are the key reasons we are excited about the MoldX product portfolio, as these three grades each have defining characteristics geared toward what the formulator is looking for.”
Testing
The MoldX product portfolio is currently getting a close look as current and potential customers test the attributes of the products in various applications. Interplastic Corporation is a speciality chemical company with headquarters in St. Paul, Minnesota, USA. Its Molding Products Division (MPD) is a manufacturer of SMC compounds serving automotive, consumer, marine and industrial thermoset compression moulders. Interplastic can manufacture SMC lot sizes up to 70 000 lbs (nearly 32 tonnes). This capability vastly exceeds the mixing capability of other SMC manufacturers, making it an ideal candidate to test the MoldX product series due to the potential cost savings given the scale of the company’s operations.
With the current regulatory and industry trends towards broader utilization of non-halogen flame-retardants, Interplastic is currently testing the MoldX line across several product lines.
| Product name | Value proposition | Process | Comments |
| MoldX A100 | Higher ATH loadings for increased FR properties without an increase in viscosity (loadings of 250-400 phr) | SMC BMC Hand lay-up Pultrusion | New product development Halogen replacement Smoke suppression ASTM E84 |
| MoldX C200 | Replaces resin for total cost savings Maintains FR properties | SMC BMC Hand lay-up Pultrusion | Replacement for regular ATH grades in current formulations |
| MoldX W300 | Formulation cost savings Higher ATH loadings | Cast polymer SMC BMC | Colour-sensitive applications Smoke suppression ASTM E84 |
Since MoldX is engineered to maximise loadings, higher loadings are now easily achieved compared with traditional aluminium hydroxide formulations, creating the ability to match the performance of bromine-based flame retardants in several applications.
“With MoldX A100, we are able to achieve ATH loadings that were never before practical in our SMC formulations,” says Brian LaBorn, senior chemical engineer with the Molding Products Division of Interplastic. “Flame and smoke ratings that were marginal in the past without additional additives are now achievable with the MoldX A100 filler system by itself. All of the benefits of a higher filler loading are being utilised and at the same time we are able to maintain our processing efficiency. With the resulting formulations, we have expanded our offerings in the electrical, construction and ‘New Energy’ marketplace. We’ve seen positive results from the use of the product.”
Another major industry player is Fibergrate Composite Structures Inc, a global manufacturer of fibre reinforced plastic (FRP) products for industrial and recreational use. Fibergrate is based in Dallas, Texas, USA, and has set the standard for high performance composite products with several recognised industry brands in moulded grating, structural components and handrail and ladder systems.
With several product lines serving the industry, quality control is an important element in Fibergrate’s success. The optimised formulation of MoldX A100 is currently being tested to reduce emissions and improve flame, smoke and toxicity of Fibergrate’s products. Testing is being conducted at an independent laboratory and results will be confirmed in the near future.
“We are very interested in MoldX and based on lab trials, optimistic about the potential of A100,” says Wendell Hollingsworth, vice president of operations at Fibergrate. “The product can help us attain very high loading levels and be able to use a non-halogen flame retardant to improve the formulation of our products. We’re anxious to review the test results and determine our next steps with the use of MoldX.”
Changing regulatory climate
Huber has had success over the years creating customised solutions for unmet needs of the FR industry. With the newly introduced MoldX series of products, Huber continues to be at the forefront of commercialising non-halogen flame-retardant products, especially relevant given the ever-changing regulatory climate combined with the current tough economic environment.
“We’re extremely pleased our customers have been receptive to the MoldX introduction and are seeing solid performance of the grades they are using and testing,” says Rex. “We’re monitoring things carefully, as we think these products are going to have a unique fit, and we want to ensure their success. There’s little doubt FR performance requirements and codes are only going to get increasingly stringent in the coming years, so it is going to be crucial for Huber to continue looking at products like MoldX to give the customers the benefits they are looking for with a product that is environmentally safe and cost effective.”



