



One might think, after more than 40 years of use in compression, injection, and injection compression-moulded automotive parts, glass-filled sheet moulding compound (SMC) represents an established technology with fewer prospects for paradigm shifts in performance properties or mouldability. Not even close: through global advancements, SMC has shown itself to be a versatile reinforced plastic in the areas of painted and unpainted automotive componentry – whether bumpers, fenders, exterior and interior panels, structural elements, and more recently, high-temperature underhood parts.
Technology advancements
In the last four years, SMC formulation and processing innovations have boosted the volume of SMC in automotive parts in North America. According to the Automotive Composites Alliance (ACA), a division of the American Composites Manufacturers Association (ACMA), SMC offers automakers at least seven compelling reasons for specifying this material:
- substantial weight reduction (approxi-mately 20-35% lighter than equivalent steel parts);
- reduced manufacturing complexity through part integration in a single assembly and combining structural and assembly functions;
- reduced tooling cost (40% less than tools for steel stamping);
- enhanced damage resistance from dents and dings, especially in exterior cladding (body panels), as compared to aluminium and steel;
- superior corrosion resistance;
- improved noise, vibration and harshness (NVH) properties; and
- design flexibility by accommodating shape complexity, geometric details, and depth-of-draw range.
Keith Bihary , incoming chairman of the ACA, tells Reinforced Plastics that just under 400 000 000 lbs (182 000 tonnes) of SMC material was used in 2006 in automotive and heavy truck applications in the US. Average part weight is about 20 lbs (9 kg).
“The SMC of old is not the SMC of today,” states Tom Hilburn, vice president of Continental Structural Plastics (CSP), Detroit, Michigan, USA. CSP acquired ThyssenKrupp Budd in July of 2006, which had previously acquired Budd Plastics, a leading SMC moulder in the Detroit area.
Hilburn points out that recent SMC formulations “have answered all the issues OEMs brought up, such as paint pops, high temperature resistance for E-coat application – in the range of 300-400°F (150-200°C) – plus reduced cycle times and reduced cost. SMC is now a much more robust material and tailorable to customer needs.”
He adds that CSP is working on patented bonding technologies that will provide “better bond lines, green strength and overall dimensions in SMC parts. And we are protecting our patents vociferously.” That's due in part to the ongoing consolidation that has reduced the number of major SMC moulders in the US over the past few years. Meridian Automotive Systems, Dearborn, Michigan, USA, purchased Cambridge Industries and GenCorp; and Core Molding Technologies Inc of Columbus, Ohio, USA, announced in November its intent to acquire Premix Molding Co, a custom moulder of SMC for nearly 50 years. Core is an SMC compounder and moulder, with SMC production capacity to 60 million lbs (around 27 273 tonnes) annually.
Technology synergies between CSP and Budd have garnered some new customers, Hilburn reports, who are now willing to consider SMC or a combination of reinforced plastics, since CSP is a leading glass-mat thermoplastics (GMT) moulder in its own right.
“Now we can offer OEMs the best of both worlds, and solve engineering problems from a variety of angles,” he says.
Hilburn has no doubt more paradigm shifts will pull up to the bumper in the automotive market, both literally and figuratively.
“We see underhood SMC components as a step change area of growth, along with single or multi-piece pickup truck boxes made from SMC with increased load bearing capacity, appearance, and impact.”
He also emphasises an area of formulation that has emerged since the end of 2002: toughened SMCs for Class A applications, or TCAs. Though often referred to as a class of materials, since other suppliers offer formulations to provide similar properties, Hilburn wants it known that CSP has the trademark on the ‘Tough Class-A’ SMC tag.
CSP is one of a number of compounders and moulders involved in a consortium initiated by Dr Hamid Kia, General Motors (GM)'s key SMC researcher, to improve the Class A paint finish of SMC exterior cladding during powder priming on the OEM assembly line. A very fine sprayable powder is applied to SMC and metal components simultaneously, and then under heat, the primer melts onto the body panel to produce an extremely high-quality paint finish. The goal of the consortium is two-fold: to reduce the effects of moisture and air that outgas from traditional SMC during the paint bake and create paint pops or defects in parts being primed, and to reduce the volatile organic compounds (VOCs) due to overspray from solvent-based primers.
Consortium effort
Meridian Automotive Systems is another of the consortium participants. With moulding press tonnage capacity ranging from 400 to 4000 tonnes, Meridian can mould large SMC automotive components, such as heavy truck hoods and fenders, in a single piece. The company claims to hold the majority of the exterior SMC parts market in the US for light trucks and passenger cars, and moulds hood and door assemblies, deck lids, body panels, fenders, roof panels, spoilers, step assists, back panels, wheelhouses, firewalls, grilles, and bumpers.
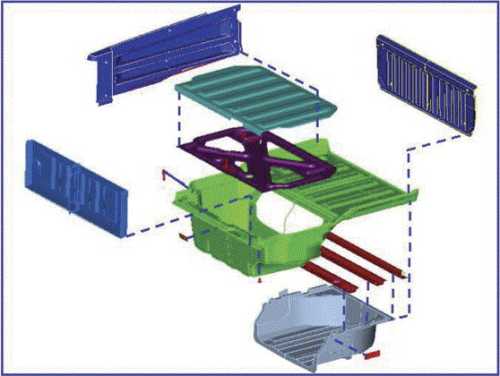
In 2003, Honda selected Meridian to help develop the 8.5 ft3 steel-reinforced composite in-bed trunk system for its first pickup truck model, the Ridgeline. The SMC components provided by Meridian for the Ridgeline, which started production in January 2005, include panels and assemblies for the box sides, headboard, tailgate, bed-floor, cargo lid, and stowage tub. Dan Dowdall, Meridian's vice president of Engineering and Product Development , reports that two proprietary SMC formulations came out of the Ridgeline project: an ultra-high-strength compound for the primary panels, and a low-density structural compound for the spare tyre tub.
“The challenge was in achieving very high mechanical properties with good appearance, low mass and robust mouldability,” he says.
He adds that composite in-bed trunk assemblies now offered on other vehicles include the Toyota Tacoma pickup and new Ford SportTrac, though these are not made by Meridian.
“Meridian is also now producing SMC heavy-duty pickup rear fender extensions for DaimlerChrysler, as well as this OEM's multi-piece removable SMC roof assembly on the new Jeep Wrangler Freedom model.”
Other vehicle models with significant SMC and composite content in moulded parts from Meridian include the Chevrolet Corvette, Cadillac XLR, GM Hummer-2, Dodge Viper, Ford Escape, Ford Edge, and Pontiac Solstice. For 2007, Meridian worked with Nissan to create a unique trunk divider panel and upper reinforcement in its Sentra sedan. The parts are formed from high tensile strength SMC. The panel creates a hidden trunk storage compartment and is configurable to allow for transporting larger items.
Among the key areas Dowdall identifies for ‘aggressive continuous improvement’ in SMC are:
- paintability (powder priming);
- value, from reduced raw material costs, improved processing and cycle times;
- low-cost tooling and affordable carbon fibre reinforcement;
- in-mould colour formulations; and
- the development of low- and mid- density compounds to reduce mass in Class A components.
Getting tough enough
The automotive market isn't new to two of the resin suppliers who are also involved in the GM powder priming consortium: Ashland Composite Polymers within the Ashland Performance Materials Group, and AOC. Both have commercialised resin systems with toughened Class A formulations that address the issues of SMC paint finish morphology during powder priming, and both predict paradigm shifts for SMC applications.
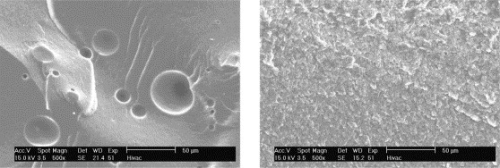
Cedric Ball, global marketing manager for Transportation, Ashland Composite Polymers, Dublin, Ohio, USA, describes what was happening to SMC in assembly line powder priming as ‘the formation of a leathery texture on the part surface.’ Both Ashland and AOC have adjusted the low profile additives (LPAs) in their resins to address the air/water outgassing that causes this problem. What's been an advantage for Ashland, says Ball, is the ability to leverage expertise within the company's Performance Materials Group and Specialty Polymers and Adhesives Group to find a solution introduced in October 2006: Arotran 610 polyester resin and a compatible epoxy-based adhesive, Pliogrip 5500, with enhanced bonding performance between the inner and outer skins of the SMC composite parts. Ball says that with this material combination “we've been able to reduce the moisture outgassing by 50% in our SMC substrates with no loss of surface finish or bonding properties.”
In discussing important SMC performance enhancements over the past few years, he cites the TCAs from various compounders as ‘lifting the limitations of SMC by reducing the defect rates on Class A parts compared to steel.’ Ashland's 600 and 700 Series of Arotran resins are all TCA formulations. Another recent product from Ashland is a grade of low-density SMC (1.45 sg compared to 1.9 sg for traditional SMC) using nanofillers. Rick Lupisella, marketing manager for the Specialty Polymers and Adhesives Group, calls this material a major breakthrough, and tells Reinforced Plastics that the formulation is in test parts on OEM vehicles now. The company is also working on a UV stable, mould-in colour formulation, based on Arotran 800 series polyester resin with EKADURE technology that will eventually allow OEMs to choose the colours they need. Currently, only black is available.
As for the next paradigm shift, Ball sees it coming in “even lighter, thinner exterior parts with no loss of physical properties and no read-through.” Compatible adhesives will make a difference, and Ashland already has chemists working side by side on the resin/adhesive mix for the growth areas he forsees: pickup boxes, large Class A parts (hoods, tailgates, deck lids), and valve covers in vinyl ester SMC.
AOC, Collierville, Tennessee, USA, had its Atryl TCA polyester formulation out at the end of 2002, with Ford Motor Co selecting this SMC formulation for its 2002 Ford Explorer SportTrac box outer panels, and hoods on the 2003 Ranger, Mustang Mach I and Thunderbird models. AOC cites a 50% reduction in surface waviness and 69% increase in toughness in this formulation compared to traditional SMC.
In reference to the GM consortium work, Mike Dettre, AOC's business manager for Closed Mold Resins, comments that adjustment in the amount of Atryl has improved powder prime capability while maintaining surface smoothness, toughness, low shrinkage, and edge pop resistance. He sees ‘GM moving to powder priming the entire vehicle and, if incorporated, the SMC parts will be treated no differently than the steel or aluminium parts.’
He says that Ford has written a Class A material specification based on Atryl TCA and has specified it ‘in virtually all of their composite Class A SMC applications. They now claim that SMC is no more difficult to finish than steel or aluminium. Atryl TCA is also accepted by GM, DaimlerChrysler, and several heavy-truck OEMs. In Europe, Aston Martin has been the first to adapt the technology for the production of front fenders and decklids.’
His view of step changes in SMC performance encompasses UV stable and conductive SMC grades, and lighter weight/high performance formulations.
Driving toward change
A compounder that has operated ‘under the radar’ for the past 35 years is IDI Composites, formerly Industrial Dielectrics, Noblesville, Indiana, USA.
“We've been a well kept secret,” states Paul Rhodes, vice president of Sales and Marketing, “primarily selling SMC to moulders and other compounders.”
That's changing now, with the company pursuing the automotive market more aggressively to get its materials specifically into headlamp housings and valve covers. Most of its SMC compounds feature a 30-40% glass filler load with a unique vinyl ester blend.
“We make tens of millions of pounds of each of our compounds for our key markets, including electrical and all areas of transportation,” Rhodes says.
He points out that rapid transit is a special focus area for IDI compounds: “There's a massive material volume there.”
And despite not being a household name, he touts IDI as the largest supplier of SMC in China, along with operating facilities in Mexico, Puerto Rico, and the UK.
“And we're thinking of expanding further,” he says.
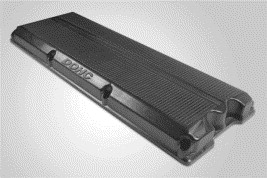
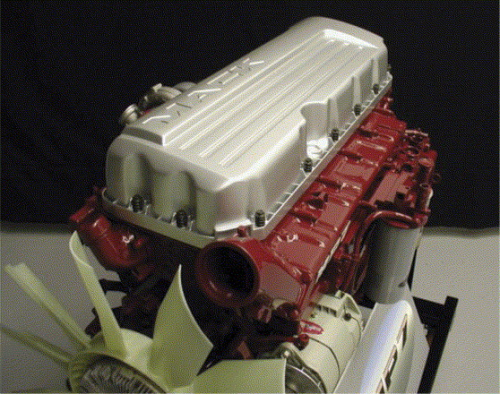
Gary Littell, an IDI applications development engineer, cites the company's release in early 2006 of AV-206 resin, a hybrid formulation design specifically to meet a key growth area he sees coming on for SMC: high-temperature powertrain system components. AV-206 is being used in valve covers to resist temperature to 300°F (149°C) yet provide a boost in tensile strength and modulus.
“In light-duty diesels, SMC provides the biggest bang for the buck in powertrain advancement by taking weight out for every dollar spent,” says Littell. “If you can take 10 000 lbs (4.5 tonnes) out of a tractor trailer, that means you gain that much for cargo. Also, diesel engines need weight reduction due to new emissions requirements going into effect this year (2007) and again in 2009. That gives SMC a chance in more valve covers, timing covers and oil pans.”
Over the last three years, IDI's production of SMC compounds has increased 150%, and an additional 30% is expected this year (though the company won't reveal its volume levels). Rhodes comments that the automotive industry's demand for replacing metal with SMC is providing his company with its highest growth area and second largest market. Littell suggests that new SMC formulations will also soon exceed the current 300°F (149°C) temperature limit for powertrain components.
As for the future of SMC in auto parts, Littell expects ‘more individualised parts designed for the engine compartment,’ and Rhodes mentions a trend called ‘appearance harmony.’ That refers to a desire by OEMs to achieve a coordinated Class A look, texture, and grade of gloss and colour intensity in visible underhood parts.
He also says that IDI Composites has created an SMC formulation that provides total reflectance, referring to the amount of light reflected on a part's surface. This compound matches the reflectance of polished metals.
“We spend a great amount of time, always pushing the envelope to answer these challenges,” Rhodes concludes. “SMC has been able to capture all the properties demanded of it so far, from tight tolerances to high colourability.”
“Don't sell SMC short,” AOC's Dettre puts it. “The beauty of SMC is that it can be formulated so many different ways to meet specific end-use requirements.”
This includes using carbon fibre as a reinforcement, with promising results in R&D but limitations due to high cost. Perhaps the ongoing expansion of the worldwide carbon fibre supply will bring sufficient cost reduction so that these formulations can drive even more performance in SMC on the road to success.


