
Vacuum infusion as a manufacturing method for large composite parts like boat hulls has become more and more widespread. However, impaired surface quality, compared to parts made by hand lay-up, has retarded the use of vacuum infusion. Surface appearance is a significant matter of quality in the boat building industry, for example.
There are many reasons known to affect the surface quality, such as resin shrinkage and smoothness of the reinforcements. There have been several ways of trying to solve the problem, and applying a skin coat is the most common way at the moment. Skin coat is a layer made by hand lay-up and is used for blocking the fibre print-through. Practically, skin coat is being used in most of the boats made by vacuum infusion worldwide. However, this concept increases the level of volatile organic compounds (VOCs) released to the atmosphere and also adds an extra step to the manufacturing process. These points weaken the benefits attained by vacuum infusion. Thus, there is a great need on the market for a good infused surface manufactured without a skin coat.
Measuring surface quality
Surface appearance can be a tricky thing to measure because it is usually based on a subjective judgement. Generally, a smooth surface is considered better than a rough one but since the decision is made by human eye, appearance can be different in different situations. In addition to the laminate structure itself, things affecting the appearance are ambient lighting, viewing angle, colour, gloss, etc. However, it should be possible to determine surface quality despite these factors.
The MicroProf®, manufactured by Fries Research & Technology, is a very versatile and modular measuring tool that is suited for a wide range of applications. It is designed for industrial product inspection and it offers a comprehensive range of metrological surface measuring systems for the non-destructive investigation of topography, thickness, roughness, abrasion, and many other properties. The MicroProf has proved to be a useful tool for laminate surface quality assessment. In addition to numerical data it also creates a 3D image from the surface which can be very useful when wanting to know which reinforcement layer is causing the surface pattern for example. In this project two surface parameters were followed, namely Ra and Wa, which stand for average roughness and waviness respectively.
Two other commercially available surface analysis methods were also tested. Wave-scan DOI by BYK-Gardner is a handheld measuring device, widely used by the car industry for paint finish evaluation. It's very straightforward to use and is suitable for both flat and curved surfaces. However, it can only measure linear profiles and it doesn’t create a 3D image from the measured area.
The ALSA™ surface analyser is a proprietary technology used for measuring the surface quality of fibre reinforced plastic panels. Developed and licensed by Ashland, ALSA has become commonly accepted practise in the automotive industry.
In both cases the results were remarkably similar to those from the MicroProf. However, of the three, the MicroProf turned out to be the most versatile method of analysis.
Correlation
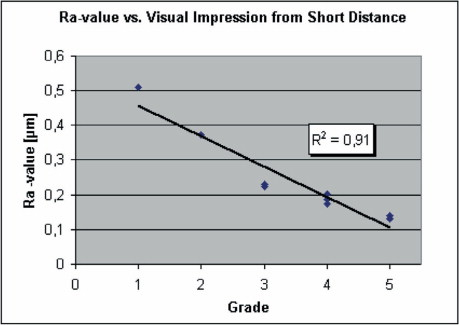
Fibre print-through is perhaps the most commonly known problem associated with a composite part's surface quality. In the marine industry, where sandwich structures are often used, the square pattern from the core material can also show on the surface very clearly. These two problems differ in significance according to the distance the surface is being viewed from – that is, fibre print-through shows up more clearly when viewed close to the laminate, and the square pattern from further away. When measuring the surface quality it is important that the results correspond with the actual visual appearance.
Therefore at the beginning of the project a comparison was made between naked-eye visual impression and numerical profilometry data. A set of reference laminates was first appraised by an evaluation group. Laminates were graded on a scale from 1 to 5 by their appearance. The same laminates were then scanned with the MicroProf and the results compared with those from the evaluation group. A good correlation was found between Ra and the fibre print-through, and also between Wa and the square pattern, so the method was proved to be reliable (Figure 1).
Ageing of the laminates
A laminate's surface quality deteriorates with time; in particular, fibre print-through becomes more dominant. This is a result of the residual shrinking of the resin, which can be drastic, especially when the part is exposed to high temperatures such as intense sunlight. Without a proper post-cure thermoset parts will always have some residual reactivity. This not-fully-cured resin will keep on cross-linking and thus, shrinking, which will have an effect on the surface quality.
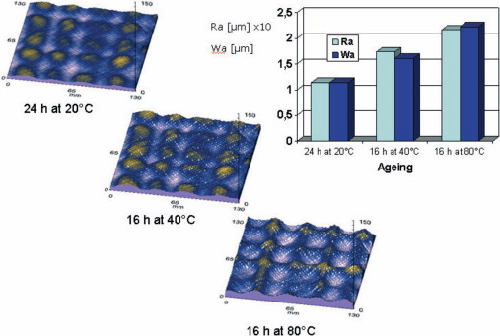
In this project, ageing of the laminates was carried out artificially in a laboratory test chamber. After de-mould the laminates were kept at room temperature for 24 hours, and then post-cured at 40°C for 16 hours. This is equivalent to a laminate that has been allowed to cure for a long time at room temperature. (This post curing is also specified by Lloyd's Register in regard to the mechanical testing of composite materials.) Finally, in order to make sure that the laminates were fully cured, they were kept at 80°C for 16 hours. After each ageing step the laminates were scanned with the MicroProf (Figure 2).
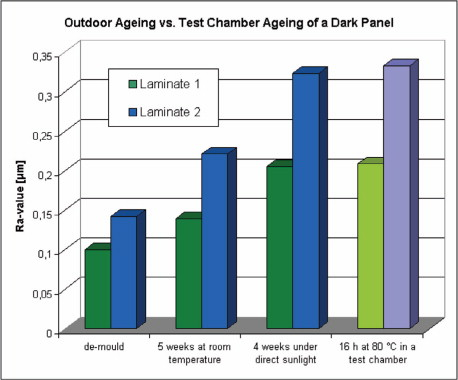
This ageing method was proved to be realistic by post curing some laminates in a real outdoor environment for a month and then comparing them to those aged in the laboratory. The results showed that the change in the Ra value was the same in both cases. However, waviness readings were a bit higher for those aged in the test chamber. This is most likely to be due to the 80°C temperature, which in this test exceeded the maximum operating temperature of the polyvinyl chloride (PVC) foam core, causing it to collapse. This showed on the laminate surface as a chessboard-like square pattern. However, it should be noted that PVC foams with a higher operating temperature range are available (Figure 3).
Resin comparison
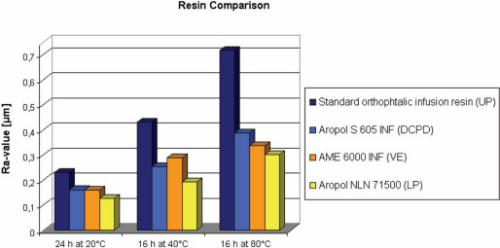
Shrinking of resin is the main cause of fibre print-through on a laminate surface. Shrinkage itself is dependent on the resin type, styrene content, etc. To determine the differences between resins a set of infusion laminates was made using selected Ashland resins. The reinforcements for each laminate was identical, and the processing variables were also kept as constant as possible during the manufacture. The resins were chosen on a basis that they were all designed to be used in marine industry. The resin set consisted of an orthophthalic polyester (UP), a new generation dicyclopentadiene (DCPD), and an AME® premium marine low shrinkage vinyl ester (VE). Out of curiosity, a new generation low profile (LP) resin (Aropol® NLN 71500) was also included in the test, although LP resins cannot be used in all marine applications. Each laminate was aged in a laboratory test chamber as described previously and after each ageing step the surface quality was measured with the MicroProf.
The results clearly showed that there were big differences between the resins. Not surprisingly, traditional orthophthalic resin showed the poorest surface quality characteristics. Its difference to the DCPD and AME resins was obvious, which is because of the optimised cure profile and lower styrene content of these resins. In general, DCPD and AME showed similar behaviour. As expected, the LP resin showed the best performance (Figure 4).
Reinforcement comparison
The reinforcement packages used in these tests correspond to a sandwich skin thickness requirement for a 10 m motor boat. It resulted in around a 3.5 mm thick laminate layer consisting of various ±45° and/or 0°/90° non-crimp stitched multiaxial fabrics (NCF). Special surface reinforcements (SR) were developed and tested to hide the fibre print-through caused by underlying layers.
Although the main reason for fibre print-through is the shrinkage of the resin, it also matters what kind of reinforcements are being used. In many cases, to optimise mechanical properties, manufacturers favour unidirectional or biaxial reinforcements which have good mechanical properties, but show insufficient cosmetic behaviour compared to chopped strand mats (CSM). The smoother the reinforcements, the better the laminate surface will be. However, a smooth fabric doesn’t always have the best handling characteristics, thus a compromise must be sought. A normal surface tissue was found to merely be compressed by the vacuum pressure against the mould surface without any significant contribution to cosmetics.
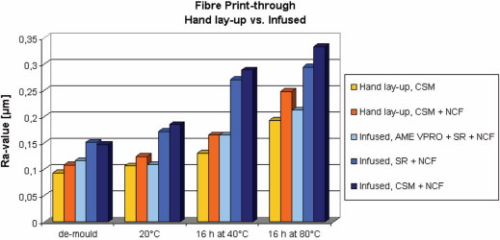
Figure 5 shows the influence of lamination method and reinforcement type on surface quality. Adding ±45° NCF layers after two CSM layers makes the surface worse in hand lay-up. The same reinforcements in vacuum infusion give a really poor result. Replacing CSM with tailored surface reinforcements improves the result. To get the best infused surface, which is comparable to one made with hand lay-up, an additional layer of barrier coat is needed.
Options – skin coat and barrier coat
Getting a smooth surface with vacuum infusion still requires some sort of surface improving layer to block the fibre print-through. Today, the majority of boat builders using vacuum infusion rely on a skin coat. Normally a skin coat consists of few layers of CSM with a high quality, low shrink resin. As well as improving surface quality, skin coat can also be used for better hydrolytic stability and to ensure good bonding between gel-coat and the laminate itself. In the case of large parts, skin coat provides more working time to put the reinforcements into the mould before starting the infusion. Over the years, using a skin coat has become so common that it has practically become part of the vacuum infusion process.
Barrier coat is the term used for an additional layer applied behind the gel-coat to protect the laminate from hydrolysis. For the best results, high quality barrier coats are typically VE based. As a barrier coat is reinforcement-free, it can be sprayed onto the mould. Barrier coat has also proved to block fibre print-through effectively and that makes it a noteworthy option to skin coat as a way to improve surface quality.
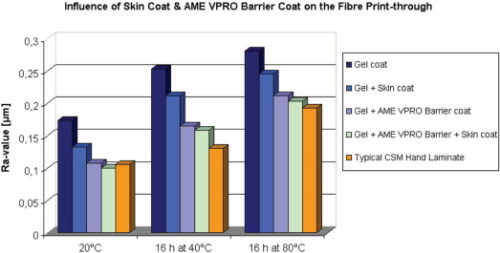
In order to determine the influence of skin and barrier coats on the final appearance of infused laminates additional test laminates were manufactured. These were typical boat hull sandwich structures with a PVC core. The set consisted of four laminates: the first one was made without skin or barrier coat; the second had an AME 6000 T 35 skin coat; the third an AME VPRO barrier coat; and the fourth one had both an AME VPRO barrier and an AME 6000 T 35 skin coat. For comparison, a reference CSM laminate was made by hand lay-up. The laminates were aged in the same way as before and the surface quality was measured with the MicroProf after each step. Gel and barrier coat thicknesses were monitored during the manufacture, aiming at 0.8 mm and 0.7 mm wet thicknesses respectively. The skin coat consisted of two layers of CSM 300 g/m2 and its targeted cured thickness was approximately 1 mm.
Results showed clear differences between the laminates. The influence of skin coat on fibre print-through can be seen as a drop in Ra value. AME VPRO barrier coat blocked fibre print-through so well that with the selected laminate structure the final Ra value was close to that of a CSM hand laminate. Adding skin coat to AME VPRO barrier coat didn’t have a notable influence on the fibre print-through (Figure 6).
Conclusions
Post-curing and consequent shrinking of resin affect the final surface quality of an infused laminate. This can be seen as a pattern on the laminate surface, more commonly known as fibre print-through. So far, the majority of manufacturers using vacuum infusion have been using a skin coat in order to block the fibre print-through.
In this project, the surface quality of infused laminates was observed and ways of improving it were developed. A MicroProf optical 3D profilometer was used to assess the surface quality. Low shrink resins together with special surface reinforcements were introduced. Tests were carried out, in which post-curing was simulated in a laboratory. It was found out that low shrink resins combined with smooth reinforcements yielded a better surface quality than traditional resin/reinforcement combinations. Moreover, it was noted that AME VPRO barrier coat blocked fibre print-through more effectively than a skin coat. It was shown that in vacuum infusion it is possible to get a surface quality equivalent to traditional hand lay-up method without using a skin coat.





