
In July, Connora Technologies, headquartered in Hayward, California, received a second round of funding to continue the commercialisation of its Recyclamine epoxy hardener series. These products are designed to substitute the commercial amine-based epoxy hardeners currently used and are compatible with standard manufacturing processes such as wet lay-up, infusion, filament winding and resin transfer moulding (RTM). A product for use in prepreg processing is in development.
According to Connora, Recyclamine cured epoxy composites have similar chemical resistance and mechanical properties as those cured using conventional hardeners, and flexibility, toughness and low temperature properties are equal to, or superior to, conventional epoxy composites.
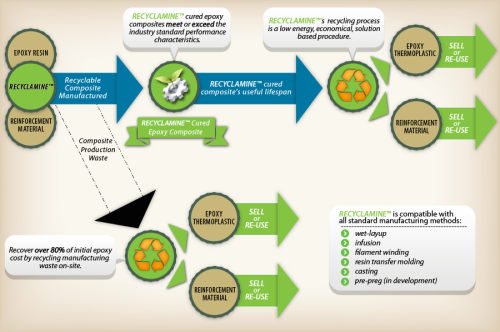
So far, so good, but here's the big news. Connora claims that using a "proprietary, low energy recycling process" both resin and fibre (e.g. carbon, glass, Kevlar) can be recovered from epoxy composite products manufactured using its Recyclamine hardeners. The recovered epoxy and fibre components can then be re-sold, re-used or repurposed.
Stefan Pastine has more than 14 years of experience in chemicals and materials science research. He founded Connora Technologies to promote sustainable design in the plastic composite industry. We asked him about his objectives.
Reinforced Plastics: What is the background to Connora Technologies?
Stefan Pastine: Connora Technologies is a cleantech chemistry and materials startup committed to solving the sustainability problems facing the composite industry by using our core expertise in molecular design.
Our immediate focus addresses the lack of end-of-life recyclability in thermosetting composites, a central issue confronting the industry. As relatively expensive, petroleum-based chemicals go into the production of composites there are clearly both environmental and economic drivers for the development of new technology that enables those materials to be recovered and reused.
Although founded in August 2011, the origins of our company go back several years. My longstanding interest in materials that change from one form to another (i.e. responsive materials) combined with a growing awareness of the composite recycling predicament drove my research towards a series of fundamental questions. Could a thermoset be programmed or re-engineered to change? Can thermoset composites be made truly recyclable?
As Recyclamine was developed, the founding of Connora Technologies emerged as the ideal vehicle to transport recyclable epoxy down the road to commercialisation and the greater composite market.
Reinforced Plastics: How was Recyclamine developed and how does it work?
Stefan Pastine: The problem with recycling epoxy-based products and other thermosetting plastics and composites is that once manufactured, they cannot be re-formed or re-used. Epoxy is intractable by design.
This quality makes it ideal for manufacturing products that value durability, but it comes at the expense of sustainability. Our starting point towards the solution was the fact that there is nothing inherent about epoxy that precludes it from being re-designed at the molecular level to be more tractable and thus, recyclable.
The solution came down to a fundamental design problem and we began tackling this problem by re-engineering the epoxy’s hardening component. The basis of Recyclamine’s proprietary recyclable epoxy technology is built on how epoxy resins are hardened. More specifically, with the exact molecules used to harden epoxy resins.
Recyclamine technology is harnessed in hardeners that are specifically engineered for each of the standard manufacturing process and ultimately enable a mechanism that converts thermosetting epoxies into thermoplastics, which are then recyclable. This transition only occurs under a very specific set of conditions – the recycling conditions – which cannot be met in any ambient environmental condition.
| Recyclamine technology is harnessed in hardeners that are specifically engineered for each of the standard manufacturing process and ultimately enable a mechanism that converts thermosetting epoxies into thermoplastics, which are then recyclable. |
| Dr Stefan Pastine, CTO, Connora Technologies |
Recyclamine hardener technology can be used with any epoxy resin and will enable composite manufacturers to make fully recyclable products with unaltered performance characteristics, while still using standard manufacturing techniques.
Reinforced Plastics: Can Recyclamine be used to replace traditional hardeners without changes in processing or affecting the properties of the finished composites?
Stefan Pastine: Recyclamine technology was created specifically with the objective of providing a direct, but sustainable, replacement for the conventional non-recyclable amine hardeners by mimicking their properties and standards. We want any industry transition towards Recyclamine to be as seamless as possible with no drop in the quality of manufactured thermoset products.
In initial testing, our Recyclamine epoxy compared favourably with the industry leading conventional hardeners.
Reinforced Plastics: Can you tell us more about the recycling technology? Is it a complex process requiring large investment?
The solution-based recycling protocol is easy to execute on a laboratory scale and the materials required for recycling are inexpensive. To better understand the environmental implications, we are partnering with University of California, Berkeley to perform a full life cycle assessment of the recycling process. We are hopeful that we will be able to find other interested parties to help facilitate the realisation of a viable industrial process.
Our technology is unique in that in enables the recovery of the epoxy thermoset resin as its thermoplastic counterpart. Unlike pyroylsis, which burns away everything except for the fibre reinforcements, with Recyclamine cured resins, potentially all components of a composite are recoverable. Consider, for example, a pair of skis, which contain a wood core, steel edges, polyethylene base, plastic top deck, as well as fibreglass/epoxy. So the technology not only has the ability to recover value out of the initial resin input, but also the many other inputs that are glued together via the epoxy.
We do not intend to commercialise the recycling process. It is a key component of the strategic adoption of Recyclamine technology and we will work openly with industry partners. It is the expectation that manufacturers will have the capability to recycle manufacturing waste on-site.
Reinforced Plastics: How long do you think it will be before you have a commercial product/s to offer the market? Are you working with manufacturers of composites products on this project?
Stefan Pastine: We are currently working with a few composite manufacturers and/or suppliers in the wind, sporting goods and automotive industries, and have received a lot of positive feedback thus far. We want to continue to establish productive relationships with the leading manufactures – the realty is to transform the way in which the composite industry views recycling (or designing for end of life sustainability) is going to require the cooperation of multiple industry leaders. A challenging but valuable goal for all parties.
Currently, Recyclamine hardeners are available for customer validation. It is expected that within the next six months they will available in small production, and within 18 months on an industial scale. Since Recyclamines are new molecules they will need to go through TSCA [US Environmental Protection Agency's Toxic Substances Control Act] review. Given the cost of regulatory hurdles we will not initially push all products to market. We are currently looking for additional manufacturing partners to help guide the strategic decisions on which Recyclamine hardeners to bring to the market first on an industrial level.
|
Epoxy resins have very good chemical resistance and strength and low moisture absorption. They are the most common matrix material for high performance composites and are frequently used with carbon fibre reinforcement. Carbon fibre epoxy composites are widely used in applications ranging from sports equipment and high performance yachts, to aerospace and automotive components. Epoxy is a thermosetting material (thermoset). Thermosets are formed from a chemical reaction when a resin and hardener, or resin and catalyst, are mixed and then undergo a non-reversible chemical reaction to form a hard, infusible product. Epoxies are cured by a hardener that is often an amine. Until now, the only widely available industrial solutions for disposing of epoxy composites waste have been landfill or incineration. Several projects however are investigating the potential for reclaiming valuable (expensive) carbon fibre from composites waste. Recycled Carbon Fibre Ltd in the UK, for example, operates a plant based on a continuous pyrolysis process which converts carbon fibre epoxy composite waste into carbon fibre products for re-use. The resin is not recovered. |
Developing the right partnerships is critical to ensuring Recyclamine hardeners that are commercialised are 'plug-in' solutions that enable manufactures to produce recyclable epoxy products.
Reinforced Plastics: Can Recyclamine be used with other resins?
Stefan Pastine: The Recyclamine is compatible with standard epoxy resins and fibres, including glass fibres. Basically, any epoxy application.
As Recyclamine is an amine-based technology, it does not crossover to polyester. Yet, another reason for industry to switch away from polyester to more environmentally friendly epoxy. ♦
This article was published in the September/October 2012 issue of Reinforced Plastics magazine.
You can also download a pdf file of the article here.
The digital edition of Reinforced Plastics is distributed free of charge to readers who meet our qualifying criteria. You can apply to receive your free copy by completing the registration form.



