




The new composite parts were designed and manufactured by motorsport specialist Galway Carbon of Ireland.
Each of the 11 composite body panels was manufactured using Scott Bader’s Crestapol® 1250LV urethane acrylate resin reinforced with carbon fibre and Kevlar (aramid fibre) fabrics using a vacuum infusion process. To further reduce weight, a foam core was also used in the bonnet.
Overall, the 11 new composite body parts supplied by Galway Carbon reduced the DS3’s original 1200 kg curb weight by over 56 kg.
In motorsport, every kilogram counts ...
Replacing the car's original pressed steel body panels, including the nearside door, bonnet and the boot, with the carbon-Kevlar composite components reduced individual part weights by 82% up to 89% in the case of the boot.
| Replacing the car's original pressed steel body panels with carbon-Kevlar composite components reduced individual part weights by 82% up to 89%. |
The original steel boot weighed 16 kg compared to only 1.8 kg for the new composite boot.
The composite door panel weighs only 2.9 kg including the inner frame, replacing the original 20 kg nearside steel door.
The largest composite panel was the front bumper, with a surface area of 1.75 m2, which Galway Carbon redesigned down to a weight of only 2.17 kg.
There were also a number of originally fitted glass reinforced plastic (GRP) parts on the Citroën DS3 rally car. These were also replaced with new carbon-Kevlar parts which, according to Galway Carbon, are significantly stiffer, stronger and over 50% lighter than the original GRP body parts.
Infusion process
Galway Carbon employs the vacuum infusion process to ensure the quality, finish and consistency of its products. For a number of years now, Scott Bader Ireland has been the company's preferred resin supplier, with all of its closed moulding consumables being supplied by East Coast Fibreglass Supplies Ltd.
Galway Carbon selected Scott Bader's Crestapol 1250LV acrylic resin in preference to an epoxy infusion resin due to a combination of faster processability, reliable application performance in use and lower costs.
“There are several reasons why we chose Crestapol 1250LV," explains co-owner Sean Hession.
|
Neil Gray, Global Business Manager, Crestapol resins, Scott Bader Co Ltd, discusses the development and properties of Crestopol 1250LV. The key composite requirements for Galway were lightweight and strength. They used Crestopol 1250LV rather than epoxy as it gave:
Crestapol 1250LV is a next generation product developed from our successful Crestapol urethane methacrylate range of resins, which have been sold globally for several years into demanding, niche applications (pultrusion, high performance fire smoke and toxicity (FST) etc). The resin was specifically developed to challenge established epoxy systems for use in carbon fibre applications. It has been optimised to offer a balance of properties and advantages in use. The resin exhibits a range of attributes:
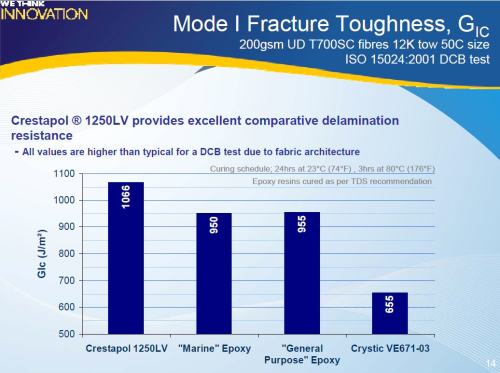
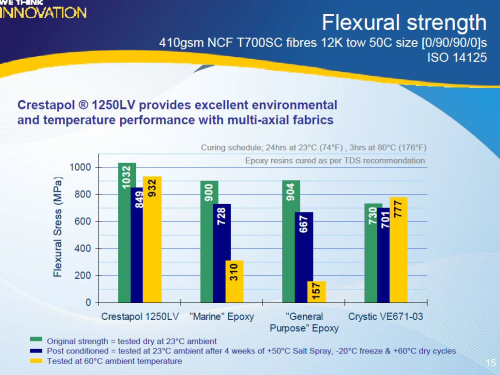
An R&D programme lasting aproximately 2.5 years has evaluated performance of Crestopol 1250LV/carbon fibre laminates using standard carbon fibre against two standard epoxy resins and a standard vinyl ester resin. The results show that Crestopol 1250LV demonstrates improved performance across a range of tests and at elevated temperatures and after accelerated ageing (see Figures 1 and 2 for the results for Mode 1 fracture toughness and flexural strength). UK company Axon Automotive has also used Crestapol 1250LV in its energy efficient city car concept, which uses a patented carbon fibre beam technology to produce a body frame weighing only 50 kg. |
"The resin‘s mechanical performance is exceptional, combining the strength and durability needed to reliably cope with harsh rally car racing conditions; being a Scott Bader product we have a high level of confidence in its quality."
"From the processing side, it is extremely good for vacuum infusion, with very rapid cycle times at room temperature which is way ahead of any comparative epoxies, and the surface finish is excellent."
"The final reason is that overall Crestapol has proved to be more cost effective than any epoxy resin we have ever used as we don’t need to do any oven curing.”
"Following on from this project, we have now started using Crestapol 1250LV for a number of our existing products where we have always used epoxies before and we plan to use it for many more new racing car body panels and other applications,” he adds. ♦
This article will be published in the July/August 2013 issue of Reinforced Plastics magazine.
The digital edition of Reinforced Plastics is distributed free of charge to readers who meet our qualifying criteria. You can apply to receive your free copy by completing the registration form.