

ITW Plexus says that, unlike the relatively slow-curing epoxy systems, polyesters and two-part polyurethane adhesives traditionally used, these methacrylate adhesives chemically fuse fibre reinforced plastic (FRP) composite stiffener spars and perimeter flange joints. They are also reported to give increased peel resistance and fatigue resistance. Room temperature snap cure properties have helped to increase production rates and eliminate the high capital expenses and energy costs associated with post-bake ovens which are required to cure some epoxies. No abrasion or surface preparation is required.
According to the company, its MA560 and MA590 adhesives are becoming increasingly accepted in the wind energy industry because they also increase blade performance and reduce processing time.
The new adhesives developed by ITW Plexus for the wind sector are said to offer the following attributes:
- they chemically fuse composites to give strong bonds;
- superior bonding strength is achieved;
- little or no surface preparation is required;
- they give high resistance to stress, fatigue and outdoor exposure;
- room temperature curing mechanism; and
- certified by Germanischer Lloyd Wind Energy (GL Wind).
As a result of using these products the manufacturer can expect to experience the following benefits:
- reduced production costs;
- shorter assembly times;
- increased throughput;
- reduced component weight;
- improved blade quality and manufacturing process;
- excellent resistance to water and UV; and
- the performance, cost effectiveness and reliability needed to be competitive in a demanding market.
Case Study
Terom Wind Energy, of Bologna, Italy, has designed and manufactured a small wind turbine – the ATBV26 – suitable for low wind speeds, using a wide diameter rotor, multi-pole direct drive permanent magnet generator, variable pitch, active pitch and yaw control system. Nominal power is reached at a wind speed of less than 8 m/s and energy yield is high at 3000 equivalent hour production in a site with average wind speed of 5 m/s.
Glass fibre reinforced polymer blades have been designed and produced using a vacuum infusion process. This system allows complete saturation of glass reinforcements with resin and offers a very good fibre-to-resin ratio. Blade components, made using special moulds, are then finished and bonded together using a Plexus structural adhesive. The result is a strong but light product, with very good mechanical properties.
Servicing of the blades
ITW Plexus has also developed some unusual adhesives/fillers which it claims are becoming a standard for servicing wind blades in the field. Plexus MA530 and MA425 adhesives can fill gaps up to 18 mm in depth and consequently are now being used to fill cavities. Because of their good adhesion they are less dependent on the condition of the surface. In addition, the products do not require heat for curing, which gives the service engineer the flexibility to do the job in the field.
Parent company, ITW PPE, can offer a range of added-value products to the turbine manufacturer, including water based mould release systems and leading edge coatings in order to optimise production processes and minimise maintenance costs.
|
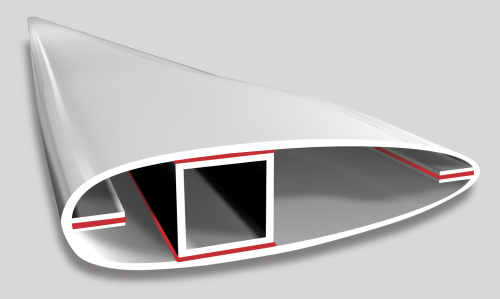
1. Effective resistance to bending & fatigue This is a major consideration in blade design as the outer composite shell cannot perform this function without the assistance of internal stiffening. Box and C-shaped structures are often used to provide the required bending strength and stiffness (see diagram); these stiffening structures are bonded to the interior of the turbine blade. 2. Strength & durability As the blade parts are generally bonded together, strength and durability of the adhesive bonds are a major design consideration. This can become a limiting performance factor in conjunction with the performance of the composite itself. According to blade qualification procedures, the bending strength and fatigue strength must be sufficient for a 20 year life, and part of the procedure requires full scale testing on prototype blades. 3. Adhesive requirements
|


