


In mass-market vehicle manufacturing the use of epoxy composites has become widespread. From the early days where composites were used for non-structural exterior applications such as car boots and bonnets, they are now being used for structural applications as well as the mass production of vehicle parts.
Epoxy resins reinforced with fibres produce composite materials with mechanical performance and corrosion resistance properties that are comparable to, if not higher than, metal for structural applications. Composite materials offer high mechanical strength, stiffness and better impact resistance.
Substituting conventional materials with composites can reduce vehicle weight, produce better fuel efficiency and improved power-to-weight ratios that lead to an overall better performance.
Speeding up the process
A major challenge to the use of composite materials has been the ability to reduce production cycle times. Because of this, many manufacturers are re-evaluating their chosen processing methods with a view to speeding up production rates and total production volumes, while also aiming to keep quality at a premium and investment costs down.
Aerospace-derived prepreg materials for autoclave cure were most frequently used within the racing and high-value sectors of the automotive industry. However, for composites to be cost-effectively applied in mass production, both the manufacturing processes and resin systems needed to be adapted accordingly.
New epoxy liquid resins have subsequently been developed for a wide variety of out-of-autoclave processes, such as resin transfer moulding (RTM).
Other fast curing epoxy systems and specifically expandable epoxy systems (EES) are also available for wet compression moulding. Involving moderate investment costs, EES allows the easy and exact moulding of complicated shapes and the possibility of extremely short cycles times up to 45-60 seconds at 145-160°C.
Innovative designs
Huntsman Advanced Materials has recently been involved in various ground-breaking automotive composite projects with different global manufacturers. For example, an Araldite® RTM system was selected for the production of the first carbon fibre chassis from Lamborghini on the Aventador LP700-4.
The Araldite resin and Lamborghini’s ‘RTM-Lambo’ technique created a robust and lightweight chassis with an excellent power-to-weight ratio. In combination, this system offers a cost effective solution for the quick and repeatable production of structural parts with high mechanical and thermal properties that are comparable to autoclaved prepregs – proof that RTM is fast becoming an excellent industrial solution.
For the mass production of parts, however, standard RTM processes needed to be improved and a faster solution for RTM developed.
RTM – moving from low to high pressure systems
Epoxy RTM systems used in automotive applications are bi-component systems and most commonly consist of a formulated resin and a formulated hardener. When the process starts, the chemical components are warmed to the required temperature in storage tanks and kept separate in continuous re-circulation through the circuit of the dosing machine up to the inner part of the mixing head. This ensures their viscosity remains constant throughout the process.
The low viscosities of Huntsman’s resin systems play an essential role in the entire process from the dosing and mixing right through to impregnation and good fibre wet-out in the mould.
Standard RTM is also known as ‘low pressure RTM’ because the system components (resin and hardener) are usually mixed through a static, helicoidal mixer at a relatively low pressure, most often lower than 15 bars. The mixture then feeds the mould containing the reinforcement, also at low pressure.
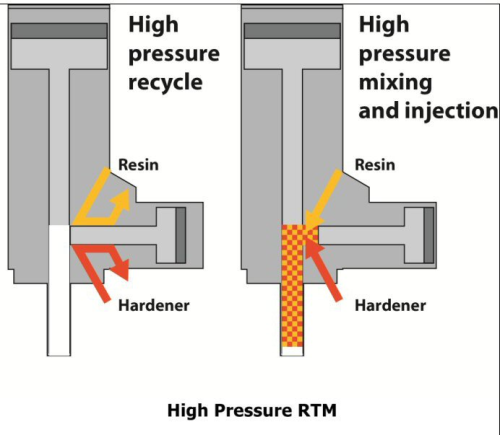
In comparison, for ‘high pressure RTM’, the mixing is managed by the high speed counter-flow of the reactive components with appropriate injectors or ‘jets’ in a cylindrical mixing chamber (whose diameter can be as small as 4-5mm) at high pressure, most commonly above 50 bars. The chemicals meet and mix thoroughly in the small cylindrical cavity, converting their kinetic energy into turbulence.
The computerised control determines the precise amount of liquid materials required by each different mould and calculates a precise injection time for pump output. When the machine’s control sends an injection command, the piston sealing the mixing chamber is operated hydraulically, the mixing chamber is opened and the liquid components are sent through pressure-inducing nozzles.
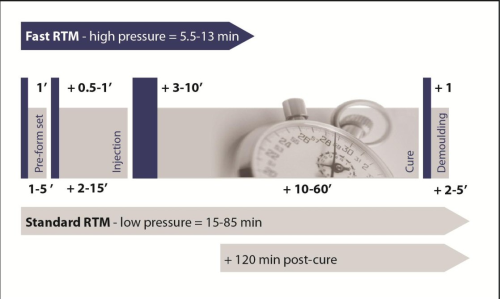
| With the latest developments in high pressure RTM there is now potential to produce finished parts in 4.5-13 minutes, which equates to a significant time saving up to 85%. |
The laminar flow of liquids leaves the head through an injection nozzle that fits a hole drilled into the mould. All the blended material is therefore quickly transferred into the cavity, without waste. This transfer operation is also performed under very high pressure, higher than 50 bars. The control panel then sends a signal to the hydraulic pack which quickly closes the mixing head and brings it to the rest position. This quick action cleans out the cylindrical wall of the mixing chamber, removing any residual liquid. Therefore, these heads do not require any flushing with solvents or detergents.
With standard RTM, part production in the mould takes between 15-85 minutes. In most cases, a post cure is required to develop the ultimate performance. With the latest developments in high pressure RTM there is now potential to produce finished parts in 4.5-13 minutes, which equates to a significant time saving up to 85%.
Taking RTM to the next level
RTM has traditionally supported the consistent production of high-quality parts and provided flexibility which allows designers to produce complex shapes with composites that simply wouldn’t be possible with conventional materials. The latest material developments and processes in high pressure mixing are taking RTM to the next level, providing a commercially viable solution that meets increasing demands for fast processing and shorter cycles for volume production in the mass market.
Huntsman Advanced Materials now offers epoxy resin systems for both standard and high pressure RTM with superior performance. These systems are already proven in offering advanced processing properties and significant production time savings.
The future of epoxy composites in the automotive industry is greater than ever before. Offering an extensive range of innovative formulated systems that are proven to meet the processing and performance requirements of the automotive market for composites, Huntsman Advanced Materials is able to cater to the sector’s needs, both in high-end applications and mass manufacturing, more effectively than ever before. ♦



