

| ... we are quite optimistic that the first Airbus aircraft part specified with HERO will enter into service during 2015. |
| Uwe Lang, Evonik |
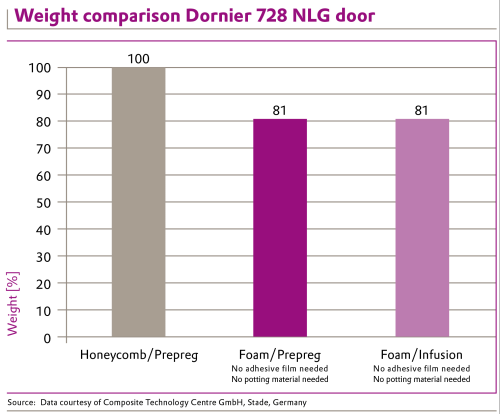
The study was performed on the nose landing gear doors of a Dornier 728. The component was manufactured using ROHACELL HERO foam core and an infusion process and compared with a part manufactured using honeycomb core material and prepreg.
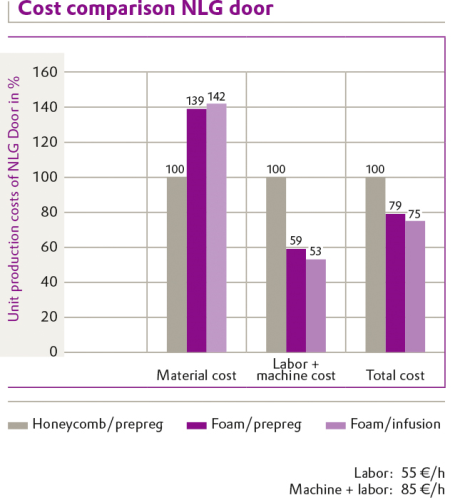
The foam core/infusion design resulted in a finished part with 25% lower overall manufacturing costs and a 19% weight saving, produced in almost half the time.
The comparison
This cost and weight evaluation project was carried out by the Composite Technology Centre GmbH (CTC), located in Stade, Germany.
CTC, a subsidiary of Airbus, focuses on developing cost-effective serial production technologies for carbon fibre reinforced plastic (CFRP) aircraft components. In 2013, CTC was running a number of projects to evaluate methods of fabricating lightweight CFRP sandwich parts for Class A and B aircraft applications. Evonik submitted samples of its new ROHACELL HERO foam core material to CTC to evaluate as an alternative to honeycomb.
Evonik reports that the HERO core material has the highest elongation (9-10%) and lowest resin absorption in the ROHACELL range, along with the best impact damage resistance and visual detectability.
To obtain meaningful comparative processing data, CTC evaluated three sandwich construction designs:
- autoclaved honeycomb core (64 kg/m3, 4.8 mm)/epoxy prepreg resin system;
- autoclaved HERO core/epoxy prepreg; and
- infused HERO core/liquid epoxy resin.
The results proved that both foam core designs took significantly less time and cost to produce. The autoclaved HERO/epoxy prepreg option was calculated to be 21% cheaper overall than the honeycomb design. However, the HERO core/epoxy infusion resin out-of-autoclave option was the lightest design (-19%) and lowest cost to produce (-25%), and took 18 hours less time (-43%) to fabricate.
Simpler production process
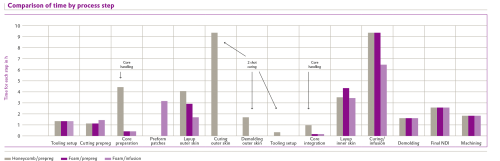
The production time of 42 hours for the honeycomb/prepreg design was reduced to only 24 hours for the infused ‘single shot’ HERO infusion design.
This was primarily a result of the elimination of two key steps in the ‘two shot’ curing process for the autoclaved honeycomb/ prepreg design: the lengthy prepreg core preparation time; and the need to separately cure, demould and then integrate the carbon fibre reinforced outer skin with the honeycomb prior to the second stage cure. The net result was a near doubling of moulding capacity.
CTC notes that these savings in time and cost have been achieved for a part with comparatively simple geometry. As the complexity of a part increases, the savings in processing time and costs exponentially increase in favour of an infused foam core over an autoclaved honeycomb laminate design, it says.
“With the new HERO core production cost could be reduced, as it enabled us to use a simplified manufacturing process compared to honeycomb," says Remo Hinz, R&D Project Leader, CTC.
"The characteristics of HERO foam made it possible to adapt the design for better manufacturing without a weight penalty. A key redesign requirement was equal performance, which we expect to be confirmed in further planned tests. Additional potentials to further reduce weight may be possible by milling the foam core to a load path optimised shape.”
Reduced materials costs
The nose landing gear doors with the infused HERO core/epoxy resin design were fabricated by INVENT GmbH based in Braunschweig, Germany.
ROHACELL 71HERO core (the lowest density HERO grade at 75 kg/ m3), woven carbon fibre fabrics, and RTM 6, an Airbus-qualified Hexcel epoxy resin, were used. Evonik supplied the foam core material machined to the exact dimensions needed.
Unlike a honeycomb core, ROHACELL PMI foams have a closed cell structure. This means it is not necessary to apply either a core filling paste ‘potting material’, as there are no open edges to seal, or an adhesive film to bond the core to the skins. A foam cored part can be simply infused in one shot.
As well as saving costs by removing the potting material and the adhesive from the bill of materials, the CTC trials logged the elimination of 4 hours of preparation time.
Damage tolerance
Another benefit of the ROHACELL HERO foam core option over the honeycomb design is lower maintenance, repair and operations (MRO) costs.
The possibilities of skin debonding problems due to water pick up during its service life are avoided with a closed cell core material. In contrast, over time, MRO issues can occur with a honeycomb sandwich part due to cracking of the epoxy resin or the potting material. This cracking can lead to water ingress into the open cell honeycomb cavities. The subsequent vaporising and then freezing of the water inside the open cavities during the temperature cycling extremes faced by an operational aircraft lead to internal damage.
A critical factor the CTC project team also had to take into consideration was the need to use a core material which can provide both damage tolerance and visual damage detectability. ROHACELL HERO provides the same level of damage resistance and visual inspection detectability as honeycomb, and the overall high performance mechanical properties required.
The damage performance of ROHACELL HERO was independently validated by the Fraunhofer IWM Institute in Halle, Germany. A series of comparative impact tests were performed according to ASTM D7766/D7766M –11 on cut specimen test pieces taken from both the HERO core foam infused laminate design and the original honeycomb/prepreg laminate system. Impact testing at 35 J impact energy and -55°C and subsequent NDT confirmed that damage size and depth between the foam specimen and the honeycomb specimen were the same.
Technically better, and safer
"While a honeycomb core is usually the lightest sandwich design for simple shaped, flat parts, for a more complex part, a closed cell core foam, such as ROHACELL HERO, is technically the better and safer material to specify as water ingress issues are eliminated and debonding failure risks are significantly reduced due to the greater surface area adhesion of a closed cell foam with the sandwich laminate outer skins,” concludes Professor Herrmann, Head of CTC.
Following this study the ROHACELL team is now working on several structural application projects with Airbus, where various grades of HERO are being evaluated for a range of Class A and B applications.
“Based on trials so far, we are quite optimistic that the first Airbus aircraft part specified with HERO will enter into service during 2015,” reports Uwe Lang from the Sandwich Technology, ROHACELL division of Evonik.


