
![Figure 1: Carbon fibre with standard sizing in polyamide 6 matrix (top left); carbon fibre with thermoplastics-compatible TPC sizing (bottom left); performance of Sigrafil C30 T050 carbon fibre with different sizings [4] (right).](/media/32xomslp/7485c93b-4917-4b0f-a35e-b69a643ceb93.jpg)
![Figure 2: Schematic diagram of process flow in film impregnation [5].](/media/qifgnj1c/d0100c03-f8ac-4d2d-8709-858ab197e518.jpg)
In the future, lightweight design will become increasingly important for eco-friendly and sustainable mobility owing to the shortage of resources, especially fossil fuels. New lightweight design concepts and high-performance materials like Carbon Fibre Reinforced Polymers (CFRP) are therefore required. In addition to the ecological challenges, the economic constraints of global markets also have to be taken into account. For serial production of CFRPs, in particular, there is continuing high demand for cost-efficient materials and process technologies. Composite materials are already used today in many high-performance applications such as aerospace, wind energy or super sport cars. These materials offer advantageous properties compared to other material solutions, such as high specific strength and stiffness together with excellent crash and fatigue behaviour [1, 2]. In the past few years, composites have penetrated the automotive industry on a broader front but still in limited lot sizes. This is due to a number of challenges within the CFRP value chain.
Challenges along the value chain
Unlike metals, composite materials are created during the actual production process. Depending on the manufacturing technology used, the reinforcing fibres may be pre-impregnated with the polymer (prepreg) or placed as a textile in a mould and impregnated with the polymer via infusion, followed by a curing process. It is therefore necessary to harmonise material and semi-finished product properties and behaviour with the manufacturing process. This is also true for the design of the component. The design has to address the load and application requirements of the structural component but also the characteristics and constraints of the manufacturing process. A ‘design to manufacturing’ approach for CFRP materials is required, when it comes to cost-sensitive high-volume applications like automotive. Another challenge for today’s composite technology is the material utilisation ratio. With a high-performance reinforcing yarn like a carbon fibre, a mechanical performance potential of 4.000 MPa strength and 240 GPa stiffness in the case of, for example, a 50k heavy tow (Sigrafil® C30 T050) is offered. This potential can be utilised by advanced material technology involving fibre/matrix interaction and load path-oriented fibre architecture within the composite. High-volume production processes, in particular, require fast material systems in order to reduce processing times and therefore production costs. In this respect, thermoset materials and their related manufacturing technologies are limited by polymer chemistry and the processes required, such as infusion and injection.
Carbon fibre reinforced thermoplastics – technological and market potential
The challenges described confronting today’s composite technology can be addressed by thermoplastic materials. Due to their ability to deliver fast manufacturing processes, Carbon Fibre Reinforced Thermoplastics (CFRTP) can be a game changer in terms of production costs for high-volume industries in the future. This article argues that the material utilisation ratio can be improved by customised fibre/matrix interfaces. Together with textile technologies addressing load path-oriented fibre architectures, the lightweight potential of carbon fibres can be better utilised than at present. The textile processing feasibility of thermoplastic-based semi-finished materials is shown in a separate section within this article. Besides their potential for cutting costs and increasing mechanical performance, CFRTP composites also offer recycling possibilities that enable sustainable lightweight products to be achieved. Aimed at high-performance continuous fibre-reinforced parts for optimised lightweight constructions, most thermoplastic composites are reinforced by low-tow aerospace-grade carbon fibres (3k to 12k) that are relatively costly. By using larger industrial-grade carbon fibres (heavy-tow carbon fibres like 50k SIGRAFIL C30 T050) both the reinforcing fibre and the manufacturing processes for the thermoplastic component can be optimised in terms of total material costs. Consequently such material systems can be the enabler for high-volume applications in, for example, the automotive and consumer goods industries. In this industrial segment, carbon fibre demand is expected to show sustained growth at higher rates than in the aerospace and sports goods industries. SGL Group currently estimates that global annual demand for carbon fibres will increase to approximately 100 thousand tons per annum by 2020, with the industrial segment having a share of 75%. Continuous carbon fibre-reinforced thermoplastics will play a pivotal role in this context and therefore will contribute to the breakthrough of modern lightweight constructions.
Customised sizing technologies and their impact on mechanical properties
SGL Group has implemented a comprehensive research and development program focused on customised sizing technologies in order to achieve optimised fibre-matrix interaction for different matrix polymers. Within the thermoplastic material class, SGL Group has the matrix materials such as polyamide 6 (nylon 6) for moderate-temperature applications [3]. For higher temperatures, matrices like PPS or PES are the materials of choice. In March 2014 SGL Group introduced a thermoplastics-compatible carbon fibre to the composites market. The sizing of this fibre is designed for polyamide 6 matrix applications but the fibre also showed very high compatibility to other matrices, for example PPA. Figure 1 shows a standard SGL carbon fibre with an epoxy-compatible standard sizing compared with the new thermoplastics-compatible TPC sizing. Both fibres are embedded in a polyamide 6 matrix. In the top image (standard sizing), it can be seen that there is poor fibre adhesion to the matrix. In contrast, the carbon fibres with thermoplastics-compatible sizing show very good fibre-matrix interaction. After rupture of the test specimen, matrix material adhesion to the fibres can be seen (see image bottom left). This advanced fibre-matrix interaction is evidenced in the mechanical properties of unidirectional laminates (see Figure 1 right). In a 90° bending test, a bending strength of more than 100 MPa can be achieved by the CFRP with thermoplastics-compatible carbon fibre reinforcement. Compared with the CFRP with standard carbon fibres, this represents a performance increase of more than 100%.
Comparison of process technologies to produce semi-finished materials
Various process technologies – based on different levels or grades of the raw material (especially the polymer) – are known and established nowadays for the industrial production of fully impregnated unidirectional tapes (UD tapes). This section will make a qualitative comparison of four different process technologies based on different raw material systems.
- Film impregnation
- Powder impregnation
- Solvent impregnation
- Melt impregnation
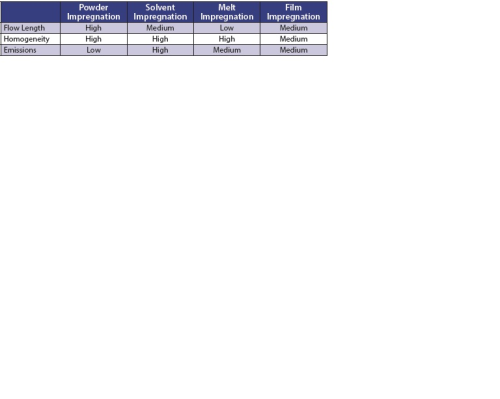
Figure 2 shows a schematic diagram of process flow in the ‘film impregnation’ method. The unidirectional textiles can be provided on a creel pre-spread from an upstream process (see Figure 2) or can be spread inline during the UD tape impregnation process. The polymer material is provided as a film on a creel. Film is deposited on both sides of the textile material in order to reduce flow length through the thickness of the textile. After the ‘marriage’ of the textile and polymer material, a melting, impregnation, and consolidation unit is used to produce a fully impregnated UD tape. Edge trimming or slitting to final width then takes place on an inline slitter before the material is wound up onto one or more creels. In the other impregnation methods mentioned, the process flow of the carbon fibre-based textiles is similar. Only the polymer feed method and impregnation/consolidation unit are different and depend on the grade of the raw material. In the melt impregnation method, for example, the polymer is fed into the process as pellets via an extruder. In Table 1, the four process methodologies are compared with regard to the flow length of the polymer through the thickness of the textile, process emissions, and the homogeneity of the impregnated UD tape product. It can be seen that acceptable homogeneity of the UD tape can be achieved with all process technologies. The big differences can be seen in the level of emissions and varying flow length. Both parameters have a direct and major impact on process and therefore product costs. Higher emissions mean greater effort and cost for safe and healthy engineering. The flow length through the thickness of the textile is linked directly to impregnation time and therefore to impregnation costs.
Part 2 will look at textile technologies for thermoplastic composites.
Acknowledgments
University of Stuttgart; Institute for Aircraft Design (IFB): Figure 6; braiding machine. Some results relating to process technologies for UD tapes were obtained in a research project carried out within the publicly funded ‘MAI Carbon’ Leading Edge Cluster.
References
1. G. W. Ehrenstein; ‘Faserverbund-Kunststoffe: Werkstoffe, Verarbeitung, Eigenschaften’, 2nd edition, Hanser, München, 2006. 2. H. Schürmann; ‘Konstruieren mit Faser-Kunststoff-Verbunden’, Springer Verlag, 2007. 3. M. Flemming, S. Roth, G. Ziegmann; ‘Faserverbundbauweisen: Fasern und Matrices’, Springer, Berlin, 1995. 4. A. Erber, S. Spitko; ‘Customized Sizing Solutions for Carbon Fibre reinforced Polymers’; I.C.S. Conference; March 2014; Paris. 5. Manuscript ‘Composite Processing” of TU Munich; Chair for Carbon Composites (LCC). 6. A. Erber, K. Drechsler; ‘Damage Tolerant Drive Shafts with Integrated CFRP Flanges’; SAMPE Seattle Conference 2010. 7. A. Erber; ‘Material Innovations and Design Concepts for Thermoplastic Composites’; 4th International Congress Automotive Composites; December 2013; Cologne.
Read Part 2 of Expanded role for thermoplastic composites
This article was published in the July/August 2014 issue of Reinforced Plastics magazine.
The digital edition of Reinforced Plastics is distributed free of charge to readers who meet our qualifying criteria. You can apply to receive your free copy by completing this short registration form.





