
For many years composite material solutions based on SMC have greatly contributed to creating light weight components and assemblies for automotive markets. DSM says that a major improvement in weight reduction is now possible by using a combination of its high performance low profile additive Palapreg® H2700-01 and surface modified hollow glass spheres. DSM adds that it has been able to reduce the density of the Sheet Molding Compounds (SMC) mouldings to around 1.3 g/cm3 compared to the conventional ‘Class A’ formulation of 1.85 g/cm3 (i.e. a 30% reduction), while maintaining surface quality and mechanical performance. This combination allows the production of even lighter parts, supporting automotive OEM’s targets of reducing carbon emissions.
Light weight composites for lower emissions
Fuel savings and the reduction of carbon emissions are high on the agenda of automotive OEMs, driven by strict legislation and the increasingly greener purchasing behaviour of car users. At the same time, drivers want more car functionality and performance for less money, causing OEMs to keep a close eye on manufacturing costs. For that reason car makers have been looking for effective ways to reduce weight and make their manufacturing more consistent at the same time. DSM is one of the leading suppliers of synthetic resins used in SMC systems. Besides working on new SMC systems that bring better performance, DSM says that it has introduced a number of solutions for improved sustainability. Recent examples include the commercial introduction of styrene-free, cobalt-free, and bio-based material systems.
The low-weight challenge
To obtain lighter weight SMC formulations, high density inorganic fillers such as calcium carbonate (CaCO3) can be partially replaced by hollow glass spheres (HGS). However, only a fraction of the fillers can be exchanged by these spheres. When higher HGS quantities are added the processability of the SMC paste is normally troublesome due to much lower paste viscosity. DSM adds that another challenge is the selection of the right HGS type. Choosing a wrong HGS type will result in crushing of the HGS during the SMC moulding process, leading to lower mechanical performance and bad surface quality. In addition to these issues, HGS are known to have poor adhesion to the matrix and to the paint. This is a challenge for parts with high demands on surface quality and for applications where painting is required.
Low Profile Additives
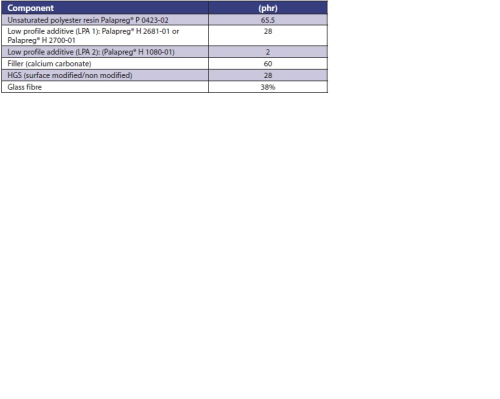
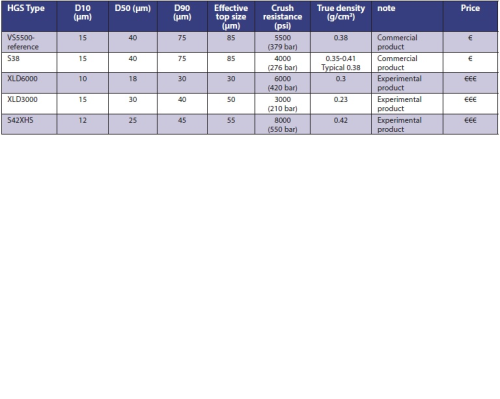
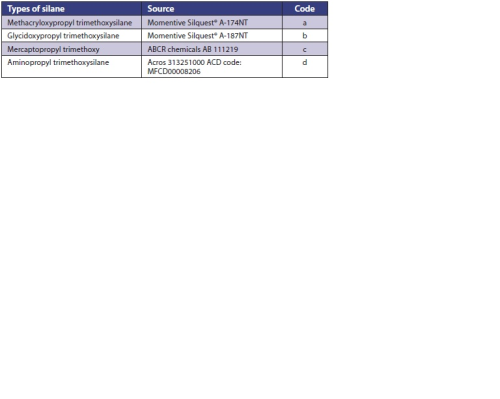
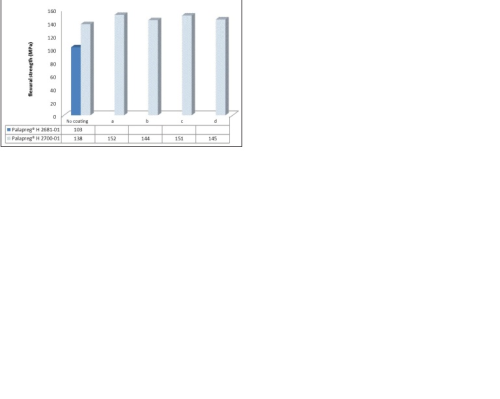
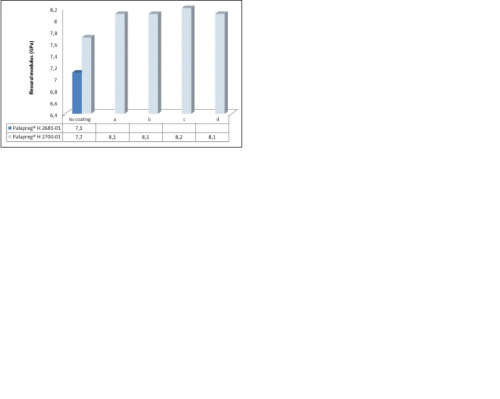
In order to tackle the low weight challenge DSM has used a combination of polyester resin with the newly developed high performance Low Profile Additive (LPA) Palapreg® H2700-01. This new LPA improves mechanical properties of SMC parts, in addition to providing easier de-moulding and lower emissions from cured parts. Palapreg® H2700-01 is commercially used in SMC parts made for leading automotive OEMs. Beside these advantages, DSM says that it has found that when used together with surface modified HGS this LPA can also promote the adhesion between the hollow glass spheres and the matrix. A starting formulation for a low density ‘Class A’ SMC paste is shown in Table 1. A formulation with the high performance LPA Palapreg® H 2700-01 was compared to the conventional LPA Palapreg® H 2681-01. The optimum filler to HGS ratio was found to be 60:28 (on a volume basis) in order to have the right balance of SMC paste viscosity and process-ability, mechanical performance and moulded part surface quality. In order to optimise density, crush resistance, mechanical strength, and surface quality, DSM started to evaluate several HGS types. Based on experience it is known that lower particle sizes will typically result in better surface quality, so types with small diameters were selected (see details in Table 2). Experimentally no huge differences in mechanical properties were observed when using different HGS types, therefore DSM selected the VS5500 type based on commercial availability and cost. Next the effect of silane types was evaluated (Table 3) on promoting the adhesion of the HGS to the matrix. The procedure for treating the surface of the hollow glass spheres was adapted from the procedure provided by Momentive Performance Materials, the supplier of the silanes. Employing these silanes DSM prepared several SMC formulations, all having a density around ~1.3 g/cm3 and all these formulations could be processed into parts with ‘Class A’ quality. With regard to the flexural strength using the high performance LPA Palapreg® H 2700-01 clearly showed a significant increase (~30%, compared to using the conventional LPA Palapreg® H 2681-01). Further details are shown in Figure 1 (bar labeled ‘no coating’). Employing Palapreg® H 2700-01 in combination with sized HGS, DSM says that the flexural strength on average marginally increased and was relatively insensitive to the type of sizing applied (Figure 1, bars labeled ‘a’ through ‘d’). Regarding the flexural modulus, employing only Palapreg® H 2700-01 again resulted in a significant improvement compared to using the conventional LPA Palapreg® H 2681-01 (Figure 2, bar labeled “no coating”). Employing the combination of sized HGS and Palapreg® H 2700-01 significantly improved the flexural modulus. Again, with sized HGS tested, the flexural modulus appears to be relatively insensitive to the type of silanes. In this respect the combination of Palapreg® H 2700-01 with HGS is quite robust (Figure 2, bars “a” through “d”).
Additional value
When moulding parts with a formulation based on the high performance LPA Palapreg® H 2700-01 also a much easier de-moulding was observed (significantly less stearate required) compared to the conventional LPA, helping to reduce production times for SMC components.
Conclusions
By using a combination of high performance low profile additive Palapreg® H2700-01 and surface modified hollow glass spheres, DSM says it is possible to reduce the density of SMC mouldings to ~1.3/cm3 compared to the conventional ‘Class A’ formulation of 1.85 g/cm3 (i.e. a 30% reduction), while maintaining surface quality and even improving mechanical performance. This combination allows the production of even thinner and lighter parts supporting automotive OEM’s targets of reducing their carbon footprint and fuel emissions.
This article was published in the May/June 2014 issue of Reinforced Plastics magazine.
The digital edition of Reinforced Plastics is distributed free of charge to readers who meet our qualifying criteria. You can apply to receive your free copy by completing this short registration form.




