

















COMPOSITES EUROPE is organised by Reed Exhibitions in cooperation with the European composites industry association EuCIA, the German reinforced plastics association AVK, the German engineering association VDMA (Verband Deutscher Maschinen- und Anlagenbau)'s Forum Composite Technology, and Reinforced Plastics magazine. In 2014, it will be co-located with ALUMINIUM 2014, the leading trade show for the aluminium industry.
The trade show is preceeded by AVK's annual conference on 5-6 October.
COMPOSITES EUROPE 2013, held in Stuttgart, attracted more than 9000 visitors.
In this preview we look at some of the developments on display during the exhibition. (Companies are listed in alphabetical order.)
ar engineers GmbH Stand number: 8b/A26 Website: www.ar-engineer.de
ar engineers will show a complete carbon fibre sailing boat at COMPOSITES EUROPE 2014 to convey the idea of composites knowledge transfer in varying industries. The team at ar engineers has over 10 years of experience in design, simulation and realisation of sophisticated composite projects in areas such as aerospace, America's Cup and Formula 1.
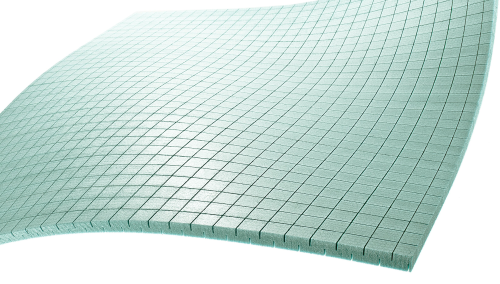
Armacell Stand number 8a/F16 Website: www.armacell-core-foams.com
Armacell will showcase its environmentally friendly structural PET foam core product family: ArmaFORM PET. These polyethylene terephthalate-based structural foam core materials are used in sandwich constructions for the building and construction, rail and road transportation, marine and wind turbine markets.
Armacell PET foam cores are manufactured in an energy and resource-optimised production process and are fully recyclable. And now Armacell scientists have developed a technology that enables the production of PET foam boards with consistent, reliable qualities made from 100% post-consumer PET materials: ArmaFORM PET GR(een). Compared to the standard PET foams using virgin PET resin, the foaming process of ArmaFORM PET GR(een) is reported to lead to a 30% lower carbon footprint, the greenhouse effect is reduced by 34% and energy consumption is lowered by 40%. The results are even better when compared to other core foams like PVC, SAN, PUR or XPS.
The properties of ArmaFORM PET GR(een) compare favourably to the standard grade, including outstanding fatigue properties and wide processability with regard to temperature (curing temperatures up to 180°C are possible). The core can be used in various lamination processes (including infusion and prepreg) and with various resins (polyester, epoxy). ArmaFORM PET GR(een) is available in densities of 60-200 kg/m3.
Biowert Industrie GmbH Stand number: 8b/A36 Website: www.biowert.de
Biowert Industrie GmbH claims to be the first to use grass cellulose as fibre filler in natural fibre composites. Its AgriPlastBW composites contain 30-75% natural fibre and are said to be very easy to process. AgriPlastBW has better technical characteristics than neat thermoplastics and is up to 25% lighter than glass reinforced plastic (GRP) and other comparable composites, Biowert reports. Its pricing is also competitive.
AgriPlastBW contains up to 75% cellulose made from locally grown grass and thermoplastic resins like PP, PE and PLA. Most of the composites are produced with recycled plastics, but virgin or biodegradable resins can be used as well. AgriPlastBW is a lightweight and dimensionally stable material that is by nature resistant to wear, fire, and hot and cold temperatures. Due to the high purity of the grass cellulose, AgriPlast is easy to process, versatile and suitable for extrusion as well as for injection moulding.
The composites are 100% recyclable, contain no antimony or halogens and can be incinerated without residue. The composite can be dyed any colour.
The cellulose contained in AgriPlastBW is produced in a biorefinery in rural Germany. The grass it uses is harvested by local farmers and left to ferment. The silage is then 'washed' in the biorefinery until, after several stages, only cellulose is left. The process produces fibres of 'exceptional' purity. The cellulose can be used as filler for plastic composites or as insulating material. The organic residue of the process is turned into renewable energy and organic fertiliser.
BREYER Stand number: 8b/C31 Website: www.breyer-extr.com
BREYER is presenting its FiberShape gap impregnation technology, which is said to enable the automated production of a carbon fibre reinforced plastic (CFRP) vehicle bonnet in 15 minutes. The composite bonnet weighs about 5 kg.
The equipment essentially consists of only 6 modules – a basic machine with mould carriers, a tool kit, and an injection system, vacuum device, temperature control and handling system. The tool comprises a tool frame and two mould halves. The maximum clamping surface size is 1.2 m x 1.7 m (other sizes are being considered). The tool has been optimised to allow direct painting of components, which is an essential step to more efficient and automated production.
For the set-up of the machine no elaborate foundation is necessary, as it is for presses. Both process and machine are designed for low pressures (<10 bar) and hence the whole construction is less extensive than high pressure machines. Fast open-close movements can be carried out by saving energy with linear units.
For a fully automated production line the machine is provided with handling systems that can be easily integrated into the machine concept.
Chromaflo Technologies Stand number: 8a/B22 Website: www.chromaflo.com
Following the release of its EMEA pigment paste lines for thermoset applications at COMPOSITES EUROPE 2013, Chromaflo will launch two new thickening pastes and an inhibitor dispersion at this year's show.
The Plasticolors® AM line offers a number of chemical thickening pastes for sheet moulding compound (SMC) and bulk moulding compound (BMC) applications. The two new products are customised for the EMEA market. AM products are among the most consistently reactive magnesium oxide dispersions available and are designed to deliver a specific, controlled, thickening response.
The Plasticolors Inhibitor IN line consists of liquid inhibitor additives. The new product, IN-90761, consists of 10% PBQ in a MEK-styrene blend and was specifically formulated for the European polyester market.
At COMPOSITES EUROPE 2014, Chromaflo will also present its full range of products for thermoset applications. The portfolio includes specialised pigment pastes for unsaturated polyester (CF line), polyurethane pultrusion (UPL line), other polyurethane processes (DL line), epoxy (EDC-ND line) and plasticiser applications (DTP line). The company also provides custom-formulated dispersions, colour matching and toll processing.
Chromaflo will give a presentation about the effect of fillers on the colour of composite parts during the COMPOSITES Forum (8b/D36).
DD-Compound Stand number: 8b/E06 Website: www.ddcompound.com
DD-Compound will present its latest development for the vacuum infusion process: the MTI® valve.
The core element of DD-Compound's MTI (Membrane Tube Infusion) process is the MTI hose. This is used wherever spiral hoses or other suction media were previously used. This is said to result in higher quality parts with reproducible results, greater process safety and lower costs compared to other procedures and conventional vacuum infusion. The MTI hose can be used for all part sizes and any degree of complexity, from small trim parts up to rotor blades. It can be used for prototypes, small series and batch production and also for mould building.
The new MTI valve is placed at the resin infusion line. It controls the resin infusion into the part by means of pressure. Thereby the valve limits the infusion exactly to the amount of resin with which an optimum fibre volume ratio suitable to the respective fibre is reached. Supervising the resin supply is not necessary (provided that enough resin exists).
The most important benefits of the MTI valve are:
- CFRP and GRP components can be produced with an optimum fibre volume ratio;
- reproducible results are easier to achieve; and
- working hours (and costs) can be reduced.
All DD-Compounds products are available worldwide and the Gazechim Group has recently been added to this distribution network.
Evonik Industries Stand number: 8b/F20 Website: www.evonik.com/composites
Aircraft manufacture requires optimal design at low cost. Sandwich components satisfy the requirement of low weight combined with the highest possible rigidity in, for example, spoilers, flaps and paneling. Evonik's new ROHACELL® HERO polymethacrylimide (PMI)-based structural foam core material for sandwich components has been developed to meet the stringent requirements of aircraft manufacturers on damage tolerance and damage visibility after impact events such as bird strike or hail. Evonik says composite components employing ROHACELL HERO are also significantly less expensive to produce than counterparts with a honeycomb core structure.
High-rigidity components currently use honeycombs as core material, explains Evonik. As a result of their open hexagonal cells and low inherent rigidity, fabrication is complex and expensive. Foam cores require only a simple one-shot manufacturing process and save on core filler or adhesive film. This reduces processing time, costs, and even weight. A direct weight and cost comparison has been carried out with a typical honeycomb design on a nose gear door of the Do728. By replacing the honeycomb core by a ROHACELL HERO foam core and changing to an infusion process, the cost of the CFRP component was reduced by 25% and its weight by 19%.
Another problem with honeycomb structures is water accumulation in the cells during flight. The resulting increase in weight and, as a possible secondary effect, debonding of the sandwich facing layers necessitates repair or replacement of the component. The foam core solves these problems, considerably reducing the airlines’ operating costs.
The required damage visibility for, for example, hailstones, runway debris or tool drops, has been confirmed by impact tests with impact energies of up to 35 J, carried out by the Fraunhofer IWM Institute. Even for damage inflicted with an open covering layer and at relatively high impact energies, the damaged area remains impermeable thanks to the closed-cell ROHACELL foam. This means that spreading of the damage due to water penetration and further spreading by frost, as occurs with honeycomb, is prevented. And in case of damage, repairing the foam-based sandwich is simple.
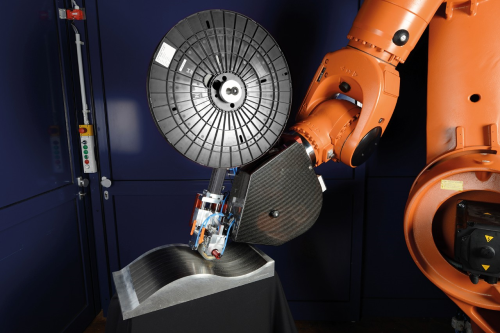
Fraunhofer Institute for Production Technology (IPT) Stand number: 8a/F20 website: www.ipt.fraunhofer.de
To help in the drive to automate the manufacturing processes for composite components the Fraunhofer IPT has developed its Multi-Material-Head, a tape placement system for the production of components made of fibre reinforced plastics (FRP) and for localised reinforcement of components and semi-finished products made of FRP.
The compact tape placement head has a modular structure, allowing it to process unidirectional continuous fibre-reinforced thermoplastic tapes, thermoplastic prepregs and dry fibre rovings on the same machine. The base platform, which can be adjusted to fit various robot and portal systems, can be equipped with interchangeable material feed and cutting units, cooling or heating elements, as well as additional customised modules, depending on requirements.
Both laser systems and infrared emitters can be used as heat sources. The machine can thus be retooled swiftly to adapt to the processing requirements of thermoplastic tapes, thermoplastic prepregs or dry fibre rovings. Consequently, the system is of particular interest to smaller companies or research institutes which will have access to three different technologies using only one machine.
The Fraunhofer IPT will customise the Multi-Material-Head for its clients. Depending on the intended use, an individual standard head or a complete system including robotics can be configured specifically for a particular purpose.
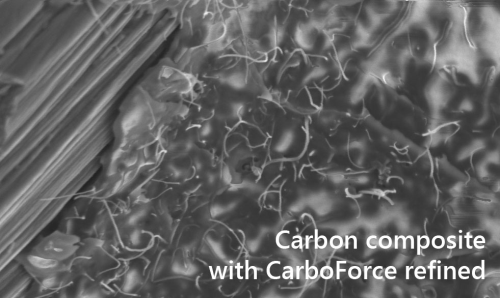
FutureCarbon Stand number: 8a/H01 Website: www.future-carbon.de
FutureCarbon is introducing CarboForce, a carbon nanotube (CNT)-based polymer system that improves the mechanical properties of fibre composite material by up to 300%. Various mechanical properties and the lifetime of GRPs and CFRPs can be significantly enhanced at the microstructure level.
Designed as a polymer system (e.g. epoxy or cyanate ester resins) CarboForce features specially refined CNTs. The masterbatch design allows a homogenous dispersion into the target resin to give a resulting CarboForce concentration of as little as 0.5 wt%.
Proven during the INNO.CNT project CarboSpace with EADS Astrium, crack formation of refined composites and internal friction are minimised. Critical parameters such as fracture toughness, tensile and interlaminar shear strength (ILSS) are improved by up to 70%. The operating temperature is increased while lifetime can be improved in the range of 300% or more.
Gurit Stand number: 8b/B12 Website: www.gurit.com
Gurit will be showcasing its latest products for the automotive and defence industries. This year the company will launch its full range of automotive composite materials, designed for a variety of applications, both structural and cosmetic. Gurit has focused on providing a range of prepregs for cosmetic and press moulding applications. For cosmetic carbon applications up to 160°C, Gurit will highlight SC 160, for use in autoclave, using the same chemistry as its SC 110 Cosmetic Carbon Prepreg. The company will also launch the SE 160 prepreg for high volume compression moulding techniques, offering fast/snap cure with hot in/out processing.
These products enhance Gurit’s current automotive range, which includes:
- SC 110 Cosmetic Carbon Prepreg;
- SE 200 high strength structural carbon prepreg, based on a toughened epoxy system; and
- SE 300, a prepreg for high temperature composite applications, combining the ease of processing and handling convenience of epoxy resins and high temperature stability up to 330°C.
Gurit will also launch its ballistic protection prepreg PF700. The need to reduce the weight of armoured vehicles has led to the use of composites within this market. PF700 has been developed to meet FST requirements and conforms to the threat levels required by this market. The prepreg is suitable for production of flat panels in a press moulding process or for more complex parts by autoclave.
Henkel Stand number: 8a/D44 Website: www.henkel.com
Henkel will be showing a range of composite technologies for the automotive and aerospace industries.
For the automotive industry, Henkel is highlighting its Loctite MAX polyurethane-based composite matrix resins said to cure significantly faster than the epoxy products usually employed in the RTM process. Due to their low viscosity, the polyurethane resins penetrate the fibre material more easily, thus enabling very short injection times.
Composite components are rarely used for the visible body parts of production vehicles, as the required post-treatment of the surface for subsequent painting has been too costly and time-consuming. Working with KraussMaffei and a network of further partners, Henkel has developed a surface resin transfer moulding process that enables the cost-effective manufacture of paintable composite components under mass production conditions. With their high-quality as-moulded surface finish, these can be used for automobile body exteriors without the need for post-treatment. To make this possible Henkel developed a Loctite three-component polyurethane-based matrix resin system that contains not only the resin and hardener but also a high-performance release agent. This means the component is easier to demould, and the process readily lends itself to both automation and efficient mass production. Partners in this project include carbon fibre manufacturer Zoltek and the sports car builder Roding Automobile. The technology showpiece adopted for the development for this process was a carbon composite roof segment of the 950 kg Roding Roadster R1 sports car.
For the aerospace industry Henkel's products include benzoxazine resins for injection processes such as VARTM (vacuum assisted RTM) and a family of bezoxazine prepreg systems covering various application requirements. The bezoxazine resins and prepregs can be stored and transported at room temperature, resulting in a significant reduction in energy consumption. They also offer a weight saving of up to 30% over conventional metal structures.
KraussMaffei Stand number: 8b/G14 Website: www.kraussmaffei.com
KraussMaffei is presenting its machinery and moulds for processing thermoplastic and thermoset matrix systems. Its primary focus is on creating solutions that can be used to mass manufacture lightweight automotive components. The company's most recent work has involved the development of the RTM process to enable it to be used with thermoplastic matrix systems.
| The use of thermoplastic matrix systems, which are generally more cost-effective than thermoset ones, has not been possible until now. This is mainly due to their comparably high viscosity when in a molten state, which more or less prevents pore-free impregnation of the dry semi-finished fibre products under acceptable processing parameters. |
| Erich Fries, Head of the Composites/Surfaces Business Unit, Reaction Process Machinery Division, KraussMaffei. |
Its potential for automation makes RTM an attractive option for mass production of FRP automotive components but it has mainly been used to process thermoset systems, such as epoxy resin. In cooperation with Volkswagen and BASF, KraussMaffei has now succeeded in transferring the use of thermoplastic matrix systems to the RTM process.
In this so-called T-RTM process, a low-viscosity, reactive caprolactam system is injected into a closed, isothermally heat-balanced mould lined with endless fibre-reinforced semi-finished textile products, where it is then polymerised into polyamide 6 (PA 6). The polymerisation process takes place after the fibres have been saturated and the curing time is very short. The first products manufactured using the T-RTM process are B-pillar reinforcement prototypes made at the FRP TechCenter of the Volkswagen Group Research Center in Wolfsburg, Germany.
Key to the success of the T-RTM process was the adaptation of the caprolactam systems currently in use. A metering machine specifically adapted to processing the extremely low-viscosity system was also required.
New Materials Bayreuth (NMB) Stand number: 8b/F40 Website: www.nmbgmbh.de
In collaboration with the University of Bayreuth, NMB has recently developed a horizontal, technical-scale prepreg plant. This enables the production of unidirectional (UD) as well as fabric reinforced prepregs with a width of up to 30 cm by hot-melt impregnation. A range of resin viscosity can be covered due to a modular coating unit consisting of three different resin application systems. The equipment also facilitates processing of high temperature resin systems, such as benzoxazines or cyanate esters. Technical details on this prepreg plant will be presented at COMPOSITES EUROPE.
NMB has also developed a technology to enable the cost-effective production of fibre reinforced thermoplastic components. It combines compression and injection moulding in one manufacturing cell and as a result, short cycle times can be realised.
The system combines a compression injection moulding machine ENGEL ESP 4400H / 2500 V with a parallelism controlled vertical clamping unit (25,000 kN), with a horizontal injection unit. The vertical clamping unit is more advantageous than conventional injection moulding machines because gravity can be utilised during the combined compression and injection moulding process. This enables the production of endless fibre thermoplastic composites with integrated borders and ribs by injection moulding with cycle times of 60-90 seconds. This approach enables the production of lightweight, high-quality components on a single manufacturing cell and a single process step, creating a large potential for reducing manufacturing costs.
RAMPF Tooling Solutions Stand number: 8a/C20-C26 Website: www.rampf-gruppe.de
RAMPF Tooling Solutions, a producer of materials for model, mould and tool construction, and First COMPOSITES (1C), a manufacturer of carbon composite structures, will share a stand at COMPOSITES EUROPE 2014. This follows the companies' successful collaboration on the use of epoxy resins in composite materials.
RAMPF will also introduce its new RAKU-TOOL® Close Contour Paste CP-6131 at the show. This has been used in a prepreg lay-up tool for producing motor hoods, which will be displayed on the stand. After post-curing, the paste has a temperature resistance of up to 170°C, making it possible to produce prepreg parts with high-quality mechanical properties. As well as the time saved by using this paste for direct tooling (no original model is needed), no sealing for the seamlessly smooth surfaces is necessary, which can easily be polished to a high-gloss finish. Heat is distributed quickly and evenly throughout the tool, and there few limitations to the geometry of the components that can be produced.
RAMPF Tooling Solutions will also highlight a 1:30 scale model of a wind turbine blade. Its mould was produced using resin infusion. The RAKU-TOOL Close Contour Paste CP-6060 used is designed for the production of large models and moulds in the wind power, shipbuilding and automotive industries.
RUCKS Maschinenbau GmbH Stand number: 8b/C44 Website: www.rucks.de
RUCKS has manufactured a preforming machine, Type KV 298, for the technical centre of the BMW Group in Munich, which is being used for developing preform elements. Particular attention was paid to material handling, which has extremely high transfer speeds and can adjust to the various carbon-stack widths.
The machine essentially consists of three stations: charging, heating, and forming. The material is automatically transported between the three stations by a 3-axes linear system driven by a servo-motor. The preforming process is fully automatic and guarantees reproducible results.
The charging station serves to position the carbon stacks, which are then automatically further processed. By means of two cross-line lasers, the individual layers can be aligned such that it is possible to achieve an exact fibre orientation. The width of the contact surface can be adjusted manually to respond to the different stack widths.
The hot press has a pressing force of 70 kN. A 5-zone temperature regulation is responsible for evenly distributing the temperature across the heating surface, and a high-speed opening of 200 mm/s reduces the cycle times.
In the hot press carbon stacks can be heated across the complete surface. In order to achieve this, the gripper system must be removed from the press area. It is possible to deposit the stacks automatically and pick them up after the heating process is finished.
The forming station, where the carbon stacks are shaped into a 3-D preform, has a pressing force of 800 kN and is equipped with an active synchronisation control, which can achieve a plane parallelism of ≤ ±0.05 mm/m.
A 3-axes linear system with exact positioning results of < ±0.25 mm, driven by a servo-motor, is used for an automatic and fast material transport. The X-axis is capable of material transport at speeds of up to 1000 mm/s between the individual stations. The Y-axis carries out vertical movements, which are used for picking up and depositing stacks. The Z-axis enables carbon layers of various widths for a large number of components to be gripped. If the Y- and Z-axis are moved simultaneously, the material can be draped via the bottom tool, minimising the warping of individual layers during the pressing process.
Schuler Stand number: 8b/H43 Website: www.schulergroup.com
Schuler offers resin transfer moulding (RTM) presses designed to enable the mass production of CFRP parts. Schuler equipment is used by BMW to manufacture carbon composite parts for the new i3 electric vehicle.
In the RTM process woven carbon fibre mats are placed in a die, filled with resin and hardened by applying heat and the pressure of the press. High-pressure RTM presses enable shorter cycle times for complex parts with high requirements regarding geometry and rigidity, and also deliver consistently high part and surface quality.
RTM presses are available in two designs: conventional downstroke machines work with a fixed bed and moving bolster, and a slide whose press force is transmitted via cylinders in the press crown. In the upstroke short-stroke press, the slide only acts as support during the pressing process. From top dead centre, the slide is moved by a drive cylinder to its support position and locked there. The benefits of the upstroke short-stroke press compared to downstroke designs are the high closing speeds of 1000 mm/s, the shorter pressure build-up times of under 0.3 seconds and the significantly lower construction height.
These benefits led the National Composites Centre in Bristol, UK, to place an order with Schuler for an upstroke short-stroke press with 36,000 kN of press force and a clamping surface of 3.6 m x 2.4 m. The press will serve as a joint R&D platform for the large-scale testing of new dies, lines, components or automation technologies. Schuler has also forged a strategic alliance with the Aachen Center for Integrative Lightweight Production (AZL) in Germany for this purpose.
SCIGRIP Stand number: 8a/B14 Website: www.scigrip.com
SCIGRIP will launch a methyl methacrylate (MMA) adhesive with increased temperature resistance at COMPOSITES EUROPE 2014. Primarily formulated for the bonding of components for the transportation and heavy truck sectors, this new product allows customers greater flexibility of material selection and processing operations including paint curing cycles.
“It will appeal to manufacturers of composite structures who are seeking to improve the aesthetics of their components whilst optimising part design, production speeds and ultimately reducing costs," says Mark Rogan, SCIGRIP’s European Sales and Marketing Manager.
In addition, visitors will have an opportunity to view the SCIGRIP Solar Boat that sailed to victory in the Dong Energy Solar Challenge in the summer. This composite structure weighs only 137 kg and was assembled using a variety of SCIGRIP products. These include the two component, high viscosity MMA adhesive SG 230HV to bond demanding joints such as the bulkheads, engine column and floater beam sections, SG300-05 in areas such as the perimeter of the electrical box, and SG100 White to join the vessel’s floats to the deck.
SCIGRIP will also showcase its range of tough MMA structural adhesives, developed for the bonding of carbon and glass composites to metals and engineered plastics.
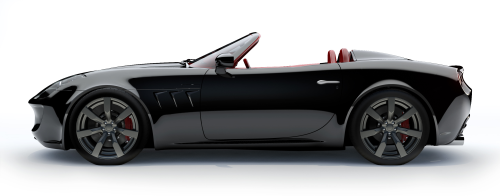
Scott Bader Stand number: 8b/C26 Website: www.scottbader.com
Scott Bader is highlighting the use of its Crestapol® 1250LV high performance acrylic resin in the Tauro V8 Spyder supercar, which will be featured in the exhibition's showcase area. The Tauro V8 has carbon and glass fibre reinforced body panels and bumpers, vacuum infused using Crestapol 1250LV by Spain’s leading rally car custom body parts fabricator Karbonius Composites. Crestapol 1250LV is the specified laminate resin due to its toughness, rapid flow and low temperature cure for fast infusion cycle times, plus its compatibility with both carbon and aramid fibres, as well as glass fibres. Scott Bader pigmented Crystic® gel-coats are also used on the composite body panels, and Crestabond M1 structural adhesive is used to bond a variety of metal and composite parts on the car, including the carbon fibre body panels.
A technical paper on Crestapol 1250LV resin is being given in an open forum presentation during the exhibition.
Scott Bader will also promote its Crestabond ready-to-use two-component primer-less methacrylate and Crystic Crestomer® urethane acrylate structural adhesives. A particular focus will be the new Crestabond M1-04 ‘rapid bond’ grade with its shorter fixture time of only 8-10 minutes. Crestabond M1-04 can help to significantly increase production efficiencies, especially for high volume assembly of metal, plastic and composite parts as it can bond a variety of substrates and provide reliable, long term structural adhesion. This ‘rapid bond’ grade is expected to be of particular interest to automotive OEMs and specialist Tier 1 and 2 fabricators.
Scott Bader will also show its closed mould and pultrusion options within the Crestapol acrylic resin range (1210/1212/1214 grades). A gel-coated Crestapol 1212 FR laminate matched system with Crystic Fireguard® 70PA has passed the new European rail vehicle FST standard EN 45545 to level HL2.
Sicomin Stand number: 8a/DO1 Website: www.sicomin.com
Sicomin, a formulator epoxy resins, will be showcasing a number of products for the transportation sector. These are designed to deliver superior performance laminates whilst also meeting stringent fire regulations.
Sicomin SR1124 Fire Retardant Epoxy Resin is a low viscosity resin that offers the exceptional fire resistance as required for automotive, rail, aerospace and construction applications. Designed for infusion, hand laminating and filament winding processes, SR1124 has been optimised to ensure halogen-free and flame retardant properties with low smoke opacity and toxicity levels.
Sicomin SR1526 Fire Retardant Resin is a two-component epoxy system designed to suit in-house prepreg processes due to its ideal viscosity and range of combination hardeners. SR1526 has been awarded a number of accreditations for aerospace cabin interiors.
Sicomin TOP CLEAR is a coating formulation for clear carbon and other varnished components. UV stable with very fast hardening and self-levelling characteristics, TOP CLEAR provides a high gloss, translucent finish and can be applied by brush or spray on a range of substrates including glass, aramids, wood and carbon.
To date, Sicomin’s accredited range of products are used extensively throughout Europe by many aerospace OEMs, having been successfully qualified for use by customers such as Airbus and Dassault. The company’s position as a supplier to the German rail market also gathers pace, with its resin system SR1124 recently awarded Deutsche Bahn certification.
Information on Sicomin’s complete portfolio of Clear, Green and Foaming epoxies will also be available.
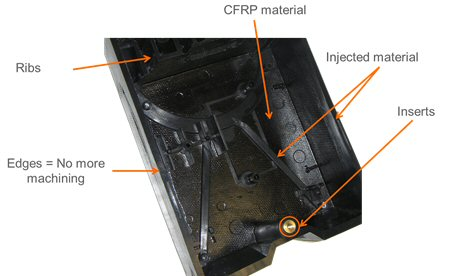
SINTEX NP Stand number: 8b/C40 Website: www.sintex-np.com
For aerospace and automotive manufacturers which want to reduce cycle time and avoid secondary operations (such as machining), SINTEX has combined injection and stamping technologies using materials such as PPS/carbon fibre and PA 6/glass fibre. In this way it is possible to produce net shape parts, with high mechanical properties and good aesthetics, in one or two process steps. A preheated CFRP blank is stamped in the injection mould, while at the same time areas such as ribs, etc. are injected using same polymer matrix. Currently, the injected material has to be the same polymer as that of the CFRP in order to produce an optimised interface and maintain high mechanical performance.
Spoolex Stand number: 8a/D64 Website: www.calemard.com, www.rollconcept.com
Spoolex offers engineering and manufacturing converting machinery through the brands Calemard® and Roll Concept®.
Calemard® machinery division
Calemard digital spooling lines use crush, shear or razor interchangeable slitting systems to convert rolls down to 200 mm width and up to 1,850 mm outer diameter, into spool widths from 2 mm wide, and spool outer diameters up to 500 mm. Materials including carbon/glass fibres, prepregs, polyimide (Kapton®, etc.), PTFE, PE and PET can be processed. Combining a deep understanding of winding technology with modular machine design Calemard offers equipment which takes into account critical factors such as spooling patterns, material characteristics, speeds, and loading/handling/unloading conditions.
Roll Concept® industrial rollers division
Roll Concept designs and manufactures the patented Alveotube® product line of industrial rollers, cylinders and winding cores/mandrels. Alveotube aluminium rollers are light and strong and represent the best compromise between bending resistance and low inertia. Engineered to improve process performance and increase line speed in web handling and converting operations, these lightweight precision rollers and winding cores ensure easy installation, easy handling and durability. Roll Concept can supply either the profile itself (cut to length, deburred and straightened) or technical rollers designed in accordance with customers’ needs.
Stäubli Robotics Stand number: 8b/G30 Website: www.staubli.com/robotics
|
Customers who process CFRP need fast and accurate but also easy-to-use and flexible machinery that can cover a large work area. |
| Manfred Hübschmann, Managing Director, Stäubli Robotics Germany |
Stäubli is presenting its RX170 hsm high speed machining robot for processing CFRP, which is becoming the material of choice for an increasing number of applications in the automotive and aerospace industries.
For this application, Stäubli engineers designed and built a new upper arm and a special wrist on which the sixth axis is replaced by a milling spindle. The entire power supply and the spindle cooling/lubrication system are located inside the arm. This saves space and shields the equipment from external damage.
With its range of 1835 mm, the robot can easily machine large parts. If necessary the range can be extended with the use of a traversing axis so that parts of several meters in length can be worked on. The RX170 hsm has a repeatability of ±0.04 mm, which is well within standard CFRP processing requirements.
The robot does not require expensive downtime for changing tools or parts. Typically, multiple workstations are grouped around the robot. This enables the various stations to be worked and loaded in sequence, while the Robotmaster CAD/CAM software works away in the background.
The Robotmaster program supplied by UniCam Software GmbH generates the robot trajectories in Stäubli-specific code directly from the relevant CAD data for the workpiece. The option of offline programming saves time and effort. Robotmaster also optimises machining strategies, simulates the generated robot paths, provides for collision avoidance, and generates highly efficient trajectories that cannot otherwise be achieved with manual teaching.
Technical Fibre Products Ltd Stand number: 8b/C02 Website: www.tfpglobal.com
Nonwovens manufacturer TFP will be exhibiting a range of new developments. The most recent of these is patent pending and was developed with AGC AeroComposites and comprises electrostatic and lightning compatible composite pipes suitable for use in aircraft fuel systems. The technology enables the surface resistivity of the glass-based composite pipe to be precisely controlled and therefore the structure is electrically isolating to resist lightning strike propagation but sufficiently conductive to dissipate the static electricity resulting from fluid movement. This development presents the opportunity to save weight in aircraft fuel systems by replacing the heavier metallic equivalents, resulting in an estimated weight saving of up to 200 kg per aircraft. This potentially equates to an estimated fuel saving of up to 26,000 kg per aircraft per annum.
Other developments on display include the 'world's lightest' nonwoven carbon veil at 2 g/m2 and a range of recycled carbon nonwovens. The 2 g/m2 material, along with TFP’s other ultra-lightweight veils, is the ideal for use as a carrier or support for fragile materials or adhesive films. The recycled range demonstrates comparable properties to TFP’s virgin carbon fibre veils with the added benefit of environmental sustainability.
TFP will also be promote its Optiveil™, Optimat® and Tecnofire® materials which are designed for the surface engineering of composites, as well as the capability to increase the functionality of these materials through the bonding of multi-layer structures, powder addition and substrate compression. Optiveil and Optimat products have exceptional uniformity of fibre dispersion and resin uptake and deliver a high quality surface finish. Fibre type can be selected to impart additional functionality such as conductivity, EMI shielding and corrosion and abrasion resistance. Optiveil also includes an extended range of lightweight thermoplastic veils including PEEK, nylon, polyester, PEI and PPS. These can be incorporated into a composite as interlaminar layers between reinforcement fabrics, offering improvements to the composite’s fracture toughness by reducing microcrack propagation. The Tecnofire delivers highly effective passive fire protection for composites without compromising the integrity of the structure.
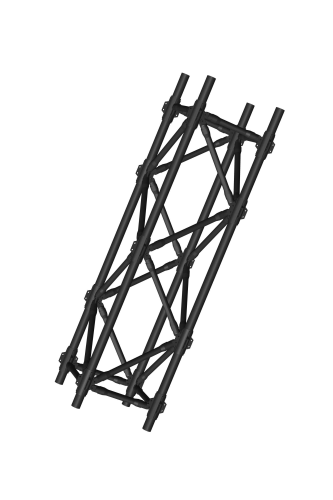
TEUFELBERGER Stand number: 8b/G15 Website: www.teufelberger.com
TEUFELBERGER will debut its latest developments in composite and metal-composite hybrid components for lightweight structural applications. The company combines various textile preform processes with RTM and the patented T-IGEL® metal-composite connector.
At this year's show TEUFELBERGER will highlight a metal-composite hybrid space frame structure of 3 m in length. The lattice mast structure weighs less than 80 kg but is designed to bear a one-sided load of several tons. This space frame concept is of particular interest for superstructures in applications for the transport, mechanical engineering and tool making, cranes, wind power, marine and offshore segments.
Another product highlight will be a CFRP metal driveshaft of 2 m in length, which is suitable for torques up to 35 kNm. Its potential uses include marine propulsion units. TEUFELBERGER will also showcase a technology demonstrator for a new Type IV pressure cylinder that also enables the transmission of transverse loads and will be of benefit in the automotive and commercial vehicle industries.
In a presentation at the COMPOSITE Forum (8b/D36), Herwig Kirchberger, head of the company's Composite Division, will provide insights into the in-house product and process development of metal-composite hybrid system solutions at TEUFELBERGER.
UBE NYLON Stand number: 8a/E50 Website: www.ube.com
For many years vacuum bagging films extruded from UBE NYLON CoPA 6/66 (and TerPA 6/66/12) have been an important element in the manufacturing of composite parts used in the wind energy, construction, automotive, marine and aerospace sectors. With UBE NYLON polyamides it is possible to produce vacuum bagging films with a wide range of melting points (offering the required heat resistance during the curing phase of the composites parts) and the desired flexibility/modulus, softness and flex-crack resistance (all of which are important factors for the efficient and easy use of the films).
UBE claims to be the only polyamide producer to offer ready to use and thermo-stabilised products for the production of vacuum bagging films of high quality PA6, CoPA 6/66 and TerPA 6/66/12. Its latest development is UBE NYLON 5033FD10, is a thermo-stabilised CoPA 6/66 'ready to be extruded' (without the addition of any further additives) for the production of high quality films able to maintain efficient mechanical properties and functional features after curing in severe conditions (e.g. 6 hours at 180°).
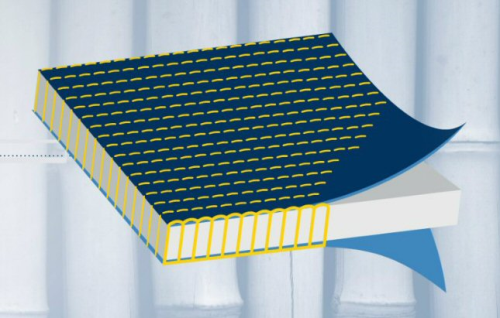
VDL Fibertech Stand number: 8a/D66 Website: www.vdlfibertechindustries.com
The VDL Groep recently acquired the activities of Acrosoma, a manufacturer of 'stitched' composite sandwich panels. Acrosoma’s composite technology fits well with the activities of VDL Groep company VDL Fibertech Industries, which specialises in carbon and glass reinforced composite parts for the medical, semiconductor, defence and automotive industries.
At COMPOSITES EUROPE VDL Fibertech will exhibit its composite materials for the healthcare, defence and aerospace markets, as well as Acrosoma panels and panel applications. The latest developments of Acrosoma technology will also be demonstrated.
If you are exhibiting at COMPOSITES EUROPE 2014 and would like to be included in this preview please send your press release and picture to us at RP@elsevier.com





