
















Take a look at COMPOSITES EUROPE 2012.
COMPOSITES EUROPE is organised by Reed Exhibitions with the support of the European Composites Industry Association (EuCIA), the American Composites Manufacturers Association (ACMA), the German engineering association VDMA (Verband Deutscher Maschinen- und Anlagenbau), the German association for reinforced plastics AVK, and Reinforced Plastics magazine.
The trade show is preceeded by AVK's annual conference on 16-17 September.
COMPOSITES EUROPE 2012 attracted 8040 visitors and more than 420 exhibitors to Düsseldorf on 9-11 October last year.
In this preview we look at some of the developments on display at the event. (Companies are listed in alphabetical order.)
3D-CORE Stand number: 4/A06 Website: www.3d-core.com
3D|CORE™, a producer of structural foam cores, is introducing the product line C+ at COMPOSITES EUROPE 2013. This product is suitable for injection, winding and braiding processes.
C+ can reduce the amount of carbon fibre and resin needed in components, and also offers improved acoustic, thermal and electrical insulation properties. This is the result of the hexagonal foam core. The cured resin creates a honeycomb in the foam core which generates a hexagonal double T- bar. This results in a very high compression, flexural and shear strength. Thus the user can reduce the amount of carbon fibre and resin and the connection of the surfaces blocks the delamination of the composite.
C+ is available in customised rolls and boards.
3D|CORE, Herford, Germany and FRIMO, Lotte, Germany, are cooperating in LESLIE (Low Energy, Speed, Less Input of material and equipment), a project to optimise RTM technology.
Airtech Stand number 4/C21 Website: www. airtech.lu
Airtech is a leading supplier of vacuum bagging and composite tooling materials and its product range includes all materials required for the manufacture of composite tools and parts using the vacuum bag techniques of wet lay-up, autoclave curing and resin infusion. Airtech products are used in the aerospace, marine, automotive, racing, wind power, leisure and general composites industries.
Airtech supplies vacuum bagging films up to ultra-high temperature and very large width, release films and liquids, pressure-sensitive tapes, peel plies, breathers and bleeders, sealant tapes, custom products and kitting, connectors, hoses, rubber, tooling materials.
Airtech's latest vacuum bag films and release films include:
- Securlon® V-45, an economical vacuum bagging film suitable for phenolic resins and used for commercial autoclave processing with a maximum use temperature of 171°C;
- Thermalimide E, a high performance bagging film for cure temperatures up to 426°C; and
- Thermalimide E RBCS, a film treated both sides with a specialist release coating, which can be used for cure cycles up to 405°C and is ideal for use with thermoplastic materials and other high temperature applications.
Developments in multi-purpose pressure-sensitive tapes include:
- Flashbreaker® PS1, a high temperature/high tensile strength polyester film coated with a high tack pressure-sensitive silicone adhesive for oven or autoclave cures up to 204°C. Flashbreaker tapes are used for multi-purpose functions in metal bond and composite shops, such as holding down vacuum bagging materials, thermocouple wires, and masking-off;
- Wrightlease 2, a new extruded fluoropolymer pressure-sensitive tape with a silicone adhesive, designed to provide excellent release performance, good elongation and high gloss finish with a highly visible yellow colour; and
- Toolwright 5, a thicker version of the same extruded fluoropolymer film coated with silicone-pressure sensitive adhesive, which is supplied in 122 cm width with a release backer and is ideal for covering mastermodels and moulds for permanent high quality surface release.
Latest product development in the Airseal sealant tape range, which covers the higher temperature range of sealant tapes up to 150°C, are:
- Airseal 2, a cost effective sealant tape with strong tackiness which provides an immediate and excellent adhesion to most surfaces for vacuum bag applications;
- Airseal 2 Bead, a cost effective round shaped sealant tape (Ø 4 mm) with excellent adhesion properties to most surfaces of vacuum bags; and
- Airseal DB, a distinctive blue colour sealant tape, designed for ply compaction and debulking operations, allowing multiple sealing without loss of adhesive performance or vacuum tightness.
All Airseal tapes are available in 'twin version', where the simultaneous application of the two stripes of sealant tapes saves time, effort and increases reliability of the process.
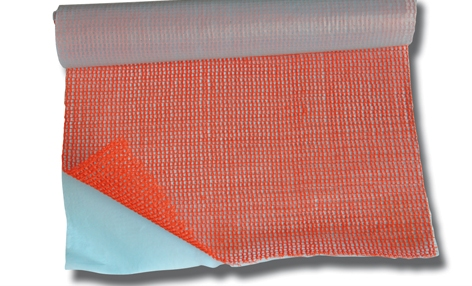
Finally, FlowLease 160-37P16 combines a high weight knitted flow mesh with a layer of perforated release film Wrightlon® 3700 P16 and is intended to be used in resin infusion applications. Due to the open structure of the knitted mesh, high resin flow can be achieved with most resin types, Airtech reports.
AOC Stand number: 4/E36 Website: www.aoc-resins.com
AOC will highlight its EcoTek® Green Resin Technologies.
AOC has been a pioneer in green resin technology since the company introduced unsaturated polyesters made with recycled content in the early 1970s. Resins with renewable or recycled content enable manufacturers to become better environmental stewards, meet regulatory standards, and establish a marketing advantage – all without sacrificing processability or end-use performance.
EcoTek green resins are interchangeable with their traditional petro-based counterparts, and require no special processing. They retain the same or better physical characteristics, including mechanical properties, and chemical and UV resistance. AOC has developed EcoTek resins that use up to 30% bio-derived, renewable resources instead of crude oil or natural gas. Up to 45% of EcoTek resin content can be post-industrial recycled material.
Bcomp Stand number: 4/D05 Website: www.bcomp.ch
Natural fibre company Bcomp Ltd will present its powerRibs technology and a new technical flax fabric line at COMPOSITES EUROPE 2013.
Bcomp is using the advantages of flax for the production of high performance skis and snowboards, ski poles, bicycle parts and frames, skate decks, car bodies, design parts and music instruments.
ampliTex® flax fabric is made with a new low-twist yarn for a maximum performance. While regular natural fibre yarns have a high twist, thus a low surface coverage at a given weight, this tape-like flax roving allows the design of fabrics with a very low fabric areal weight. In addition, the low twist results in a great alignment of the fibres, increasing the strength of the final composite part by 10-20% vs. a part made from standard flax yarn. ampliTex fabrics are said to be ideal for replacing glass fibre fabrics traditionally used in composites construction, cutting the weight of the required reinforcement material by up to 50%. In combination with carbon composites, they offer an opportunity to simultaneously increase the strength and the damping properties.
The patent-pending powerRibs technology is a structural flax fibre composite boosting the flexural stiffness of plates and flexural strength of tubes. In both cases, the performance can be increased by up to 250%, while adding only 5-20% in weight vs. a standard flax fibre composite structure, says Bcomp.
Cannon Stand number: 6/A24 Website: www.cannon.com
Cannon produces industrial processing solutions for urethane- and epoxy-based composites – from glass- or carbon-preformer to the finished part trimming, including chemical dispensing unit and mixing head, moulds, mould carriers, handling and heating systems, trimming and controls.
ESTRIM , a complete moulding solution for epoxy-based fast resin transfer moulding (RTM) process has been designed for the production of automotive, leisure and sport parts. On top of dedicated preformers, polymerisation clamps and moulds, Cannon offers the E-System, high-pressure metering and mixing equipment that guarantees very fast demoulding times and perfect distribution of the resin across the entire mould surface. In addition to a standard high-pressure injection system in closed mould, two new methods for the distribution of the epoxy resin have been developed: ESTRIM LL for a liquid laydown, and ESTRIM SL for a spray application, that allow to reduce the specific pressure in the polymerisation press reducing the investment in clamping equipment.
Cannon supplies the wind energy industry with low pressure resin dispensers for the infusion of epoxy formulations in the large blades manufactured for offshore and conventional wind turbines. The series of Cannon DX machines includes a three-component model that allows for the flexible use of two different hardeners in order to obtain different reaction profiles in accordance with the size of the moulded part, a request coming from blade manufacturers that have already appreciated the first two-components models. A new degassing unit for resin and a glue dispenser for the application of the two-component adhesive on the blade’s edge will also be presented.
Show visitors from the aerospace industry will have the opportunity to learn about Cannon's dedicated plants for the assembly of large composite and metal parts, such as the Alenia Aermacchi M346 advanced trainer.
An innovative complete compression moulding line for light weight reinforced thermoplastics (LWRT) is now available for the production of automotive parts mostly used as engine shields.
CG TEC GmbH Stand number: 6/B04 Website: www.cg-tec.de
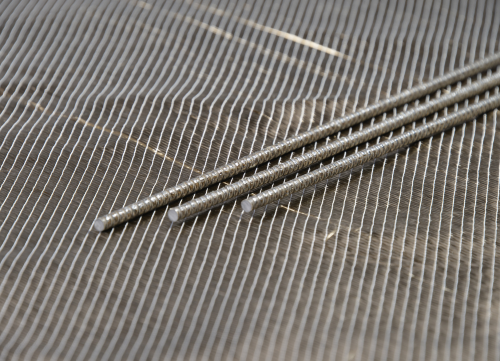
CG TEC has developed basalt fibre reinforced rebar for concrete, as a potential replacement for steel rebar. Unlike steel, it is not susceptible to corrosion. It also weighs less, and is alkali-resistant and non-conducting.
The tensile strength of the basalt fibre reinforced rebar is higher than steel rebar, which means less is needed. In addition, concrete and basalt fibre rebar have similar temperature expansion characteristics.
CG TEC produces the basalt fibre rebar on automated production lines in a single manufacturing process.
Chromaflo Technologies Stand number: 6/A40 Website: www.chromaflo.com
Chromaflo Technologies will launch a number of pigment paste lines and a chemical thickener line during COMPOSITES EUROPE 2013. The new product lines in Europe include specialised pigment pastes for unsaturated polyester (CF line), polyurethane pultrusion (UPL line), other polyurethane processes (DL line), epoxy (EDC-ND line) and plasticiser applications (DH line). Along with these standard product lines, Chromaflo also provides custom-formulated dispersions, colour matching and toll processing.
The AM line offers a number of chemical thickener dispersions for SMC and BMC applications. According to Chromaflo AM products are among the most consistently reactive magnesium oxide dispersions available and have been designed to deliver a specific, controlled, thickening response.
All the new products are solvent-free and based on REACH-compliant raw materials.
Dow Stand number: 4/D40c Website: www.dow.com
| It is a natural fit for us to show our successful membership and cooperation with AVK by joining their platform at this important composite show in Germany. Composites Europe offers us an opportunity to get closer to the dynamic and promising market that is interested in customised systems in the high-demanding field of composites fabrication, and make a difference with our solutions. |
| Francesca Pignagnoli, EMEA Market Manager for Industrial Composites at Dow |
Dow Formulated Systems will join the booth of German reinforced plastics association AVK. Dow representatives will be present to advise customers on composite solutions and fabrication challenges with a particular focus on production with pultrusion, long fibre injection and filament winding.
Dow will also introduce its new VORAFORCE™ TP polyurethane system for the pultrusion process to the German market. This product is said to enable efficient fabrication of strong, tough and durable composite for applications such as windows, building profiles, electrical infrastructure and civil engineering.
ECTA Handelsgesellschaft mbH Stand number: 4/D40 Website: www.ecta-gmbh.de
ECTA is showcasing its range of glass fibre materials for thermoplastic and thermoset applications. New short lengths starting at 1.5 mm and small diameters of 6-7 µm expand the chopped strand portfolio. The range of thermoset products is complemented by multiaxial fabrics as well as surface mats and core mats in a broad range of unit weights.
FLUGZEUG-UNION SÜD GmbH Stand number: 4b/12 Website: www.fus.de
FUS has expanded its portfolio in the area of products for the production of composite parts by the supply of complete material sets/kittings and system work stations: pre-cut vacuum films (film width over 6 m), fleece material, spacer textiles, adhesive tapes etc. are delivered ready for production in order to reduce waste and manufacturing times. For the reduction of cycle time the supply of system work stations ensures an increase of productivity for the user.
FORMAX Stand number: 4/E02 Website: www.formax.co.uk
FORMAX will be launching two new fabric ranges at COMPOSITES EUROPE 2013. The first, A-FORM, is a range of Class A automotive textiles, and the second, reFORM, is a a recycled multiaxial reinforcement manufactured entirely from reprocessed carbon. Details of a new Drape Simulation Technology will also be available.
A-FORM: As the automotive industry continues to seek superior quality carbon fibre textiles in increasing volumes, FORMAX has responded with the development of several specialised fabrics that are suitable for the production of Class A body panel components. Based around +/-45°configurations and ranging in weights from 150-300 g/m2, these reinforcements minimise cure and processing times, thereby greatly reducing labour and painting costs. Thanks to super fine stitching and a variety of laminated surface veils ‘print through’ on finished parts is eliminated.
reFORM: The creation of a new Recycling Division at FORMAX’s UK headquarters has allowed the company to develop a recycled materials range. reFORM is a new reinforcement manufactured entirely from reprocessed carbon fibre waste and is engineered for a variety of non-structural and structural applications across a range of industries.
Drape Simulation Technology: FORMAX now has the capability to support customers with specialist Drape Simulation software that enables the optimisation of fabric design. The program predicts how a material will perform and drape during the manufacturing process and highlights areas of difficulty such as creasing and permeability issues.
- For more information about FORMAX see: Company profile: FORMAX and carbon multiaxials.
Grasse Zur Ingenieurgesellschaft Stand number: 6/G17 Website: www.grassezur.de
Grasse offers an improved, high precision method for measuring shear characteristics of fibre reinforced plastics.
The equipment is now on sale: A shear test system for testing quasi-static shear in FRP with a method that exceeds the precision of results compared with the current standards (DIN EN ISO 14129, ASTM D 4255, ASTM D 7078).
The test system using a shear frame was used by BAM, the German Federal Institute for Materials Research and Testing, for extensive testing of the specific shear characteristics on carbon fibre and glass fibre reinforced plastics. The shear stress is largely homogenous throughout the specimen, the edges of the specimen have a tight clamping on all sides and specimen and any fibre orientation angle can be tested. The shear frame also features a large shear area which has a variety of positive effects for testing:
- less variance of test results;
- exact identification of characteristics due to a higher resolution of the shear area;
- less influence of manufacturing inaccuracies;
- less influence of specimen edges; and
- less influence of inhomogeneities due to specimen clamping.
The necessary clamping forces to hold the specimen in place are provided by a hydraulic clamping system. An external hydraulic power unit is not needed as the shear test system includes its own hydraulic system driven by standard laboratory air-pressure. This system provides enough power to allow the testing of material failure and buckling with shear flows up to 760 N/mm.
HP-Textiles GmbH Stand number: 6/E24 Website: www.3D-Gewebe.de
HP-Textiles is presenting its IMC (in-mould coating)/MTI® (membrane tube infusion) process.
With this vacuum injection method the varnish is first placed in the negative mould. The IMC is a specially developed two-component varnish for in-mould applications. As well as time and cost savings, the quality of the finished component is higher because the varnish enables a better adhesion to the component than separate varnish procedures. The IMC also prevents effects like ‘orange peel,’ which appear using conventional procedures. The important advantages compared to conventional methods are the weight reduction and that the IMC can be over laminated in a long period after the application.
The MTI is a membrane-wrapped suction hose which is permeable for air and gases but resin cannot escape. This ensures that the fibre layers get completely impregnated without sucking surplus resin out of the component. Furthermore no pinholes will occur and voids are minimised. The result is a perfect, ready painted component, reduced process times and costs.
IBT.InfraBioTech GmbH Stand number: 6/G05 Website: www.infrabiotech.de
IBT will present its STIR® (Selektive Transformed InfraRed) heating emitters, which offer potential time and energy savings in the curing of composites. The STIR infrared heaters have a rapid response and the radiation can be adjusted precisely to suit the process and the product.
The STIR technology offers benefits for the automation of manufacturing processes, especially for warming up thin-walled prepreg material in the infrared tunnel. Further applications include the finishing of components by coating, agglutination of thermoplastic or thermosetting GRP/CFRP parts, welding of composites, as well as small repairs on damaged components, such as rotor blades.
The company’s product range covers small emitters as well as complete modules.
Incotelogy Ltd Stand number: 4/E27 Website: www.incotelogy.de
Incotelogy is presenting a new range of coated basalt fibre fabrics, which, as a result of their superior mechanical, chemical and thermal properties, can substitute glass and carbon fibre in most composite applications. Incotelogy offers a selection of possible coating materials, including aluminum, chromium, copper and silver.
Basalt fibre fabric is ideal for applications requiring temperature resistance, insulation, fire protection and fire resistance. Basalt fibres can withstand temperatures up to 750°C. Specific coatings on plain or twill basalt fabrics can enable the properties of basalt fibre to be optimised for each application. The aluminium-coated basalt fabric, for example, was developed for applications such as decorative surfaces for desks, kitchens or displays etc.
Basalt fibre is a natural product and Incotelogy reports that in life cycle assessments, basalt fibres show much better results than glass or carbon fibre.
JETCAM Stand number: 6/F27 Website: www.jetcam.com
JETCAM International has announced the foundation of JETCAM Composite GmbH, which will focus on selling JETCAM’s range of nesting and composite material management applications to companies in Europe. The move is in response to increased demand in the sector across aerospace, automotive, marine and wind sectors across the region.
| Over the last decade JETCAM's composite customer base has grown exponentially, with companies such as BAE, GE, GKN and Bombardier all benefiting from JETCAM's nesting and automation knowledge. We see this expansion as an exciting opportunity to help both large and small manufacturers stay ahead of the game through automation and efficiency. |
| Martin Bailey, General Manager, JETCAM International |
The company will provide local level expertise for the complete range of JETCAM composite manufacturing and nesting products: the JETCAM Expert nesting software, which delivers savings by continually searching for the optimum nest pattern for plies; and CrossTrack, which provides complete traceability of material, material life, orders, plies, kits and nests, all in real time.
JETCAM is also planning to expand its dealer network into other geographic regions and is interested to talk to companies already selling into these markets.
KraussMaffei Stand number: 6/C08 Website: www.kraussmaffei.com
Engineering company KraussMaffei will highlight its high pressure RTM and trimming technologies.
Together with partners Dieffenbacher GmbH, the Technical University of Munich and the Fraunhofer ICT, KraussMaffei is capable of implementing the entire turnkey process chain, from unwinding the semi-finished textile material – such as a carbon fibre fabric – to final machining of the finished composite component. As part of this group, KraussMaffei supplies the metering technology, including mixing head, mould technology, and solutions for cutting the finished component. Dieffenbacher provides the components for preforming the fibre mats and the press technology.
The KraussMaffei metering system for processing highly reactive resins, such as epoxy, PU or PA, enables extremely short cycle times. It features a vacuum-assisted tank system and a high-precision, energy-efficient temperature control with constant operating point. The high pressure RTM moulds are also heat-balanced and have a seal system that enables resin injections with up to 100 bar of mould cavity pressure. Integrated sensors monitor and regulate optimum filling of the mould. The self-cleaning mixing head system for resin injection enables a highly accurate and reproducible feed of internal release agents. KraussMaffei post-mould processing centres are used at the end of the process chain. These mobile, robust and compact machining cells feature short cycle times and high repeatability. Additional peripheral tool and handling units can be added to create a complete system.
LAMILUX Stand number: 6/B04 Website: www.lamilux.de
LAMILUX has developed a carbon fibre reinforced plastic (CFRP) production system using a continuous flat sheet process designed for mass production. The CFRP LAMILUX Carbon X-treme can be manufactured in sheets and panels between 1 mm and 5 mm thick. These can be used in vehicle bodies, trailers and electric vehicles – in underbody sandwich structures, for instance.
Light materials for optimum stability and resistance
LAMILUX also has developed LAMILUX High Strength X-treme for use in side walls, roofing and floors. This laminate contains a high proportion of glass fibre reinforcement, arranged in a unidirectional, bidirectional, tridirectional or multi-directional alignment in the material. The result is an extremely strong, rigid composite, which also exhibits a low specific weight.
In LAMILUX High Impact, the emphasis is on a long service life and robust resistance to occasional impacts in outdoor applications combined with a high-quality appearance. Developed as a versatile top face sheet material for sandwich panels in commercial vehicle and caravan construction, it unites the positive characteristics of thermoplastic and thermosetting materials and metal sheeting. LAMILUX High Impact thus features high impact resistance and an attractive surface finish on coated metal face sheets, such as aluminium, while offering the low thermal conductivity and elastic deformability found in thermoplastic materials. It also offers all the advantages of thermosetting plastics: high resistance to UV light, weathering and corrosion, great hardness and stability, and, especially, low specific mass per unit area.
LAMILUX has now also turned its attention to the sports industry with two new materials: LAMIsport X-Treme and LAMIsport X-Treme4in1. Made of carbon- and glass-fibres, these materials are being used inthe upper and lower face layers in the sandwich structure of sports equipment. This results in a 15% reduction in weight in sports equipment while offering high UV resistance on the surface and extreme stiffness and strength.
Mitsubishi Rayon Stand number: 4/D44 Website: www.mrc.co.jp
|
On stand number 4/B37, Magnum Venus Plastech and its distributor for Germany and the Netherlands CT Platon BV/GmbH will display several MVP systems, covering open moulding, gel-coating, and closed moulding, as well as accessories and ancillaries that enhance them. The main focus will be live closed moulding demonstrations featuring the MVP Flex Molding Process. These demonstrations give attendees a real-time look at how this technology can be incorporated into their production. Consultation and training that are all a part of Flex Molding Process. CT Platon BV/GmbH has been a distributor of Magnum Venus Plastech products in Germany for more than two decades. In January 2013 CT Platon UG was formed in Köditz, East Germany, and will handle the bulk of customers in Germany. In addition to the CT Platon booth, the Magnum Venus Plastech Advanced Equipment Division will be in booth 6/A33 to answer any questions customers may have on the extensive line of filament winders, flat panel systems and impregnators offered by MVP. |
Mitsubishi Rayon has been developing carbon fibre prepreg for mass production of composite automotive applications. The PCM (carbon fibre prepreg compression moulding) technology offers a fast production cycle and consistent quality.
TK Industries, the manufacturer of carbon fiber multiaxial fabrics acquired by Mitsubishi Rayon in October 2012, is now developing improved fabric properties, particularly in the automotive sector.
Mondi Stand number: 4/E41 Website: www.mondigroup.com/fibromer
Mondi is launching FIBROMER®, a polymer reinforced with cellulose fibre that can be processing by injection moulding to produce products for the automotive, logistics/transport, electronics and furniture industries.
Mondi developed FIBROMER in a compounding process that homogenously mixes kraft pulp fibre – a renewable resource produced by Mondi – with a polymer granule. The resulting composite is said to offerclear advantages for injection moulders and original equipment manufacturers over composites based on short glass fibres, other natural fibres or talc-filled material. Mondi reports that FIBROMER enables faster injection moulding cycles and higher productivity, and it has higher material strength, increased stiffness and high-impact strength at low temperatures.
At the same time, FIBROMER is a lightweight solution that has low odour, low density and very low abrasion. Cellulose fibre is available year-round at a consistent quality. It is produced from renewable resources and is highly recyclable.
Mondi’s global distribution network will offer FIBROMER in a variety of product options that are customised for different industry applications. Customers may choose from among defined variations in fibre content, matrix material, tensile modulus, tensile strength, impact strength, heat distortion temperature, and melt flow index. This means FIBROMER is suitable to a range of injection-moulding applications – from crates and bins to automotive interior and structural parts.
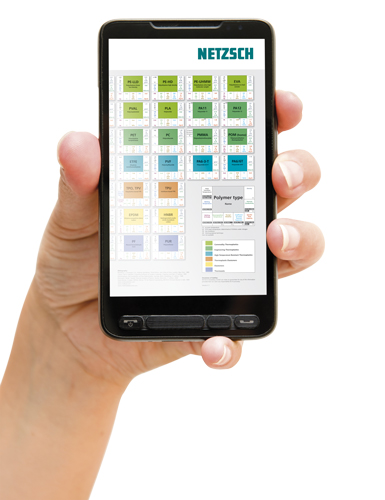
Netzsch Stand number: 6/B17 Website: www.netzsch-thermal-analysis.com
NETZSCH has released its first App, which available for iPhone, iPad and android smartphones and tablets.
The Thermal Properties of Polymers App allows users to search the following polymer categories: commodity thermoplastics; engineering thermoplastics; high-temperature resistant thermoplastics; thermoplastic elastomers; elastomers; and thermosets.
The App also outlines which methods and thermal analysis instruments are available to suit specific needs.
The App is available free of charge here: www.netzsch.com/n23482
Neue Materialien Bayreuth GmbH Stand number: 6/B04 Website: www.nmbgmbh.de
New Materials Bayreuth GmbH has developed a technique to enable the cost-competitive mass production of endless fibre reinforced thermoplastic composite components for the automotive industry. It combines compression and injection moulding in one manufacturing cell in order to realise short cycle times.
The system is based around a compression injection moulding machine ENGEL ESP 4400H/2500 V with a parallelism-controlled vertical clamping unit (25,000 kN) and a horizontal injection unit. In comparison to a conventional injection moulding machine the vertical clamping unit is more advantageous, because the gravity can be utilised during the combined compression and injection moulding process.
This system enables the production of fibre reinforced thermoplastic composites, with integrated borders and ribs made by injection moulding, in cycle times of 60-90 seconds.
Permabond Stand number: 4/A25 Website: www.permabond.com
Cardiff University Engineering Students have been designing and building a single-seater racing car to enter into the IMechE Formula Student competition. Over 2000 UK students compete in this competition, held each year at the Silverstone Race Circuit. Cars are put through their paces and tested to their limits to find the best overall package of acceleration, handling, design, reliability and economy.
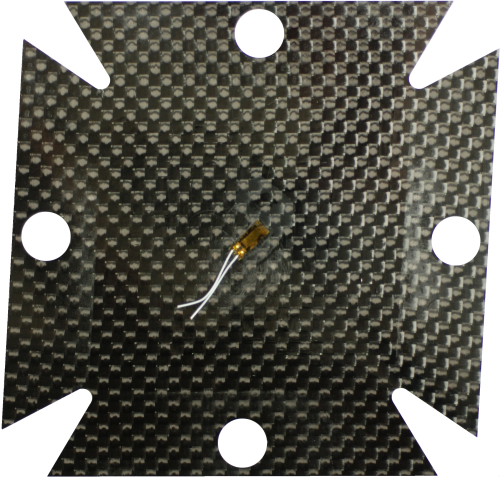
The Cardiff Racing team took a tactical approach to the competition and opted to use lightweight composite materials for the construction of their racing car. Unlike metal components, composite materials cannot be welded together so the team had to explore other methods of joining composite parts. At this point, students contacted Permabond Engineering Adhesive Ltd’s technical team for help finding a suitable adhesive. Permabond has a range of composite bonding adhesives, including several new carbon fibre, colour-matched epoxies which are already being used for production of high performance cars and motorcycles in Europe.
For the students’ application, Permabond’s epoxy adhesive was used to bond aluminium inserts into carbon fibre tubes to construct the suspension links on the vehicle. This was part of an exercise to minimise the overall mass of the car, in particular, the unsprung mass which allows the suspension to react faster to changes in direction, braking and bumps thus improving the overall handling characteristics of the vehicle. As well as this, the adhesive was used to construct drive shafts for the vehicle. This was identified as an area where significant weight reduction could be made. As a rotating component, its mass reduction had a meaningful effect of the acceleration and braking of the vehicle.
Reichhold Stand number: 4/C28 Website: www.reichhold.com
Reichhold’s Technology Center in Sandefjord, Norway, has been granted NOK7.1 million (approximately €1 million over a three-year period for the RenWind project under the Norwegian Research Council’s clean energy programme. RenWind's objective is to develop environmentally friendly and cost-efficient high performance, no emission vinyl hybrid resin systems for production of wind turbine blades.
| By introducing vinyl hybrid systems with low or no VOC emission, we aim at providing innovative, sustainable materials which can contribute to the growth of wind energy by offering more cost-efficient solutions compared to currently used materials, like epoxy. |
| Reichhold Technology Director for Europe, Egil Holtmon |
The funds are to be used on external tests and research work. An equivalent amount of work will have to be performed by Reichhold internally. Partnerships have been formed with several institutes, including SINTEF Materials and Chemistry (MC) and DTU Wind Energy, Section for Composites and Materials Mechanics (Former Risø National Laboratory).
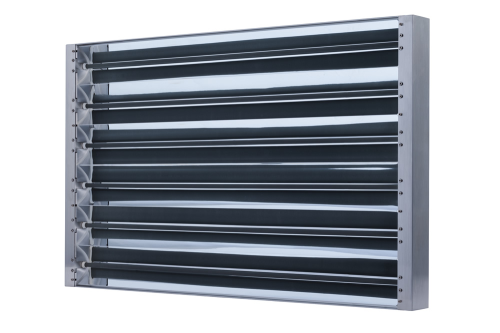
RUCKS Maschinenbau GmbH Stand number: 6/B26 Website: www.rucks.de
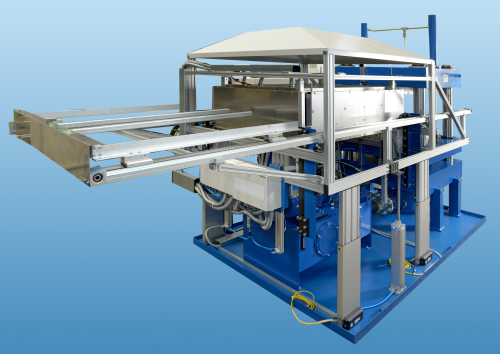
RUCKS will present its Thermoforming-Press KV 297, which is used for making composite parts for the aviation industry.
The press was designed with three objectives in mind: realising the shortest possible cycle times; achieving reproducible results; and a high degree of energy efficiency. The centre part of the plant – optimised for these objectives – is an upstroke column press with a pressing force of 3000 kN and a closing speed of 200 mm/s. In order to reduce the heat emission into the ambient area, the 600 mm x 1200 mm press heating plates are each divided into three segments and provided with ample insulation. This division into segments enables the user to heat up exactly those areas that are needed for his tool, thus reducing heating costs.
The three segments of the heating plate can be shifted horizontally by 1.5 mm so that top and bottom tool can be aligned to each other perfectly.
The pre-heating station of the plant has two ceramic infrared heaters. The maximum temperature of the upper and lower heaters is 570°C in order to heat up prepregs as fast as possible. By adjusting the height of the infrared heater, the heat on the work piece can be adjusted precisely. The heaters are encased to become an infrared oven, increasing energy efficiency. It is only opened for the automatic transport of the prepregs, thus further improving the energy efficiency.
The loading station is positioned behind the pre-heating station. Here the prepregs are placed in a U-shaped transport frame. So-called ‘finger-plates,’ which can be flexibly adjusted to the different prepregs within the transport frame, ensure that the material is securely fixed. A servo-driven system transports the material automatically from the loading to the pressing station. The height-adjustable transport frame can be adjusted to the different tool heights in the press by means of multi-lifting devices.
The machine is controlled by the control system RUxx Logic HP®. All processing parameters are recorded with the RUDAS data recording system.
SCIGRIP Stand number: 4/E24 Website: www.scigrip.com
Adhesives manufacturer SCIGRIP will demonstrate its commitment to the German market with the announcement of an increased German sales team at COMPOSITES EUROPE 2013. The expanded European team will include the appointment of a new German Key Account and Business Development Manager who will be available at the show for meetings. SCIGRIP will also showcase its range of tough methylmethacrylate (MMA) structural adhesives, developed specifically for the bonding of carbon and glass composites to metals and engineered plastics. Included within this range, and recently accredited with the new EN45545-2 2013 Fire Smoke and Toxicity (FST) standard, is SG300, a superior MMA that is popular for bonding interior rail applications. Offering primerless metal bonding with ratio-adjustable curing speeds, high elongation at break and excellent impact resistance, SG300 is manufactured by SCIGRIP at its UK facility meaning European customers can be assured of rapid distribution, fresh supplies and consistent results. In addition, SCIGRIP will be featuring other adhesives such as the 1:1 ratio SG 5000. This high strength product has gained a lot of attention in recreational vehicle applications across Europe and is replacing traditional rivet and seal assembly methods. The low exotherm, high build SG230, also FST approved, is being used successfully by key composite bonders in the marine market and will be showcased at the event.
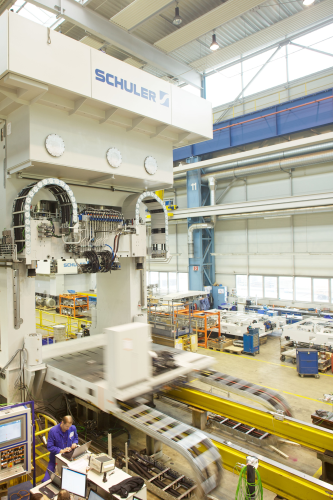
Schuler Stand number: 6/D10 Website: www.schulergroup.com
Schuler offers equipment which can economically produce CFRP parts in large volumes.
| High-pressure RTM presses not only enable shorter cycle times for complex parts with high requirements regarding geometry and rigidity, but also deliver consistently high part and surface quality. |
| Schuler product manager Raimund Zirn |
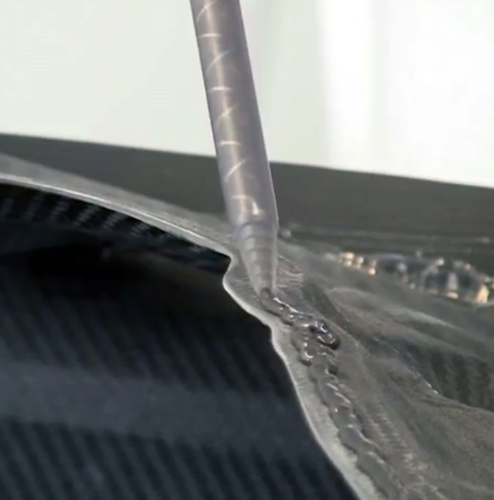
Schuler uses the RTM process, in which woven carbon fibre mats are placed in a die, filled with resin and cured by applying heat and the pressure of the press. In the high-pressure RTM process, resin is injected as quickly and smoothly as possible into the vacuum mould which is opened by just a few tenths of a millimetre. This gap injection process enables the resin to spread over the mat with far less flow resistance and thus with low injection pressure. It then quickly infiltrates the mat before polymerisation is started by heat. The curing process begins with the wetting of the last fibres.
Curing takes 4-8 minutes – the thicker the part, the longer the time. Depending on the part, the necessary pressure can vary between 30-150 bar. Large-surface exterior panels with clamping areas of 3600 mm x 2400 mm require total press forces of 36,000 kN or more.
The preform and part handling processes, as well as the necessary die cleaning, account for a considerable part of the RTM cycle, lasting 2-3 minutes. This largely involves the removal of plastic residues, which mainly stick to the polymer seal located in the lower die. On request, Schuler can fit the RTM presses with two shuttle moving bolsters so that a common upper die can be operated with two alternating and movable lower dies. This reduces downtime to the period it takes to replace the lower dies, e.g. with a distance of 4.5 m per moving bolster approximately 20 s.
The National Composites Centre in Bristol, UK, has ordered a Schuler line to manufacture composite materials. The order is for an upstroke short-stroke press with 36,000 kN of press force and a clamping surface of 3.6 m x 2.4 m. With its various process modes, the press covers all common press methods for composite materials, including CFRP.
SICOMIN Stand number: 4/B41 Website: www.sicomin.com
SICOMIN, a formulator and manufacturer of high performance epoxy resins, will highlight its range of fire retardant systems and liquid expanding epoxy foams.
Epoxy foaming systems: These two-component epoxy foaming systems are suited for aerospace, rail, marine and sports applications. With excellent bonding properties on composites, metal and plastic, they are also compatible with fresh polyester gel-coat surfaces. Formulated and available in four standard densities the specialist epoxies feature very low expansion pressure, no shrinkage during and after hardening and a closed cell characteristic. This inhibits water uptake and allows the finished parts to be used underwater without adverse effect. Customised solutions such as fire retardant, higher Tg, sprayable versions are also available.
Fire retardant systems: This range of epoxy systems was recently accredited with the ASTM E-84 Class A standard for the civil engineering industry and the FAR25-853 standard and heat release rate for the aerospace industry. The products are suitable for laminating, infusion, prepregging, epoxy foaming and coating production methods.
Spheretex Stand number: 4/C28 Website: www.spheretex.com
In the recent months Spheretex, a specialist in engineered core solutions, has concentrated its efforts on enhancing its range of closed mould products. The results are products that guarantee a fast, stable and constant resin flow in parallel to the surface of the laminate.
All Spheretex’s solutions for infusion or injection driven processes contain a high performance flow medium. In addition they fulfil important functions like reinforcement, print blocker and/or core material, and are characterised by perfect drapability.
Flowmat is a basic product that can be used for all types of closed mould processes. Due to its even fibre spread and a special stitching thread, the surface abilities of the laminate reach top level. Sphere.mat C IP was developed from Flowmat by adding one layer of chopped core material inside. The even fibre spread and surface abilities remain unchanged. Laminates up to a thickness of 9 mm can be realised by this combination of reinforcement, core material and flow medium in one ready-to-use complex. When superior surface abilities are needed all these products can be further enhanced by adding a layer of surface tissue.
Last but not least Sphere.core SBC IP is a core material with flow medium for robust sandwich constructions up to 15 mm. This glass nonwoven, volumised with thermoplastic microspheres, gives laminates superior strength and impact resistance. Even screws can be fixed without further support. The core material is flexible and can be used for more than only flat shapes.
SWMS Stand number: 6/E36 Website: www.swms.de
SWMS has developed the programming and simulation software TapeStation designed to improve quality and reliability in the production of CFRP composites by robot. TapeStation can be employed in automated lay-up of fibre tows and tapes, helping to increase the quality of the components produced and shorten production time. Complex components are possible. Extensive analysis and simulation features by means of a 3D-Viewer support the process preparation. With a view to the entire manufacturing cell, paths can be optimised and checked for collisions, for example. Optionally, several paths can be laid at the same time.
SWMS solutions rely on the OEM PLM standards from CATIA V5 of Dassault Systèmes or NX of Siemens PLM Software.
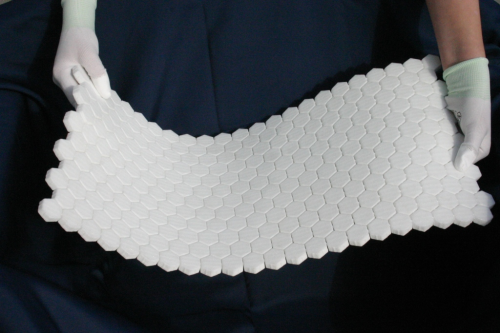
ThermHex Waben GmbH Stand number: 6/E38 Website: www.thermhex.com
ThermHex Waben offers a new type of polypropylene (PP) honeycomb core for the production of sandwich composite panels. The ThermHex PP honeycomb cores have been recently certified been by Germanischer Lloyd (GL). The can be used in a wide variety of applications and industries such as automotive & transport, building & construction, industrial equipment, and the marine industry.
ThermHex Waben GmbH is a licensee of EconCore NV from Leuven, Belgium, a developer of economic sandwich material production technologies.
Umicore Stand number: 4/E35 Website: www.usmb.be
Belgian company Umicore is introducing its ECOS ND15 cobalt-based technology, that offers an easy drop-in replacement for traditional accelerators based on cobalt carboxylates. ECOS ND15 is designed to offer a sustainable alternative curing technology for unsaturated polyester resins and gel-coats.
ECOS ND15 is a cobalt-containing polymer. Umicore reports that a full toxicological study has been carried out by an independent institute, which has shown that ECOS ND15 is a non-hazardous substance for all uses tested.
ECOS ND15 allows polyester resin and gel-coat producers to substitute their toxic accelerators by a harmless substance, on a one-to-one basis, without the need to adapt anything else in their formulations.
VOSSCHEMIE GmbH Stand number: 4/C28 Website: www.vc-24.de
VOSSCHEMIE is presenting the new VUP FOAM RESIN FR3, which is designed to meet the requirements of the rail industry. The product is reported to combine high flame resistance with outstanding low smoke toxicity values and a weight reduction of up to 30% in composite parts.
WeightWorks Engineering Stand number: 6/G23 Website: www.weightworks.de
WeightWorks Engineering is presenting a patented mould making process which is said to enable the quick, flexible manufacturing of moulds for various processes. At COMPOSITES EUROPE 2013 a portable demonstration machine will be shown in public for the first time.
Applications for the process include the cost-effective manufacturing of accurate copies on patterns in steel, plastics etc., and cost-effective manufacturing of prototypes and small series parts.
Advantages of this process include:
- cost-effective, compared to common processes;
- flexible mould making, within seconds;
- repeatable processing with the same setup ("infinite mould life cycle");
- mould making without chemicals, or mechanical or thermal influence on the master form; and
- different shapes possible within the same process.
Wickert Stand number: 6/E12 Website: www.wickert-presstech.de
WICKERT will be presenting a complete door inner core for the Airbus A350 aircraft at COMPOSITES EUROPE 2013. The carbon fibre composite component is manufactured in a resin transfer moulding (RTM) process at Eurocopter in Donauwörth, Germany. This process makes it possible to produce structural components with comparatively high fibre volume content and good impact properties, while slimming down on weight at the same time.
This application involved an injection process that uses the WICKERT WKP 2500 S Composite Press. This press is based on the proven modular system found in WICKERT downstroke presses. Because the carbon fibre parts must never be exposed to oil mist, the hydraulic press system was required to be absolutely oil-tight. This was achieved by completely enclosing the press area and the entire press peripheral system, including the hydraulic and electric systems. The press, which has a closing pressure of 2500 kN, features an upper and a lower mould, each permanently installed. The clamping plates measure 2400 mm x 1800 mm. The control and process visualisation integrates the injector, heating/cooling system and press shuttle. The latter handles the fully automatic fitting with the center mould, which is fed from high-bay storage, and also the return transport after the process. The cycle time is around 6 hours per aircraft door.
As is customary in the aerospace industry, comprehensive data acquisition and detailed documentation of the manufacturing process, including tracking through all operator actions, are included.





