




Between 2004 and 2006 producers of moulding silicone began offering two-component systems based on platinum (addition) cure chemistry at sprayable viscosities. The composites industry has been slow to take advantage of this new silicone technology. In essence this new approach enables manufacture of tailored reusable vacuum bags. Over the last few years reusable vacuum bags (RVBs) have been gaining popularity.
Today the technology is poised to change the industry for the better, offering lower tooling costs, considerable labour saving and negligible wastage over conventional consumables.
Composite moulding techniques
The world of composite moulding encompasses many processes. Universal is the open mould hand lay method whereby fibre mat is placed upon a pre gel-coated mould and manually laminated with brushes and rollers in an open mould process. The very nature of the resin being spread over large areas, whilst the worker consolidates the fibre to eliminate air voids, means he is subjected to a high degree of volatile organic compounds (VOCs), typically styrene vapours. This is not good news for the worker or the industry, and globally countries are enforcing more stringent worker exposure limits, resulting in a change for the better for all in this field of manufacture.
Figure 1 shows a typical spray-up operation.
Closed mould laminating by resin injection, vacuum infusion and press, all using a second matching mould membrane of various types, have evolved to minimise worker exposures to VOCs. This means that the mixed resin is pressure or vacuum infused into the fibre pack within the closed cavity mould leading to little or no VOC exposure.
Naturally there is a cost implication to take advantage of this cleaner moulding approach as the user now needs to make a second matching mould for the first open mould. This can take the form of another accurate composite mould with seals and steel frames, or more simply, a film of nylon sheet stuck down around the mould periphery to allow vacuum sealing. Unfortunately both are met with resistance from the average open moulder who sees them as yet another cost, reducing profit margins and adding more complication to what has always been a very low tech hand lay-up manual process.
Figure 2 shows a LRTM moulding set-up.
Reusable vacuum bags as secondary matching closed mould surfaces have now become attractive as they represent a much lower cost entry for the average open moulder into closed mould advantages.
RVBs
Basically a flexible reusable vacuum bag (RVB) is produced to seamlessly tailor fit the corresponding mould, offset only by the component thickness.
RVBs require little or no maintenance over their production life or re-application of release agent or constant re- sealing, as edge seals are a moulded feature of the bag flange design.
RVB raw material cost per m2 at best is only £70 and they can be manufactured and ready for repeated production use within 2 hours.
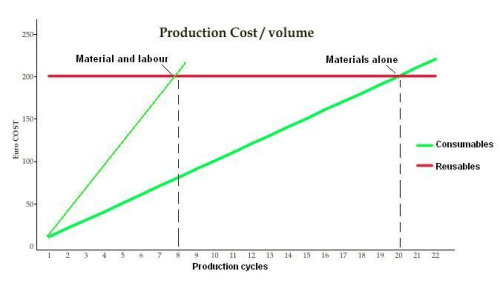
These features represent considerable savings over resin transfer moulding (RTM) or Light RTM counter mould costs, and even when compared to traditional infusion consumable vacuum bags they are paid for within 6 moulding cycles when taking into account the consumable material and considerable bag up labour time savings.
Figure 3 compares the cost of consumables and reusables.
Already more recent developing technology in this field of reusables has shown that a measured resin mix can simply be poured as a mass pool into the cavity under the bag which is then closed to seal with vacuum. The atmospheric pressure outside the bag simply presses the resin throughout the entire dry fibre pack and stops precisely at the trim edge. This not only results in an almost net size moulding with extremely low wastage but normal hand lay thixotropic resin mixes can be used without the presently accepted need for special low viscosity infusion resin systems.
This system is now termed vacuum press infusion (VPI) and is a very cost effective alternative to LRTM and basic infusion. Moulders are mainly attracted to VPI as no injection machine or special pressure control equipment is required and the new process features very short fill/infusion times.
Figure 4 illustrates a small turbine cover moulding which was made by VPI and infused within 3 minutes.
Prepreg parts
Whilst we have emphasised the use or reusable vacuum bags for the general fibre reinforced plastics (FRP) industry, their use in aerospace and high end value composite automotive parts is equally impressive and gaining much ground.
Able to withstand working temperatures up to 240°C inside or out of the autoclave, their uptake as an alternative to consumable bags is on the increase.
| “We wish we had this system working for us years ago. It really does save us money and considerable time and a recent contract would not have been completed on time had we used conventional consumable bags.“ |
A typical UK prepreg moulder recently remarked: “We wish we had this system working for us years ago. It really does save us money and considerable time and a recent contract would not have been completed on time had we used conventional consumable bags.“
The same moulder also confirmed over 100 cycles use with the same bag for de-baulk and hot cure of carbon fibre prepreg parts.
A further advantageous feature of the new RVBs made for prepreg use is that they often feature built-in 'intensifiers.' This is where internal bag corner sections need thickened sections to intensify the outside pressure to help eliminate bridging and resin-rich moulded/aerated corners. Reusable bags are made with the correct added thickness within the bag membrane. Users are already demanding these features as a prerequisite of the perfect bag design eliminating the previous separate intensifier styles which always had to be pre-positioned before bagging up.
Figure 5 shows prepreg moulding using RVBs at Norco GRP Ltd, in Poole,UK.
Silicone use
To answer the skeptics who frown heavily on the use of silicone in their shop we need to eliminate these fears and clarify what type of silicone is being used and how it is being applied. First and foremost, the spray application does not atomise the high viscosity mixed silicone fluids during spray application so there are no airborne silicone mists present.
Secondly, once cured, the silicone membrane does not transfer any form of silicone material to the moulded part.
To qualify this statement independent research studies have been commissioned and prepreg aerospace laminates were manufactured to industry norms and joined with appropriate adhesives and tested to lap shear testing to Airbus standards. The results showed no difference in bond strength than identical samples made by conventional bag infusion. Furthermore extensive infrared and x-ray spectrometry has not found any residual silicone on the moulded part
Bag manufacture
In the early days of RVB manufacture many attempted to apply layers of the silicone by hand using a brush and spatula. This method allowed bags to be manufactured but it was a slow process and suffered from surface pinholes and potential inconsistency in bag thickness. It soon became apparent that a more professional and industrial method was needed and silicone spray machines have now become the norm. Models with thixotropic selection on demand are also available to aid faster spray up times on vertical walls along with lightweight, highly maneuverable spray heads.
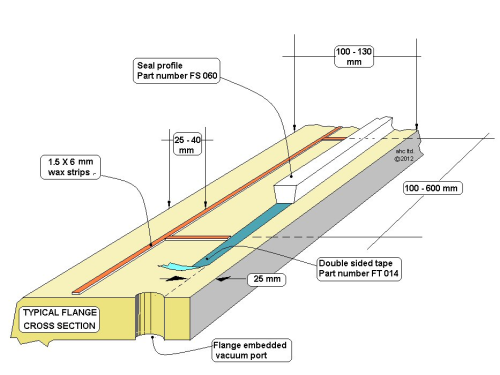
The main technology of successful reusable vacuum bag primarily focuses on the method of edge seal design. Early attempts required the user to redesign their mould to incorporate hard flange grooves into which the moulded silicone bag would fit to seal. Other designs required the builder to purchase costly special seal profiles that had to be tailored and joined on the flange prior to bag manufacture. A more simple approach has now been widely accepted whereby there is no need to alter or rebuild the basic flat flange of the face mould or use special seal sections but simply spray the bag with its own seal shape built in. A silicone seal profile is all that is needed to mould over to create this very effective bag edge seal. As this profile is infinitely reusable its cost, even low at the outset, becomes negligible over several uses.
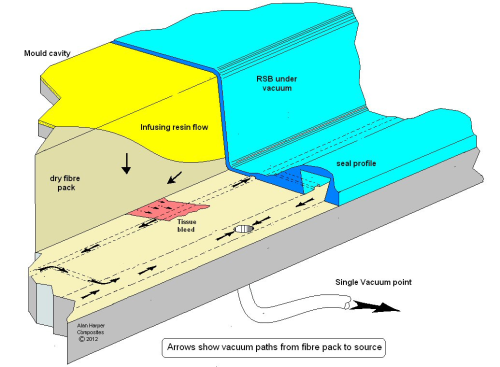
Figure 6 shows a typical flange profile calibration to form seal shape, and Figure 7 a cross-section of seal and vacuum bleed paths.
The industry of composite closed moulding continually advances and RVBs are now affording real economies to the average moulder. The advanced composites industry steeped in traditional consumable bag technology is embracing RVBs with equal enthusiasm as not only do bag up times tumble to a few seconds or minutes but the same bag is used for all stages of de-bulk and hot cure. Furthermore consumable waste saving and management costs become so attractive there exists little argument not to change to RVBs, or at least commence on a programme to investigate their application and use, as an alternative to consumables. ♦
This article was published in the May/June 2013 issue of Reinforced Plastics magazine.
The digital edition of Reinforced Plastics magazine is distributed free of charge to readers who meet our qualifying criteria. You can apply to receive your free copy by completing the registration form.



