





Gurit Automotive, formed as a limited company in April this year, is based at Newport, Isle of Wight, UK, where Gurit already had a major composites centre. Managing director of the new enterprise Martin Starkey says the timing was right.
“There’s a strong role for composites in prestige performance cars that are series-produced in limited editions. Carbon composite in particular is stiff, strong and offers great design and styling flexibility. It reduces vehicle weight, so enhancing power-to-weight ratio and hence performance. We have developed a technical solution that combines high manufacturing rate [by automotive composites standards - Ed] with superior mechanical properties in the end product and the all-important Class A surface finish. We needed a corporate structure that enables us to exploit the opportunity that these circumstances present.”
Groundwork
Much groundwork had already been laid at Gurit’s Newport facility over several preceding years. Most significantly, in 2007 the site started producing the carbon composite bonnet, front wings, door opening surrounds plus boot (trunk) enclosure and lid for the Aston Martin DBS, the first model from this iconic company to make extensive use of ultra-light carbon fibre reinforced plastic (CFRP) body panels. This departure from previous practice resulted in a saving of 30 kg (66 lb) over more conventional materials without any reduction in strength. Aston Martin designers were said to be delighted with the lack of restriction in form and shape allowed by carbon composite, enabling them to 'sculpt' the car's bodywork into a harmonious composition of form and flow.
By 2009, Gurit was also delivering front and rear bumper assemblies to Rolls-Royce Motor Cars at Goodwood, UK, for incorporation in the Rolls-Royce Phantom EWB (extended wheelbase) luxury car. Front wings for the Porsche GT2 RS were added to the production tally a year later, and earlier this year a further contract was received to supply similar items for the Porsche 911 GT3 RS4 model, a track-inspired sports car that will have a special limited edition of just 600 vehicles. Before 2007, forerunner company SP Systems had contributed composite materials and expertise for a number of sports cars produced as prototypes or at pilot scale or in low-volume series.
Autoclave-free process
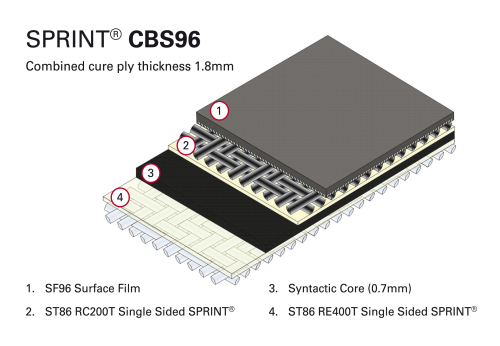
The structural material used today is a version of Gurit’s SPRINT®. SPRINT CBS 96 combines two layers of pre-impregnated carbon fibre fabric sandwiching a syntactic core, plus a 200 micron thick glass/epoxy surface veil, the total ply thickness being 1.8 mm. The material has an areal weight of 2400 g/m2, less than half that of steel and less also than that of its main automotive weight saving competitor, aluminium. This SPRINT 96 combination conveys strength along with the stiffness that comes of what is essentially a bending-resistant I-beam form of structure.
The SPRINT material is laid up into metal tools which, after closure, are heated by internally circulated hot oil to bring about full impregnation and cure. Vacuum applied within the closed tool cavities removes trapped air from the composite and assists consolidation. This material and process combination has significant advantages.
“Our system provides a high degree of process repeatability that can be maintained over several years of production," Starkey explains. "It also delivers low cycle times so that, instead of taking two or three days to produce and finish an item, as has happened in the past, we can turn out three or four finished parts in a working shift."
"It’s an autoclave-free process which liberates us from the limitations of having to produce items in batches sized for the autoclave. Nor does the method prejudice thermal tolerance in finished parts; the panels are equally at home in Arctic conditions or on a black car out in the midday sun in an Arab country where temperature at the vehicle’s surface might exceed 100°C."
"It delivers the Class A surface finish that is a ‘must have’ for prestige car owners and, given economic series production, our carbon panels are affordable.”
Achieving a top quality product without having to use an autoclave requires a suitable alternative, in this case innovative tooling. In fact this aspect was as important to the success of the overall concept as the material formulation. A significant precursor to the final scheme was ALBOS (Affordable Lightweight Body Structures), a programme largely funded by Aston Martin in association with the UK Department of Trade and Industry and the Department of Transportation, that provided a platform for Gurit to prove its new materials and process technology. Particular focus on tooling enabled the collaborators to refine a thin-shell nickel tool, similar to those sometimes used in aerospace applications to process prepregs in an autoclave.
This solution offered the required combination of dimensional stability, durability, thermal conductivity and cost-effectiveness. Directly heating the tool, initially with pressurised water rather than the oil later adopted, enabled Gurit to meet the challenge set by Aston Martin of reducing cycle time to 90 minutes per moulded part.
Production
A tour round the facility at Newport served to demonstrate Gurit Automotive’s production system in action. There are seven major stages.
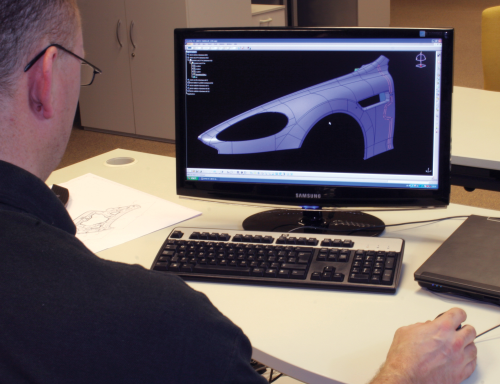
1. Design
Working with data provided by the customer, an experienced design team develops a 3D CAD rendering of the part to be produced. This can be a composite adaptation of a part previously produced in metal or an entirely new design based on surface data supplied. The design will include complex features and fixing points.
Once the 3D component geometry has been finalised, CAD work on the tooling concept begins. This is a largely interactive process involving Gurit Automotive engineers, the customer and tool makers.
2. Material kitting
Next, a 2D kit of plies is created from CAD data provided by the design team. The various plies are cut, under computer control, to near-net shape. Plies are cut from the materials that make up SPRINT CBS – the surface ply and the two layers of single-sided SPRINT sandwiching the syntactic foam core – using a CNC ultrasonic cutting machine.
“Computer control is part of our policy to automate extensively," Martin Starkey explains. "This is to speed up the production process, remove the variability that is associated with human operators and minimise wastage.“
Kitting shop personnel make up the cut plies into kits that are placed in racks ready for use.
3. Moulding
In the moulding shop, operatives lay up kits from the kitting shop into mould tools according to process instructions.
Tools are purpose-manufactured from materials whose choice depends on the numbers of items to be produced, the standard of finish specified and the heat transfer rates required for the cure. Tooling materials range from carbon fibre/epoxy for items that will be produced in low volumes, to steel for Class A production in medium-volume runs, through to nickel for advanced high-speed Class A tooling. Tools are designed for each specific application, generally in partnership with outside specialists – such as Weber Manufacturing (Canada) for the more advanced nickel-shell tools.
Tools are heated by passing hot oil through tubing disposed within the tool material. PLC electronics control and log the key parameters such as oil temperature and pumping rates. Rapid heating is possible and profiles have been developed that deliver typical cure times of 180 minutes for steel and 60 minutes for advanced nickel with special heater topology. No post cure is necessary.
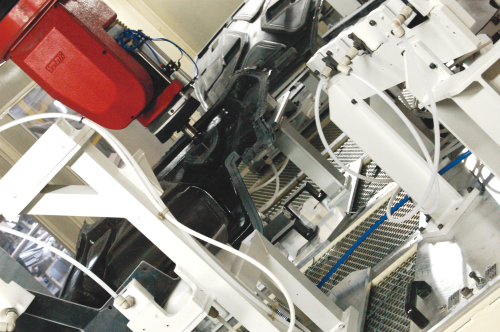
4. CNC machining
Demoulded parts proceed to a machining station where, maintaining the high automation philosophy, a 5-axis Belotti (Italian) machining centre that is fully ATEX compliant for carbon fibre applications removes flashing, trims the item to its final dimensions, adds holes and prepares certain areas for subsidiary items to be bonded subsequently. A multi-position tool and a machine bed able to hold up to six fixtures keep changeovers to a minimum.
5. Bonding
Next in sequence is the bonding assembly area, where fasteners and other parts are bonded in, inner and outer panels are bonded together and features such as headlamp support assemblies are bonded. Adhesives used are mainly two-part polyurethanes developed by suppliers Dow and 3M to Gurit requirements. Precision bonding jigs are used to ensure correct positioning. The Gurit process eliminates bond line read-through, a defect that has challenged the automotive industry for many years.
6. Priming
Complete body panels are transferred to a temperature and humidity controlled painting booth where they are primed with an advanced primer system from the DuPont organisation. The combination of advanced primer and the Gurit epoxy-based surface film that is part of the SPRINT CBS ply stack was specifically developed in partnership with DuPont. The development programme took three years and combined DuPont’s expertise in coatings, testing etc with Gurit’s knowledge of substrate chemistries.
The fact that the resulting formulation can accept standard automotive paint finishes overcomes a significant problem previously associated with CFRP panels, that special paints were required, and constitutes an important selling point for Gurit. It was first used a few years ago on the MG X Power SV (Sport Veloce), a model that was discontinued after MG-Rover changed hands.
The primer goes onto the aforementioned surface film and is then baked. The end result is a smooth (non-textured) surface that is ready to accept standard automotive paint, although it cannot so far be subjected to the high bake temperatures that are used on standard vehicle production lines. A final colour paint finish can be applied by Gurit or by the customer.
7. Final inspection and surface coordinate check
In a rigorous final inspection stage, surface geometry is checked using a coordinate measuring machine (CMM). An integral statistical analysis tool records and analyses the data. Gurit has also developed the use of laser scanning as a time-saving alternative to CMM checking and expects to introduce this progressively.
Highly trained inspectors check out the A-class surface finish visually, using customer supplied samples as comparison benchmarks. Highlighter fluid is used to accentuate, under 1000 lux lighting, any slight ripples or other imperfections. Any found will indicate a need to return the item to the paint shop for re-work. Gurit technicians are keenly aware that a flawless mirror-like finish is part of the appeal of a prestige car.
R&D
A final port of call in Reinforced Plastics’ facility tour was the research and development section, where further process improvements and refinements are being developed. Although Martin Starkey was not at liberty to elaborate on many of these, two areas of focus in particular did emerge. One is the on-going development of the next technology generation that will enable composite parts to undergo the same automotive paint processes that are used on conventional metal vehicle bodies. Lack of compatibility with standard painting systems has so far been a barrier to full adoption of composites by the automotive sector. The other is the application of novel curing technologies, a possibility that could further accelerate the cure process and simplify future tooling.
A couple of further items within the R&D area enabled Martin Starkey to impress your correspondent with the leading benefit of carbon composite. Invited to pick up two identical looking car front wings one after the other, I was so startled by the ease with which the second could be lifted that it practically flew into the air in comparison. This, carbon, example was clearly very much lighter than its metal counterpart.
Controlled growth
Overall, business for Gurit Automotive is building up well, albeit in a controlled and measured fashion. At the time of our visit, the company was in process of doubling its production area by expanding into a warehouse adjoining the Newport facility.
Starkey holds that, with some 80 personnel out of Gurit’s total payroll of some 370 at the site, Gurit Automotive is already a sizeable player in the automotive composite component sector, particularly in comparison with the many smaller companies that have roots in autosport. He argues that such outfits seeking to transform themselves into Tier 1 suppliers face challenges in terms of production volumes, working tolerances, quality systems, administration and other matters that are familiar to Gurit through its strong presence in wind energy, marine, aerospace, infrastructure and other sectors.
Another operating bonus for Gurit Automotive is the assured material supply afforded by the parent organisation, along with the considerable resources available for developing new materials and production technologies.
Starkey believes that the new company he heads is well placed to seize not only the opportunities posed by the limited-edition prestige car market – where, given the inexorably rising costs of fuel, weight reduction and fuel economy are becoming more important – but also for future electric and hybrid vehicles where weight just has to be minimised. With the latter and other higher-volume vehicles in mind, efforts will continue to further reduce cycle times so that long series runs, into the thousands, can become viable.
An expression of confidence in the future is the gleaming half-car that sits resplendent in the reception area at Newport. This alluring supercar, on which the composite items blend indistinguishably with those in metal, is a potent reminder that carbon car body parts have come a long way and that the marriage of SPRINT, autoclave-free processing and innovative Class A surface finishing can take them further yet. ♦
This article was published in the September/October 2011 issue of Reinforced Plastics magazine. To apply to receive your free copy of each issue of Reinforced Plastics magazine please complete the subscription form.



