







The mood was business-like but friendly for the 10th Annual SPE ACCE in Troy, Michigan, USA, on 15-16 September. There were 397 people in attendance to listen to 51 speakers, 7 keynote addresses, and 1 panel discussion. Gone were last year’s shock from the great recession and musings if the worst was over, to be replaced with business plans and reports of the progress that had been made to date.
Most of the papers addressed improvements in processes for producing composite materials and for improvements in modelling techniques, while green and new products/materials were also discussed. Keynote speakers began with a description of the dynamics of the recovery in the economy in general and the recovery of the auto industry in particular and then concentrated on carbon fibre and modelling. The panel discussion proved very interesting and initiated a conference-wide debate on the state of composite properties modelling.
Mike Jackson, IHS Automotive, the first keynote speaker, indicated there’s a shifting business model and, while the US and European economies of the past 20 years had been built on debt accumulation, the future will be built on demand. The economic growth for the next 5 years will be led by Brazil, India and China, while growth will be slow in the US, Japan, and the EC. The car industry experienced an especially long expansion for 15 years prior to 2008. He predicted that this could be followed by a protracted contraction that we are experiencing now. He indicated that global platforms and system commonality are the new enablers. He expects the marketplace to be dominated by medium to small cars and crossover vehicles. Electric vehicles will continue to be a niche market. He sees Ford surpassing its 2007 sales level and also sees good volume for the Asian Four.
Modelling debate
There were many modelling papers and several keynote presentations addressing modelling and when the subject came up in the panel discussion, it began a conference-wide debate on the state of modelling of composite materials.
During the panel discussion the following question was asked: Given the tools we have today for a virtual prototyping … can we effectively design automobiles?... if not, what breakthroughs are needed …?”
One panelist remarked that rightly or wrongly there is still a persistent doubt in the accuracy of composite models.
Antony Dodworth, Bentley Motors, added: “You know what you get with steel but with composite models you are not sure what you have until you have built it.”
Mark Voss, GM, added that each product, whether SMC, carbon fibre, glass fibre, thermoplastic or thermoset, is different and requires different modelling parameters, and this raises doubts about the quality of the modelling.
Gary Lownsdale, Plasan Carbon Composites, said it’s working with Oak Ridge National Labs (ORNL) to supply the models the industry needs. Lownsdale went on to say that the problem with modelling was that all of the current automotive commercial software models assume quasi-isotropic behaviour and this is not correct, especially in the case of crashworthiness testing. The aerospace industry uses a different set of modelling tools which are not available to the auto industry. For example, there is no modelling available for braided material. Aerospace can make highly aligned carbon fibre material which is easier to model and this is not possible for the automotive industry.
Claudio Santoni, McLaren Automotive, agreed, adding that they need a different process when they are designing with composites rather than metals.
This set of statements was surprising to many people. In 2006 at this same conference the panel lamented of the same lack of sufficient quality modelling outside of supercars and aerospace. Olivier Guillermin, Vistagy, argued that Formula One racing cars use composites extensively and because of the short timeframe between concept and production that use would be impossible without accurate predictive models. In addition James Griffing of Boeing reiterated that predicted values closely matched test values. He stated that the airplane wings were subjected to three times life testing and then further tested to failure, passing with a small amount of margin, due to excellent predictive tools.
In 2008 presentations by McLaren, the America’s Cup, and Trek bikes all indicated that these technologies depended heavily on modelling because development time lines were greatly reduced, and failure of even one component can mean years of wasted work. In 2009 keynote speaker Hadrian Rori, of Bright Automotive, pointed out that all the aerodynamic designs for the Bright delivery van were done by computer with no clay or scale models and the first prototype agreed exactly with computer predictions.
In 2009 and again in 2010 Roger Assaker, e-Xstream Engineering, was a keynote speaker. This year he spoke the morning after the Panel Discussion so he was able to address their comments. e-Xstream Engineering is the creator of DIGIMAT, a non linear multi-scale modelling process. He began by saying that all types of materials must be covered: rubber, elastomers, thermoplastic, thermoset, glass fibre, etc. Integrated tools must be capable of modelling all the variable matrices and fibres and their interactions and all manufacturing processes, etc. DIGIMAT is a set of tools that takes a micro-mechanical anisotropic approach to predict the mechanical properties as well as chemical, thermal, electrical and other properties. A series of examples were given. Structural loads as well as failure modes were accurately predicted. Forming requirements for carbon fibre thermoplastic manufacturing processes were modelled.
Assaker pointed out several challenges with designing composites. Micro mechanical analysis adds cost and time to the development process. There is no universal solution for all applications. Additionally, basic material databases are not complete, a problem area on which work is steadily progressing. He finished by saying familiarity with the models is essential for best results.
Later in the day Rani Richardson and Etienne Ardouin spoke for Dassault on how to use aerospace knowledge to accelerate the use of composites in mass produced automobiles. What they said basically agreed with Assaker’s assessment. They began by saying the problem was a lack of collaboration between design and manufacture. While design personnel are becoming more comfortable with the modelling tools, some manufacturing floor people continue to use the trial and error system. Complex shapes make manufacturing harder but the modelling tools exist, and they are based upon micro mechanical design and analysis: optimisation loops beginning with a simplified model for quick early sorting, progressing to complicated analysis for precise manufacturing specifications. They can predict properties as well as failure modes such as crack propagation and stress after curing.
Both of these companies have a vested interest in modelling work but almost all of the product papers also indicated that they used modelling extensively.
Hans-Juergen Karkosch, Conti Tech Vibration and Control, and Holger Klink, BASF, introduced heavy duty lightweight composite engine mounts and cross members. Most engine mounts are made of aluminium. They are replacing the engine mounts with a lighter weight material: 50% glass fibre and rubber modified polyamide (PA). The engine mounts weigh less, reduce front axle load, reduce plant complexity, and lower noise. They use the ULTRASIM modelling program throughout the development and manufacturing process “to predict very precisely what parts will do,” even to the crack initiation that proved to be just as predicted. Using the same development process and materials, a transmission cross member was produced with a 50% weight reduction. By the end of 2010 there will be 30 composite engine mount styles with two million parts made in Germany, China, and Mexico.
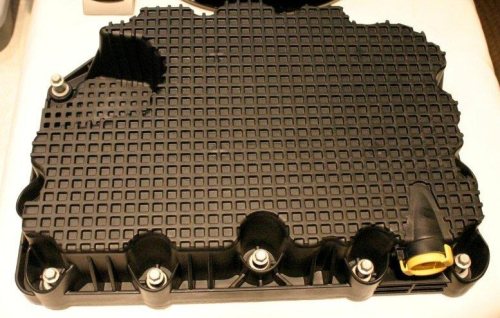
The new SPE innovation award winning thermoplastic oil pan also from BASF is another example of composites replacing other materials aided and enabled by modelling. In this case a new waffle design allowed the new oil pan to outperform the aluminium oil pan it replaced. Early composite oil pans used sacrificial fins to absorb the damage of stone, curb, or rock damage. But the new design could actually run over rocks with less damage than the aluminium part it replaced. In the new Chrysler 5.7L Jeep which required the oil reservoir to function climbing a 60° hill, no standard oil pan could be designed, while the composite oil pan, with the increased design flexibility of polymer composites, worked. Marianne Morgan, BASF, stated that the BASF ULTRASIM high speed material characterisation programme accounts for fibre orientation and provides excellent correlation of impact results.
Another example of the trust in modelling is six papers presented by the United States Consortium for Automotive Research (USCAR). Representatives presented research work on a new composite underbody structural part. This group was given the task of designing a part and a manufacturing procedure that could be adopted by all of its members: GM, Ford, and Chrysler. The key to adopting this technology was the ability to use the models being developed to design and manufacture this part for any size and application vehicle.
Six papers were presented by USCAR outlining the work that has been done to develop and manufacture a composite underbody. Extensive work was done modelling the crash requirements and determining that the driving force was to be the 40 mph offset frontal crash against a deformable barrier. This information was used to decide to go with glass fibre over carbon fibre since the requirements were for greater strength and not stiffness. Since the strength difference between glass fibre and carbon fibre is not great and glass fibre is cheaper, a glass fibre was chosen. Modelling was extensively used in choosing the method of attachment for the underbody to the mainframe and also in the manufacturing process. Since this underbody part was to replace 14-16 steel parts welded together, extensive work was required on moulding procedures and the effect moulding would have upon the glass fibre sheets within the composite material. In addition it was determined that a 2.5 minute cycle time was required.
Libby Berger, GM, presented the overview paper and exhibited a moulded structural composite underbody which had been completed earlier this year. Since only a few parts have been manufactured it is clear that work needs to be done in this area but all indications are that this will be a highly successful project and that a key component of it is the sophisticated modelling programs on which it was based.
At conference end Gary Lownsdale remained unconvinced. Lownsdale again stated that among the problems for adapting carbon fibre was incomplete analytical tools. He stated that Boeing has the tools but that it did not want to share them and that the auto companies need to develop their own modelling tools. In networking conversations modelling companies pointed out that much like the resistance being shown on the automotive side the aircraft and supercar manufacturers also showed doubts about modelling until a few years ago when they made the change. Their remark was that the time is coming quickly and confidence is increasing for the auto industry to also fully embrace the composite modelling programs. Discussion of the integrity of modelling is certainly not over.
Carbon fibres
The carbon fibre presentations were dominated by high end automotive. Paolo Feraboli represented University of Washington (UofW) and Lamborghini, outlining the work that was being done by their joint ventures with Boeing aircraft and others. Over the past 10 years Lamborghini has seen an increased use of carbon fibre for
| Over the past 10 years Lamborghini has seen an increased use of carbon fibre for high performance and lower fuel consumption and manufacturing versatility. |
high performance and lower fuel consumption and manufacturing versatility. Lamborghini feels “the customer experience is better with lighter vehicles” reflected in lower 0-60 mph and 60 mph-0 times. Low volume and high priced vehicles provide incentive for Lamborghini to use carbon fibre composites. More complex hood and rear end designs are possible with composites and their stylists have pushed the envelope.
Various partnerships are advancing the science of carbon composites. Lamborghini and Callaway Golf (another high end manufacturer) are working to simplify the manufacturing process and eliminate the autoclave step. Lamborghini, UofW, and Boeing are verifying crashworthiness by using advanced modelling procedures. Lamborghini, Intel, Boeing and the UofW are working on self-powering components with embedded batteries and solar cells.
Another keynote address, Birth of the T35 Sports Car, by Antony Dodworth, outlined increased use of carbon fibre composites on the Bentley and a method of adding cobalt to the carbon composite which makes it magnetic thus allowing the resin to be magnetically built up on the mould and thereby cutting cycle times.
Claudio Santoni of McLaren described the development of carbon fibre MonoCell (monocoque) for the MP4-12C supercar. The MP4-12C is priced below US$250 000 with a production quota of around 4000 a year. Formula One cars, beginning in 1981, were built with carbon fibre and driver safety increased dramatically. The MP4-12C continues this tradition with the MonoCell. A one piece RTM structure with a 4 hour cycle time, the MonoCell is spacious inside and compact outside. It was designed entirely as a carbon fibre composite and when asked what an aluminium MonoCell would cost or weigh, there was no comparison available since the part, as designed, could not be made in aluminium. This same conundrum has faced the composite engineers for many years with parts designed in steel or aluminium.
Gary Lownsdale indicated Plasan is spending 20% of gross sales on the research and development of carbon fibre composites. He described the drawbacks as slow manufacture because of hand lay-up and autoclave, expensive raw materials and incomplete analytical tools. His company has reduced the cycle time from 88 minutes to 20 minutes and they expect to reach their target of 10 minutes soon. They are looking at the chemistry of the epoxy which they feel must change in order to get to the cycle times required for the automotive industry. Plasan has a very close working relationship with ORNL, composite producers, and Dassault Systems and expect the raw carbon fibre prices to be cut by 50% by 2015.
New processes
New and improved processes were widely touted. The enabling technology sessions began with Jack Van Ert, Vantage Technologies, explaining about lightweight moulds with low pressure for large moulded parts. Werner du Toit, LOMOLD, described a moulding method that was 90% similar to conventional injection moulding with the addition of a low shear screw and a metering piston with one large gate rather than a hot runner system. This allows the processing of longer glass fibres and difficult polymers. It also allows for complete filling for large parts and would allow the use of PET or PA with no moisture problems. A one-piece pallet was moulded from glass fibre polypropylene to demonstrate the manufacturing process and it passed the deformation test with twice the required weight.
Dieffenbacher presented a paper on high pressure resin transfer moulding (RTM).
Joseph Ouellette, Acrolab, described a heat pipe that could be used as a mandrel in composite forming operations. The key to the heat pipe is the internal design which assures the entire mandrel is heated uniformly even if the external heat is not uniformly applied. This means it could be inductively heated, thus resulting in fast cycle times with very uniform heating. Thecompany is looking for applications since it is a thermodynamic expert and not a composites specialist.
Duane Snider, Flow International Corp, presented results of precision water jet cutting. Run by robots, water at 94 000 psi makes clear precise cuts in the composite materials. This method is faster and cleaner than mechanical methods and is used extensively by Boeing.
Thermoset composites
Several papers were presented on sheet moulding compound (SMC). New fillers, a novel isocyanate-based resin, as well as direct compounding, and methods to prevent bondline read-through were discussed. All these papers proved witness to the fact that they could produce SMC with Class A finish ready for finish coat.
Heinz-Gunter Reichwein, Hexion Specialty Chemicals (now Momentive), introduced Epikote, a new epoxy resin system with fast cure times without the usual exotherm and shrinkage. Suggested usages were leaf springs and carbon fibre truck roofs.
P.R. Lewis Consulting indicated that Kevlar fibre filled parts are machineable and produce extremely long lasting pump wear rings.
Green engineering
Work continues on using eco-friendly products. The papers presented were looking for superior properties rather than simply using products just because they were eco-friendly.
Coir (coconut fibre) is inexpensive and easily obtainable and presents good properties in composite materials. The large fibre diameter and high lignin content gives coir fibre a competitive advantage over other natural and synthetic fibres for some applications. On the down side, as with most natural fibres, it has higher water uptake. Pacific Northwest National Labs (PNNL) is working on chemical additives to reduce the water uptake problems present with many natural fibres. Matt Barr, Faurecia, presented automotive interiors made with natural fibres that during crash testing deformed without tearing, thus introducing a safety benefit, while their glass fibre counterparts ripped, forming sharp edges.
Thermoplastic composites
Martin McLeod, Natural Research Council Canada, asserted that long glass fibre thermoplastics have not reached their potential due to the lack of high through put production and thermal/dimensional instability during surface finishing. In line compounding (ILC) could solve these problems. He presented a comparison of ILC with injection moulding vs. compression moulding which showed a number of differences between the two with ILC compression moulding retaining considerably longer fibres. While both systems did reduce the length of the initial glass fibres both methods produce good products.
Lewis Martin, Addcomp North America, spoke of decreasing VOC emissions at the source with new additive technologies with olefin composites. New regulations in Europe and now in California have required the reduction of VOCs from polymer additives and releasing agents.
Composites in vogue
Cedric Ball, ACCE chair, closed the conference by saying he was encouraged by what he’d heard throughout the conference, but especially by what Susan Ward, ITECS Innovative Consulting, pointed out: the industry is attracting young people again: this idea being reinforced by the interest in the scholarships and the excellent poster boards submitted for competition. It appears that composites are exciting and in vogue again.
This feature was published in the November/December 2010 issue of Reinforced Plastics magazine.




