
Sizing development for fibre and composite production is very complicated and specialised. Many of the chemical structure-property and process-property relationships involved in sizing performance remain poorly understood. Nevertheless, decades of experience have made it possible to develop more advanced composite materials. As a result, composites are quickly changing the way we drive, transport goods, generate energy and more generally how industry tackles problems that involve a maximal strength-minimal weight contradiction.
Sizing stability is one of the key characteristics that fibreglass manufacturers take into consideration when selecting raw materials for their sizing formulations.
What is sizing?
A sizing is a mixture of various chemicals, typically (but not necessarily) diluted in water, that fibre and fabric producers use to coat ('size') their fibres. In many instances, the sizing can be regarded as the ‘jacket’ that the fibre is wearing and differentiates the fibres offered by one producer from another. All producers develop their own sizing know-how and apply it to the fibre to best suit the needs of the targeted application.
Michelman has developed film formers and binders used in the sizing formulation. Understanding the end application is a key factor to formulate the right sizing.
Sizing application
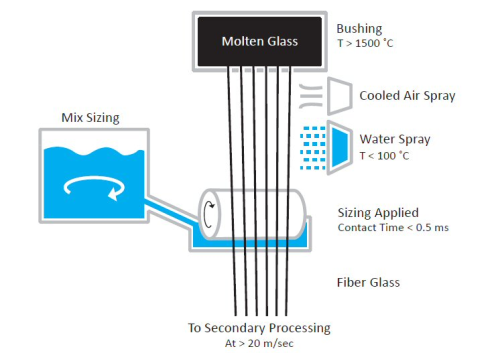
In the manufacture of glass fibre, as glass fibres come down from the hot bushings (Figure 1), they are cooled with air and water sprays. Immediately thereafter, the fibres are coated using a cylindrical graphite kiss roller that is covered with sizing from the applicator roller.
The graphite roller sits on the tray that holds the sizing. As the roller rotates, it gets uniformly covered with a thin coat of sizing. Control of the sizing solids content, roller speed, and sometimes the sizing viscosity, is necessary in order for the roller to deliver the right amount of sizing. From that point on, the coated fibres are either wound wet or chopped while wet and then dried via hot air ovens or radio frequency electromagnetic radiation. The process is relatively fast and continuous.
The sizing is mixed and placed in a holding tank, where it is agitated. Depending on the number of bushings running with a particular sizing, the life of the sizing can be anywhere from one to five days. As the volume in the holding tank gets low, a new sizing batch is made and mixed in with the old one. In addition, the sizing is constantly re-circulated between the applicator tray and the holding tank. Due to the amount of shear applied during this process, the sizing is expected to have no or little foam.
Typically, the holding tank is chilled to keep the sizing from breaking down, which occurs when the particle size and viscosity increase, and/or grit starts to appear on the applicator roller.
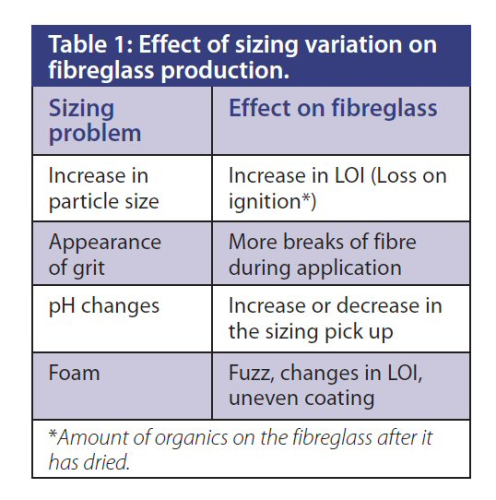
In order to have continuous, smooth and consistent production, the sizing must remain 'as good as' when it was first made. Therefore, during the fiberisation process, the sizing is monitored by checking the pH, solid content, viscosity, etc. Maintaining the quality of the sizing is critical, as sizing problems can cause significant losses in efficiency during fibreglass production (Table 1).
Fibreglass manufacturers spend quite a bit of time improving and making the sizing stable during development and scale-up. The magnitude of potential upsets during fiberisation can be calculated based on the amount of fibre produced. Thus, if a bushing produces 200 lbs/hr, and that bushing is left 'hanging' for 10 minutes in order to clean the sizing tray, the down time translates to 33 lbs of wasted fibreglass on the one bushing alone! Use of a robust sizing therefore reduces waste generation in fibreglass manufacturing and increases product efficiencies.
Recipe for a stable sizing
Sizing stability is the ability of a formulation to stay in a homogeneous state from the moment it is mixed to the time it is delivered onto the fibre. The simplest glass fibre sizing is water and a coupling agent.
Because of the inorganic nature of the glass, coupling agents are used to bond the resin matrix (organic) to the glass surface (inorganic). Organosilanes are the preferred coupling agents in the fibreglass industry. These molecules, while small, are effective. However, if only organosilanes are used, the sizing will make the fibre brittle and almost impossible to handle in the compounding process. Usually, sizing is therefore a mixture of several ingredients that can be grouped in the following categories, according to their function:
- coupling agents;
- film formers;
- additives; and
- water.
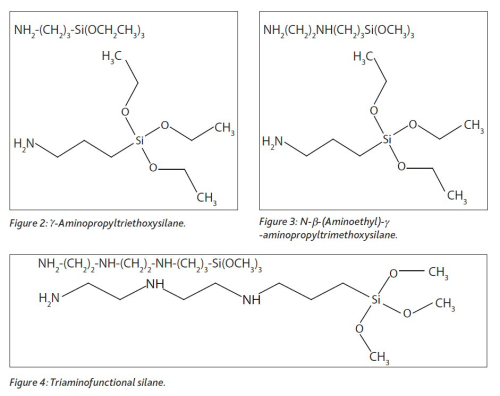
A coupling agent, as mentioned above, binds the inorganic (glass) and organic (resin matrix and film former) surfaces. Organosilanes are the preferred coupling agents, and can be used individually or as a blend of two or three compounds. For thermoplastic reinforcements, γ-aminopropyltriethoxysilane, NH2-(CH2)3-Si(OCH2CH3)3 (Figure 2) is the workhorse, and is used about 95% of the time. In addition to performance, other reasons for using this particular aminosilane are pricing and availability of the material.
Other aminosilanes used in thermoplastic resin fibreglass production include:
- N-β-(Aminoethyl)-γ-aminopropyltrimethoxysilane NH2-(CH2)2-NH-(CH2)3-Si(OCH3)3 (Figure 3); and
- the triaminofunctional silane NH2-(CH2)2-NH-(CH2)2-NH-(CH2)3-Si(OCH3)3 (Figure 4).
The film former protects the fibre during manufacturing and during processing. When the fibre is being manufactured, every 'contact point' is a possible fibre break point. These contact points cannot be avoided; therefore, a film former is used to protect the fibre so that it remains undamaged. Some of these contact points take place while chopping, winding, drying and packing the fibre. As the fibre is being processed by compounders and by weavers, yet more contact points occur, and the dry fibre needs to be protected from them as well.
The film former is present in the sizing at levels higher than 70% based on solids. Importantly, the choice of film former dictates the overall particle size of the sizing mixture. On the fibre surface, the film former plays an important role in determining the properties of the final composite, such as providing improved adhesion between the fibre and the resin matrix, mechanical properties, chemical or water resistance, thermal stability etc.
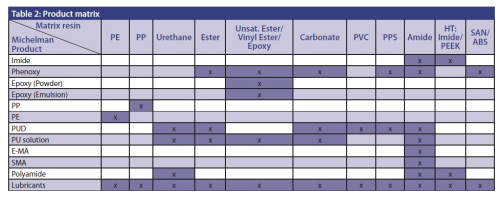
There are hundreds of waterborne film formers on the market, such as epoxy, polyurethane (PU), polypropylene (PP), acrylic, polyethylene (PE), polyamide (PA), polycarbonate (PC), polyvinylacetate (PVAc), etc. There are therefore chemistries suited for all of the various thermoplastic and thermoset resin systems, such as polyamides, polypropylenes, polyethylenes, polyesters, vinyl esters, epoxies etc. Historically the fibreglass industry has often used film formers developed for the paint and coatings, textile and adhesives industries. For this reason, there is little research and development effort or resources dedicated to advancing film former technology for the fibre industry.
However, Michelman’s Fibres & Composites Business Unit develops film formers specifically for this industry. These products are not designed for use in coatings, but rather as specific film formers that address the challenges unique to the fibreglass manufacturing process.
Additives are used for many reasons, including stabilising the sizing, to improve pick up, provide fibre lubricity, prevent composite discoloration, dissipate static during processing, improve fibre processability, prevent wear and tear of the equipment, and keep the sizing from breaking down. However, additives account for only a small percentage of the total sizing formulation (5-10%).
Today, there are very few additives made specifically for fibreglass. Most of the additives come from the paint, coating, textile and polymer industries. Additives can be classified as surfactants, lubricants, antistatics, antioxidants etc.
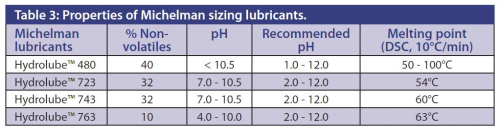
As with its film-forming products, Michelman has developed a family of lubricants specifically for use in fibreglass sizings, as shown in Table 3.
Water is the carrier of all of the ingredients to the fibre surface and accounts for 80% of the wet sizing formulation. In addition, it is sprayed throughout the fiberisation process and provides lubricity at the contact points when making the fibre.
Sizing tests
| There is no standard test for sizing stability. Fibreglass sizing formulations are proprietary to the manufacturers. |
There is no standard test for sizing stability. Fibreglass sizing formulations are proprietary to the manufacturers. Furthermore, the sizing patents available today broadly list formulations that do not always resemble the actual systems. Regardless of this shortcoming, the raw materials can be tested in the presence of organosilane and water.
In order to be considered for any fibreglass sizing, the film former or additive has to be stable in water in the presence of an organosilane. In addition, all sizing ingredients must remain unchanged throughout the lifetime of the sizing (1-5 days). Specifically the particles, in the case of dispersions, must be robust enough to survive the shear and temperature changes during delivery to the fibre.
Based on a review of several sizing formulation patents, the following general statements can be made:
- organosilanes are used at levels ranging from 1-25% of the total solids;
- film former levels range from 75-99% of the total solids;
- additives are used at less than 5% of the total solids; and
- the total sizing solids content varies anywhere from 5-12%.
Using this information, Michelman has developed a method to test its own products to check the robustness in fibreglass sizing and to optimise its products to improve stability.
As new dispersions are developed, the stability test can be applied to find the optimal surfactant system and more rapidly attain a final, organosilane stable formulation.
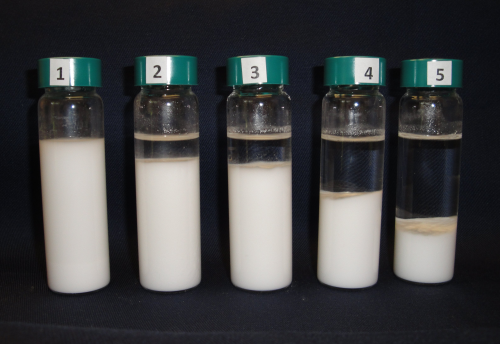
In the example in Figure 5, a film former was mixed with water and with varying concentrations of silane. The level of silane increased from left to right. Since the film former is almost always a dispersion, the particles can aggregate in the presence of other materials, in this case, organosilanes. As can be seen in tube 1, the emulsion coexists with the silane without breaking down, while in tube 5, which contained the highest level of silane, the emulsion has totally broken down.
Critical role
Sizing stability is a critical part of the glass fibre manufacturing process. If the film former is not stable in the full formulation it cannot be used in glass fibre manufacturing. Pre-screening samples for stability can be used to guide product development and save the time and resources for the fibre manufacturer. ♦
Further information
Roxana McMican, Research Applications Chemist, Michelman Inc, Fibres and Composites Group; e-mail: roxanamcmican@michelman.com; www.michelman.com
This feature was published in the September/October 2012 issue of Reinforced Plastics magazine.
The digital edition of Reinforced Plastics is distributed free of charge to readers who meet our qualifying criteria. You can apply to receive your free copy by completing the registration form.





