
See Reusing automotive composites production waste (Part 1)
3.1. Reduce
The prevention or reduction of waste is the most vital point in the waste hierarchy, as it should result in the least environmental and economic costs, and requires none or limited collecting and/or processing of materials. It also produces significant benefits in terms of production efficiencies and resource use. Reduction involves using less material in design and manufacture, trying to keep products for longer, and using less hazardous materials. In composites, it has been shown that manufacturing waste is a current concern despite processes such as ply cutting and nesting that would describe itself as waste minimisation and lean enabling. Thus to identify how this is such a problem, it is necessary to look at design as well as the stages of manufacture. It is increasingly clear that design and manufacture are interrelated in composites; and that waste generation is dependent on design decisions related to internal knowledge bases, as well as the individual designer. The greatest influences on scrap generation (whether manual or automated forming, net shape or not) are by far found in Design for Manufacture (DfM). Amongst others these include: defining the manufacturing plies, drape simulation of the plies to the tool geometry, adding trim allowances for machining, and generating the flat patterns from the ply shapes (according to the roll width of material to be used). It should be noted, however, that DfM as defined in the software products used in composites design does not equate to DfM as it is conventionally defined.
Scrap in manufacturing will always be produced – it is inevitable given the processes available. However, by taking into consideration some generally identified commonalities, interdependencies, and interrelationships in design and manufacture (that will dictate scrap generation), reduction of the volume is possible. This is perhaps especially true if this is undertaken in collaboration with continuous improvement activities. These are:
- Commonalities: material roll width compared to the design geometry.
- Interdependencies: dependency for accurate axis systems is primary; dictating efficiency and designs that are fit for purpose, but for scrap both are dependent on the datum position used.
- Interrelationships: the ability of design and manufacture to communicate the design intent as well as understanding manufacturing capabilities.
3.2. Reuse
Many materials have defined shelf as well as use-by dates, and in many cases there are risks that these will be exceeded. Materials can be ‘re-lifed’ for a short period otherwise they are regarded as waste for disposal. There is previous history of reuse in composites, albeit confined to unused rolls that exceeded their date specification. These rolls were sold as non-certified materials and permitted for lower technologies use as an exchange basis.
This has now more or less been stopped through liability risk (small quantities can be found on trading forums), and any out of specification material will now simply be disposed of, transferred to partners for use in prototyping trials etc., or used in-house for research needs. Recently there has been interest in categorising the impact of outlife on Out of Autoclave materials, and these works could in the future enable some materials reuse strategy to be employed.
There has been very limited work in reuse of scrap uncured prepreg (and none known of on dry cloth), although the potential reuse of scrap prepreg as a construction tile has been investigated. The reuse of scrap as press mouldings has also been looked at, with a conclusion that a ‘sandwich’ structure of overlapping mixed shape and sized scrap sections would return the best material use. Scrap prepreg has been suggested for use for secondary parts as panels by MDA and Bell Helicopters through chopping scrap to squares and processing, and has also investigated prepreg reuse to generate low cost raw material for alternate industries, as well as reduction strategies. Prepreg scrap was identified as a priority waste, while the ply cutter was said to be a prime collection point. The work aimed to recover ply cutter scrap sections through reuse as either continuous pieces or by splicing/overlapping scrap shapes to form laminates.
More recently, research seems to have preferred to chop scrap prepreg to squares or rectangles and employing it as a random orientated strand in press mouldings. These processes do show some potential, although risks degraded properties and manufacturing defects by comparison to processes that maximise the scrap surface area. Moreover, in some cases additional resin has had to be used. It is potentially valid to suggest that the shredding works should be regarded as recycling opportunities more than reuse.
3.3. Recycling
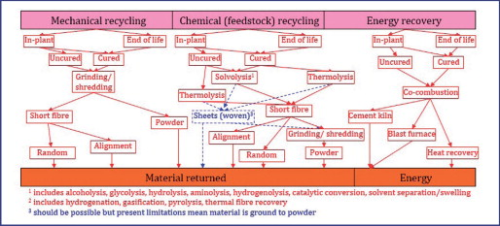
The recycling routes open to composites are generally similar to those viable for thermoplastics, apart from specialist processes such as revitalisation, although the route specification may also differ due to the materials character. Figure 3 attempts to summarise the techniques available for composites recycling. Just as with thermoplastics, the quality of the recovered products greatly depends on the feedstock material. The least mixed the waste source the easier a recycling operation will be, although in composites this is complicated by the heterogeneous nature of the material and its variation in reactivity to recovery techniques between the polymer and fibrous elements. Table 1 summarises the various recycling processes in terms of waste stream, products, and fiscal demands where known compared with landfill. It also attempts to present advantages and disadvantages of each process. It is often argued that recycling is suitable for all waste states (1–5 previously); however it is the authors' opinion that recycling is mostly suited to cured waste than uncured/dry cloth, as in this state the material has a potentially higher value in being able to be formed to a product as in standard manufacturing. In terms of cured components/trim, often recovery of constituents is the only real value.
| Process | Waste stream | Products/waste | Advantages | Disadvantages | Reprocess cost (£/t) |
| Mechanical grinding | Cured laminates and uncured roll/trim scrap | Particles as filler or short fibres/dust | Recovery of both fibres and resin No use or production of hazardous materials | Significant degradation of mechanical properties Unstructured coarse and non-consistent fibre architecture Limited possibilities for re-manufacturing | ∼120–350 |
| Solvolysis | Cured laminates and uncured scrap sections | Recovered fibres Suspended organic compounds and acids | Very high retention of mechanical properties and fibre length High potential for material recovery from resin | Common reduced adhesion to polymeric resins Low concentration tolerance Reduced scalability of most methods Possible environmental impact if hazardous solvents are used | Experimental/costs unavailable |
| Pyrolysis | Cured laminates and uncured scrap sections (in-house or end of life) | Recovered fibres Various gases, oils | High retention of mechanical properties Potential to recover feedstock from resin No use of chemical solvents | Possible deposition of char on fibre surface Sensitivity of properties of recycled fibre to processing parameters Environmentally hazardous off-gases | Experimental/costs unavailable |
| Thermo-mechanical recovery | Cured and uncured scrap | Recovered fibres Solid and gaseous products | High tolerance to contamination No presence of residual char on fibre surface Well established and documented process | trength degradation between 25 and 50% Fibre length degradation Unstructured fibre architecture Impossibility for resin recovery | Experimental/costs unavailable |
| Incineration with energy recovery | All composite waste streams, no quality implications | Energy recovery, cement or iron Solid and gaseous wastes that require disposal | - | - | ∼20 (cement kiln) ∼60–175 (MSW, industrial combustion) |
| Landfill | All composite waste streams, no quality requirements | N/A | - | - | ∼70–90 (hazardous landfill) |
The main problem with many of the recovery techniques is the question of what to do with the recovered products. Mechanical grinding recycles near 100% of the feedstock but produces a heavily degraded fibre/resin clump or granules limited in use as filler material, or as additives to other processes such as concrete, but little else. Most solvolysis or thermolysis processes seem to only aim to recover the fibres by priority and wastes the cured matrix. This by-product varies by process, but must be disposed of. Most appear to head to landfill, although use in energy recovery may be feasible, and some processes can recover oil and gas for self-feeding of its process. This is largely restricted to those thermal techniques, which are also the processes that appear to be making some commercial headway. The quality and cleanliness of the recovered products naturally varies by technique. They generally offer more useful products than mechanical grinding, but all of these processes still present fibres with some form of residual contamination (up to a few percent). Both solvolysis and thermolysis are however still reliant on the feedstock being chopped, shredded, or broken up to accommodate gate sizes as they are still batch processes. Thus the fibres in the as-recovered state are short in length, and characterisation of those recovered materials has shown a range of lengths versus the input material. Further, the fibres largely appear matted, or loosely bound in clumps with no structure or order meaning that further processing is required unless it is sold in this format. Broadgood feedstock is suggested to retain fabric structure via the weave pattern, however at present no recovered fabrics are known to be available.
Processed recycled short length fibres have seen several approaches to use it in preforming and/or manufacturing techniques, including demonstration with 3-DEP, DCFP, and very recently incorporation to a selective laser sintering technique. However the main commercialisation route still appears to be to deliver a dry random mat form. Alternatively, it might be distributed along an adhesive sheet as a random mat prepreg or veil. In the future the most high value potential will be to align the material as a short fibre composite sheet, and this is presently an active field of research. Reference may also be able to be taken from examples where selvage waste is collected and reformed into discontinuous tow Non Crimp Fabric (NCF), some including comingled thermoplastic matrices, and which now appear to be successfully penetrating the market.
3.4. Research at University of Bristol
The University of Bristol has in previous years concentrated efforts on the reduction or reuse of composite waste. This includes examples where scrap cloth prepreg was reused as press moulded laminates and compared to continuous plates of cloth and UD tape. Other work has explored in some detail the reduction possibilities in composites manufacture, by examining the waste results possible for a number of parts and the impact of design choices such as materials choice, ply shape, and complexity to nest etc. It showed that simple choices, in areas such as datum location, could have drastic impacts on waste generated. The work also investigated the scrap formed at ply cutting and explored opportunities to reuse it by collecting shapes and fitting them together to produce an irregular pattern discontinuous roll. This was made possible as in this case the scrap was relatively simple, regularly presented, and of sufficient size to make it feasible. However, much of this work was primarily based in the aerospace sector and predominantly of prepreg forms.
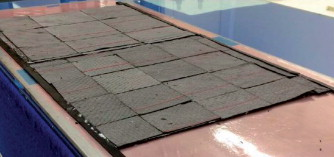
More recent research investigates a novel and adaptable/flexible approach to the reforming of dry cloth production waste with a far greater complex ply pattern that is more representative of complex geometry manufacture. Generically, the waste is cut into patches, the size of which depends on the value of the end product, before being laid up (reformed) and resin infused. If the component that the reformed material is used for is high value, the patches will be cut larger so that the fibres are longer, meaning that the amount of waste that can be reused will be reduced. If the reformed material is used in a lower value component (a semi structural unit for example), then the patches can be smaller and more waste used. Reforming is done in a regular pattern, so that structures are produced with regular discontinuities, forming a grid pattern in each layer of the laminate. These grids are offset from each other between the plies, according to design guides, to provide adequate strength in the laminate. This gives a reformed composite with aligned fibres, and providing reasonably predictable strength characteristics. An example of a plate laid up using these patches is shown in Figure 4.
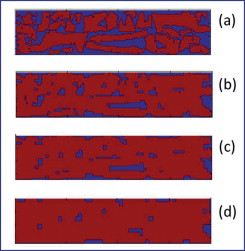
This methodology can also be adopted for waste reduction. As noted, it is possible to optimise the layout of the ply nest to minimise the volume of offcuts produced. If this optimisation scenario was modified to minimise the amount of waste produced after cutting the initial offcut material into patches to be reformed, then the final volume of waste would be further reduced. This would depend on the size of the patches required. A smaller patch size will mean that the ply nest will be altered less from the originally optimised layout since a greater volume of the offcuts will be used. In turn the size of the patch will be a balance between the higher the perceived value of the material, and the cost of the waste that cannot be reused. In other words, if the material is used in a high value application, the material will be of higher value compared with if it was used for a low value application, such as a non-structural body panel. Figure 5 gives an example of a ply nest for a complex part, and the area of waste that can be reused with patches of increasing size. Scrap treatment processes by cutting up waste to coupons exist in many ply cutter packages, however optimising the nest for virgin ply and scrap recovery requires further work to be integrated.




