

Fabricators looking to shorten cycle times when producing pre-impregnated laminates could cure components much faster than they do now by immersing them in a hot fluid rather than in hot, pressurised air or gas – as in an autoclave. Fluids, being many times denser than air, can store more calories for a given volume and can therefore transfer heat faster to anything in contact with them. (For example, you can put your hand briefly into a hot oven without ill effects, but would not try doing that with a pan of hot cooking oil!)
Would that it were possible to place a prepreg lay-up in hot liquid without it being permeated and damaged by the fluid. Actually, something like that is possible, thanks to innovators in the Antipodes. The Quickstep process, devised by a group of Australian composites specialists with help from the Commonwealth Scientific and Industrial Research Organisation (CSIRO), uses thermally-conductive flexible membranes to keep the fluid and laminate physically apart, though thermally close together. This enables heat to transfer from the fluid into the laminate with little impediment. Quickstep is shaping up as one of the more promising techniques for reducing reliance on autoclaves when manufacturing high-performance composites. Moreover, it is a closed-mould process so emissions are contained and managed.
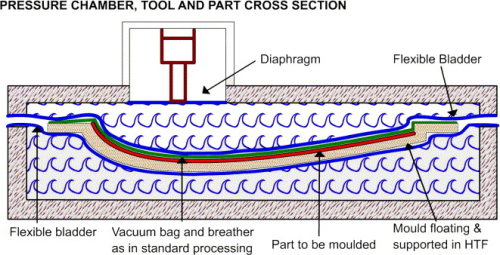
How it works is this. The intended component is first laid up in normal fashion, by arranging prepreg plies on a mould tool. Unlike an autoclave tool, the Quickstep mould does not have to be sturdy, since it will virtually be floating in the heat transfer fluid (Figure 1) under balanced pressure conditions. Rather it can be light and semi-rigid. The next step is to cover the exposed side of the laminate with a vacuum bag and breather layer. At this point, standard practice ends because the mould tool/laminate assembly is then placed in a Quickstep machine.
This machine can be conceptualised as being like a giant lap-top computer in which a top half can be closed down onto the bottom half around a common lengthwise hinge line. Steel casings are liquid-tight against loss of contained fluid. Heat transfer fluid (HTF) can be circulated in both top and bottom halves, or chambers. Across the upper surface of the lower chamber is a membrane, made from a synthetic rubber that is thermally conductive and highly flexible. This is in contact with HTF circulating beneath it. A similar membrane forms the exposed face of the upper chamber (analogous to the lap-top screen). Similarly, this retains HTF behind it.
The tool/laminate assembly is put into the open machine by placing it on the lower membrane, tool side down. When the upper half of the machine is brought down, the upper membrane comes into contact with the vacuum-bagged face of the assembly. Once the machine halves are closed and secured, the component and mould tool are effectively surrounded by a flexible bladder, made up of the two membrane sheets stretched apart to accommodate them. HTF, pre-heated to the required temperature, is then circulated through the upper and lower chambers so that, effectively, it surrounds the membrane-embalmed tool/component. Heat then transfers into the assembly, effecting a rapid cure.
The standard HTF fluid is poly alkylene glycol (PAG), which resembles a light oil in appearance and viscosity, and to the touch. It has the required high thermal capacity while also being safe to handle, benign environ-mentally and soluble in water. It is stable at up to 200°C, adequate for curing high-end epoxies. Fluid is introduced into each chamber via orifices drilled at various points in a continuous distribution tube. This distributed mode of injection ensures efficient mixing between the ‘new’ heated HTF and that already in the chamber, thus ensuring uniform thermal conditions. Delivery is under slight pressure, achieved by using nitrogen gas to pressurise the contents of tanks containing the HTF. The pressure is up to an atmosphere in the tanks, dropping to 0.1-0.4 atmospheres by the time the fluid reaches the tools. Pressure exerted against the bladder causes it to mate closely with the mould/component and conform to its contours. Because equal pressures are applied in both chambers, the tool/component assembly virtually floats. Heat flows into the mould/component at a rate determined by the temperature of the HTF.
Centre of excellence
The Quickstep originators say that the technology offers the holy grail of a process that not only avoids the complexities and expense of autoclaving and speeds up production, but also results in part quality that equals, and sometimes exceeds, that achievable using conventional methods. Specialists around the world have been intrigued by these claims and some have investigated them further.
One organisation to have done so is the University of Manchester, UK, where a team led by Dr David Bond (who has since left the University) carried out a process feasibility study. Results were sufficiently encouraging for the University to agree to a Quickstep evaluation, prototyping and development facility being sited within a new composites centre of excellence being set up in its School of Materials Science with £2.1 million of funding provided by the North West Development Agency. Currently, the North West Composites Centre (NWCC), opened in May, is focusing on aerospace composites because the UK has a concentration of aerospace activity in the region. Partners actively supporting the development of Quickstep capability at the Centre include BAE Systems, Hexcel Composites, Aerovac, Hurel-Hispano and Brookhouse Composites. Moreover, the facility has attracted close interest from leading players such as Airbus UK, Smiths Aerospace, Spirit Aerospace, GKN Aerospace, Eurocopter and others. Nevertheless, sectors other than aerospace – automotive, mass transit and marine for example – can be addressed too.
NWCC director Professor Richard Day says that a primary aim of the Centre is to reduce the costs of high-performance structural composites, primarily by developing out-of-autoclave processes.
“The inclusion of Quickstep in our process portfolio is highly significant,” Day told Reinforced Plastics, “not least because this technology is probably the nearest to market of all those we are looking at.”
Quickstep Technologies Pty Ltd of Perth, Australia, has equipped the Centre with a QS5 machine. This, with its ability to cure items up to 5 m2 in size, is considered adequate for most evaluation projects. Other (standard) machines currently in the company's range are the 20 m2-capable QS20 and its thermoplastic processing sister machine, the QS20TP. Examples of these larger machines are to be found in Perth and soon at the National Composites Centre in Dayton, Ohio, USA.
During Reinforced Plastics' visit to the Manchester unit, Quickstep development manager Tom Cairnduff (who is based at the NWCC) expanded on some of the advantages of the process. Prime among these is the reduction in manufacturing cycle times brought about by rapid heating ramp rates, typically 8-15°C/min depending on laminate thickness and other characteristics. Rapid heating ‘thins’ resins to a lower viscosity than can be achieved in autoclaves, so that faster more effective void-free fibre penetration is secured. Good consolidation is achieved at low, fluid-induced pressures that are many times less than would be exerted with a compressed air or nitrogen atmosphere in an autoclave. Cure cycle times are expected to be between 40 and 60 minutes for most resin systems – a big saving over the 4-8 hours typically required in an autoclave. A suggested new generation of aerospace prepregs designed to take full advantage of the energy available in the Quickstep process could further reduce cycle time to 20-30 minutes for a typical epoxy 180°C cycle. While fewer parts may be produced per Quickstep process, time saved in the cure phase could compensate, yielding overall productivity improvements.
Furthermore, just as heat can be applied quickly, it can be removed quickly also, by pumping in cold fluid. Cairnduff explained that a Quickstep installation normally includes three sizeable storage tanks, one for hot HTF, one for cold and the third for fluid at about room temperature. Internal 80 kW heaters are fitted to the tanks. A system of pumps and valves sends fluid from the appropriate tank(s) to the chambers to provide the cure conditions required at various stages of the cycle. Cure cycles are controlled by a Siemens programmable logic controller and a Windows-compatible soft-ware system developed by Quickstep. The latter provides control intelligence and allows operators to pre-configure a cure process by setting up temperatures, dwell times, ramp rates and other parameters. Thermocouples provide feedback of thermal conditions inside the Quickstep machine. Availability of hot and cold HTFs enables the process to step quickly from one thermal state to another. Machine chambers can be zoned so that different sections contain fluid at different temperatures. By mediating the thermal conditions inside the chambers, a Quickstep operator can control the viscosity of the prepreg resin with surprising precision and differentially across various zones.
This raises the possibility of ‘melding’ parts together, avoiding the need for secondary bonding. Sections of a part can be held uncured or partially cured. By subsequently bringing such areas on separate parts together and applying heat, those parts can be joined. This melding is seen as a potential method for producing, for example, sandwich panels in which the faces are separated by a corrugated profile. Such panels, of coupon size, have been produced on an evaluation basis, along with a wide range of monolithic panels in carbon, glass, phenolic and hybrid composites.
Tom Cairnduff emphasises that Quick-step provides major savings in processing time and cost without significantly com-promising the physical properties of the finished laminate. Indeed, in some cases, he asserts, properties are enhanced. Sample panels made using Hexcel 8552 and Cytec 977-2 carbon epoxy prepregs have rated well on all the usual measures of quality. Test facilities available at the Centre – acoustic C-scan, differential scanning calorimetry and powerful microscopes, plus coupon testers for testing mechanical properties such as stiffness and tensile strength – have helped establish this. Tests have demonstrated Quickstep's ability to produce panels having negligible voids, high stiffness and tensile strength, fibre volume fractions in the 50-60% range or better, and good surface finish.
Some initial issues of surface porosity were satisfactorily addressed by substituting a nylon breather material for the polyethylene material first used. This has reduced loss of vacuum that was occurring at certain stages of the cure cycle. As a result, says Cairnduff, it is now possible to produce panels having a finish up to the stringent Class A standard required by car makers. (This was proved with a sample bodywork item produced for a British luxury car).
In the initial evaluation of the process, in which the properties of Quickstep-produced laminates were compared with those of a similar component produced conventionally using an autoclave, similar experimental samples were each produced from eight plies of carbon/epoxy prepreg (Hexcel 914/40/6703), these being laid up and debulked at Hurel-Hispano. One sample (A1) was autoclave cured, also at Hurel-Hispano. In the other case (Q series), cure was under-taken by Quickstep Technologies at Deakin University, Geelong, Australia, this sub-sequently being followed by a four-hour, 190°C post-cure at Hurel-Hispano. Investigators explored the effects of varying the Quickstep cure cycle parameters, in a bid to minimise the cycle time needed to turn out a component having properties at least equal to those noted in the autoclaved laminate.
The results indicated clear advantages for the Quickstep process – in particular, savings in total cycle time and the greatly reduced pressures required for consolidation (typically 1-4 psi compared with 60-100 psi in an autoclave). Quickstep should be less prone to the interrupted cycle times and waste that can afflict autoclave operations. Use of part melding to avoid the need for secondary bonding is a further cost cutter. Table 1 shows that (for the best optimised Quickstep case) key mechanical properties were superior to those of autoclave specimens.
Table 1.
Comparison of the properties of Quickstep laminate with one produced in an autoclave.
| Mechanical Property | Autoclave (A1) | Quickstep (Q3) |
| Tensile strength (MPa) | 600±50 | 660±30 |
| Open hole tensile strength (MPa) | 240±10 | 270±10 |
| In-plane shear strength (MPa) | 226±4 | 229±4 |
| Interlaminar shear strength (MPa) | 75±4 | 83±2 |
Tooling costs are likely to be reduced because mould tools can be far less rigid than those needed in autoclaves. Investigators calculated the savings that could be made in the case of a typical composite aerospace component, a thrust reverser blocker door. For such a door on the Rolls-Royce Trent 900 engine, used on the A380 aircraft, tool costs would, it was suggested, fall from £6000 (autoclave process) to £2100 (Quickstep) a saving of £3900 (some 65%). Add to this a reduced tooling requirement, and overall saving could, it is claimed, exceed 80%. There would also be associated reductions in costs of tooling installation, maintenance and operation.
Another saver is reduced energy require-ment, as the Quickstep process needs only about a quarter the energy used in a comparable autoclave process, say the investigators. Finally, process repeatability is theoretically high because Quickstep curing takes place in a fully enclosed environment under close software and operator control.
Quickstep can be used to cure composites made with a wide variety of glass, aramid, carbon, phenolic and hybrid thermosets and most commonly used thermoplastics. It can cure significant lay-up thicknesses, up to 40 mm at least, as well as sandwich panels, including honeycomb. Two-dimensional components (2D), including those with compound curves, can be dealt with though in practice the ‘draw’ available on the machine in use restricts the degree of curvature. On the QS5 at Manchester, the draw is approximately 40 mm, limited by the clearance between the membrane and the HTF distribution tube. A machine now being produced in Australia will, however, have a draw of some 400 mm. Quickstep can be used to cure multiple components simultaneously, though a multiple-chamber system would be needed to accomplish this.
Component size is limited only by the size of the Quickstep machine. While there would obviously be a practical limit, it is equally clear that large panels and compon-ents could be made. Certain machines would be custom-built for particular components. For instance, long narrow machines would be needed to cure wing spars and fuselage keels. The process can also be used to cure parts of moderate geometrical complexity, either by using mould inserts or tailoring membranes to specific shapes.
Bright prospects
Aerospace will not be the only sector to benefit. Quickstep is discussing the process with marine, automotive, construction, recreational and other sectors known for their use of high-performance composites. Using specifically-developed automotive resins with Quickstep could, for instance, enable components with ‘A’ grade surface finish to be produced with cycle times of less than ten minutes. Marine prospects are underlined by discussions that have taken place with reputed boat and ship builders, including such industry leaders as Austal Ships. Quickstep hopes shortly to win a contract with an overseas partner to manufacture rail phenolic interior panels at a rate of 50 m2/day for two years. Cairnduff is optimistic about the prospects for Quickstep.
“Over the last year it has really taken off, and we have some Tier 1 companies interest-ed. An injection of capital into the business, following a flotation of Quickstep's parent company Quickstep Holdings Ltd on the Australian stock exchange, has made all the difference, enabling us to take steps to get the process widely noticed around the world.”
He adds that the Manchester installation constitutes a highly capable materials qualifi-cation facility.
“We have everything, from the data recording capabilities of the Quickstep software to the test equipment, needed for such a role,” he declares.
One of his near-term aims is to qualify Hexcel's 8552 material so that Airbus can use it in conjunction with the Quickstep process. This may be achieved later this summer. Among other companies interested in such possibilities, a global helicopter manufact-urer is considering qualifying materials for Quickstep processing of helicopter parts. Even Quickstep Australia may send samples to Manchester for qualification, since the UK site is more self-contained for facilities.
There is also the potential for using Quickstep to process thermoplastics, and Cairnduff believes this represents a considerable opportunity.
“Given a higher-temperature heat transfer fluid, we know that the process would work well with certain thermoplastics. We need a fluid of about 230-240°C capability to give us sufficient differential temperature at the top end.”
A common first reaction to the claims made for Quickstep is one of suspicion. But sceptics are frequently won over when they experience the process for themselves. By showcasing the process, the NWCC at Manchester will be helping to bring this about on a larger scale. This European Quickstep Centre of Excellence is part of Quickstep' strategy for commercialising the technology, through market demonstration and prototype manufacture. Other centres are in Geelong, Australia, Japan and the USA.
The message to the performance composites community is clear: there is, or will soon be, a trial and prototyping facility not too far away from you. Come and try Quickstep for yourselves.




