



FORMAX is a company that believes in flexibility. Rather than offer a standard range of products, it develops highly specialised fabrics for its customers, often to short deadlines and at low minimum order quantities.
As managing director Oliver Wessely explains: “We prefer a customer to come to us saying: ‘Here’s the problem, can you help us?’ Then we’ll come up with something special.”
This approach has led the company into a diverse range of projects, ranging from carbon fibre fins used by free-diving champions to the hands and crescent for the world’s largest carbon clock, alongside its main business in the wind energy, automotive and boat building markets.
The strategy is working as the company saw its sales grow 20% in 2010. As a result of this growth, FORMAX has invested £1.5 million in new machinery this year and is continuing to add to the team of sales and technical personnel at its Leicester headquarters.
Over 10 years in multiaxials
FORMAX was established in 2000, as a spin-off from an existing textiles producer, to provide speciality multiaxial reinforcements for the composites industry. It started out with four people and one Karl Mayer multiaxial machine. Today, the company employs around 90 people and its 10 multiaxial machines run 24/7, producing a variety of carbon, glass and aramid reinforcements. FORMAX manufactured over 6 million m2 of material for customers worldwide last year.
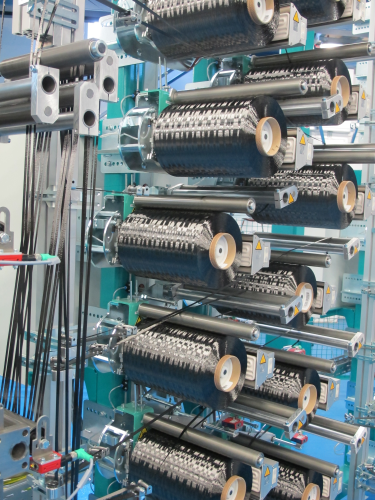
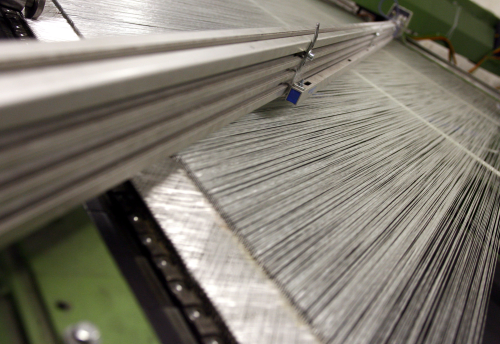
During a tour of FORMAX’s production facility in Leicester Reinforced Plastics saw the machines in action, ranging from its oldest model, a 300 rpm (300 stitches per minutes) machine made in 1984, up to the company’s latest purchase, a £1.2 million state-of-the-art Karl Mayer Malitronic carbon multiaxial machine. The company can produce multiaxials up to 2.5 m wide and its fibre spreading technology enables the manufacture of the lightest weight carbon fabrics.
All the machines are computer controlled and the factory interior is kept at a temperature of 25°C and 65% humidity as glass processes best under these conditions. On one side of the factory, mainly glass fabrics are produced, and on the other side, carbon.
Glass products being made at the time of our visit included a core material consisting of polypropylene (PP) core, chopped mat and 0°/90° fabric, and multiaxial fabrics used by the pipe industry to make high strength fittings.
FORMAX buys a large portion of its glass from China, Wessely notes, as well as special products from European suppliers, since different customers may have a preference for a specific grade of fibre. This means the company needs to keep significant volumes in stock in its warehouse as obtaining product from China takes a long time and FORMAX promises a fast response time to its customers.
Moving into the carbon multiaxials production area Wessely explains that the company decided early on that it would specialise in carbon reinforcements. As well as its own portfolio, FORMAX also produces own-label carbon products for other companies.
Carbon products in production included a 300 g/m2 biaxial and a 100 g/m2 biaxial. FORMAX believes it is the only company in the world making this ultra-lightweight fabric with many potential aerospace applications. The highlight of the tour, however, was the new Karl Mayer multiaxial machine – the Carbon Malitronic® – which at the time of our visit had just been installed and was being commissioned.
This machine is the focus of FORMAX’s investment this year, costing £1.2 million, plus another £200 000 in supporting infrastructure. Specially developed for FORMAX, this is the only machine of its type in the world. It has a variable width from 1 m to 1.6 m, which Wessely points out is the size for a bonnet/roof application. The ability to produce fabric to the exact width results in less waste of the expensive carbon fibre. This versatile machine can produce either ultra-lightweight fabrics or normal weight reinforcements with heavy tow fibre, truly symmetrical fabrics (+/--/+) and also ply orientations of ±30°, which is good for long thin parts (such as wind turbine blades) which must resist twisting.
FORMAX has also installed a new batching machine. This is ideal for pipe relining products, where big volumes and big rolls are required. It is also investing in a laminating line that combines surface veils with existing fabrics for applications that require high quality surface finishes, such as Class A automotive panels. Optimising surface finish is one important aspect of the company’s research efforts.
R&D
Not surprisingly, given its focus on fabric optimisation, FORMAX has its own R&D laboratory. Here, the company studies how fabrics drape and their infusion properties. There are also facilities to break and analyse sample laminates.
A key objective is to optimise a fabric’s drape versus its permeability (infusion speed). Good drape is needed to enable a fabric to fit tight radii and double curvature surfaces, but the downside is reduced permeability and slower infusion. There are no standards for measuring drape and FORMAX uses an in-house solution to test and compare the drape of different fabrics.
The company also carries out infusion comparison tests, studying how fast resin flows into the fabric, and the influence that changes in fabric architecture has on infusion speeds.
Laminate panels are produced and broken on an Instron machine in bending, tension and compression testing. Samples are studied under a microscope for relative void content of fabrics. Another important aspect is surface finish, which can again involve a trade off with other properties.
Market trends
FORMAXs key markets are wind energy, automotive and marine.
FORMAX has been supplying prepreggers which supply wind turbine companies such as Vestas and Gamesa for five years. Prepreggers are very demanding, Wessely notes. They want low cost and bigger rolls of fabric (which means less roll changes in their prepreg process). This brings big challenges in batching. Trying to optimise a fabric via a prepregger is difficult, as there is no direct contact with the turbine maker and you usually have to supply what the prepregger wants, he notes. However, FORMAX has reduced cost by increasing stitch length, which makes is possible to increase machine throughput and hence reduce the cost of the fabric produced.
For turbine nacelles, FORMAX supplies infusion fabrics combining core (infusion media) and biaxial fabric, reducing the number of plies that are needed for the moulders and therefore the labour involved in laying up these huge structures.
FORMAX is also working with a number of manufacturers on supplying fabrics into wind blade tooling as there is a move to carbon for bigger turbine blades.
One area Wessely is excited about, and it is a potential large volume application, is the use of carbon fibre in turbine blade spars. Typically blade manufacturers start to move from glass to carbon fibre for blades above 35 m in length, he explains. However, unidirectional (UD) epoxy prepreg is relatively expensive and there are only a couple of suppliers so in the past three years turbine makers have started to look at ways of using UD fabrics. This brings about compromises since UD fabrics processed by infusion do not have the same mechanical properties as prepreg and result in a heavier spar.
FORMAX is developing a range of UD fabrics that minimise this compromise. It started development work six months ago by characterising the various materials available on the market and hopes to be supplying fabrics within a year.
FORMAX has also been active in supplying carbon multiaxials for automotive projects. It worked with Lamborghini to develop fabrics for the Italian car maker’s resin transfer moulding (RTM) process. Lamborghini wanted materials that would combine drapeablity and good structural properties and a method of binding the materials in a preform structure prior to injection. For ‘preformable’ materials FORMAX can either apply thermoplastic powder to the surface of fabrics or use thermoplastic stitching threads.
Surface finish is a key requirement for automotive components. Standard multiaxial fabrics, even with a stitchbonded surface veil, tend to leave the stitch pattern on the surface of the finished component. FORMAX has the ability to laminate surface veils and tissues to multiaxial fabrics, offering an improved surface finish.
|
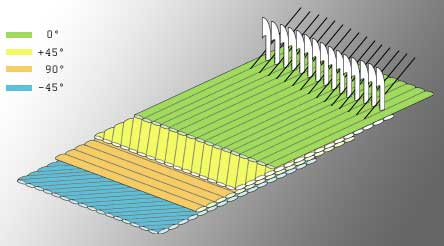
Multiaxial reinforcements are fabrics made up of layers of unidirectional (UD) fibres that are typically stitched together (‘stitchbonded’) with a lightweight polyester thread. They are also known as non-crimp fabrics (although in reality they are actually low crimp). Multiaxial fabrics allow the composite manufacturer to process multiple layers of unidirectional fibres in a single fabric. The reinforcing fibres can be placed in different axis to optimise the performance of the finished laminate. Advantages of multiaxial fabrics include:
Multiaxial fabric architectures include:
|
The UK’s major boat builders, and many other high performance boat manufacturers worldwide, are also FORMAX customers. Wessely notes that the marine market is innovative and demanding, and requires fabrics with many different characteristics depending on the application. In one recent example, FORMAX undertook product development with Gurit on the Archambault M34 racing yacht, developing a single-ply hybrid fabric based on ±45° glass and UD carbon fibre for use in the side decks and areas of the hull. A tacky surface was added to assist in positioning the fabric.
The above examples illustrate the projects FORMAX wants to be involved in, and Wessely explains that although Formax's business is growing quickly , he wants it to remain a "small company in mindset," with the flexibility to offer innovative, bespoke materials with quick turnaround times. ♦
This article was published in the September/October 2011 issue of Reinforced Plastics magazine. To appy to receive your copy of the magazine please complete the subscription form. (The digital edition of Reinforced Plastics magazine is distributed free of charge to readers who meet our qualifying criteria.)