

Finding flaws in fibre reinforced plastics is a pressing issue given the growing use of these versatile materials in safety-critical components and structures. It is also very challenging because of the materials’ variable and composite nature. A diverse range of methods and systems has evolved to meet the challenge, but the imperfections of many of these are becoming increasingly apparent. Instances where small undetected faults have precipitated failures which could have proved catastrophic emphasise the need for non-destructive testing (NDT) systems that have been shown by a rigorous validation process to be fully effective. In short, it is necessary to ensure the quality of the quality checking systems.
In the UK, this is precisely the role for which a major NDT Validation Centre has been established at Margam, Port Talbot in Wales. The new resource, which commenced operations in February 2006, aims to reduce risk of failure in manufactured items ranging from bridges, to aircraft, to heart pacemakers.
Expanding on the raison d'etre for the Centre, manager Philip Wallace explains:
“There have been growing concerns among regulatory bodies like the Civil Aviation Authority (CAA) and the Health and Safety Executive (HSE), along with the insurance industry, that a number of NDT technologies are far less reliable than previously supposed. There is evidence that significant defects in critical components are not always detected by present methods, even when operated by competent NDT technicians. The [UK] Department of Trade and Industry (DTI) decided that what was needed was a validation centre that would offer an independent service to industry for qualifying NDT processes.”
A site at Port Talbot previously occupied by a speciality steels facility was chosen as the location because it offered pre-existing buildings including a capacious high-bay facility; plenty of room for future expansion; good transport connections by road (M4 motorway), rail and air (Cardiff Airport); a well developed industrial and IT infrastructure; and the proximity of major academic centres. The latter are principally the University of Wales, Swansea, which offers materials engineering education to doctorate level and the Swansea Institute of Higher Education (SIHE) which provides NDT courses to MSc level. Both have academic and practical experience of NDT as applied in various industrial sectors and relish the task of applying these skills and experience to the particular needs of composites. The Validation Centre has particularly close links with the Faculty of Applied Design and Engineering at SIHE.
TWI Ltd, formerly the Welding Institute, was contracted to manage the new centre thanks to its wide experience in the field of applied NDT, in training and certificating NDT professionals, and in practical enterprise management. Philip Wallace and other senior staff at Port Talbot liaise day by day with personnel at TWI's Cambridge headquarters and regional centres throughout the UK and around the world. They can call on specialist expertise from all locations and this, together with the academic back-up available from SIHE and Swansea University, augments the capability of staff employed directly by the Centre into a powerful team resource.
Composites focus
Although the remit of the Port Talbot operation covers a range of materials, composites are a principal focus. The facility is one of five centres of excellence in the UK that together constitute the National Composites Network (NCN), a knowledge sharing network intended to stimulate collaborative research activities between higher education establishments, research centres and industry.
“The NDT Validation Centre in Wales constitutes an important knowledge base for composites inspection,” comments Dr Bob John, chief executive at TWI Cambridge. “We aim to increase confidence in NDT, to address the need to verify inspection techniques and improve the accuracy of flaw detection.”
Philip Wallace emphasises that it is the entire NDT processes that are under the Validation Centre's microscope, not just the equipment. Investigations take into account the test procedures used, the personnel applying them, in particular their levels of training and experience, the item being tested, conditions under which testing is carried out, and other application-specific factors. A total NDT system judged able to meet the needs of regulators, customers and users accurately and consistently can be accredited by the Centre.
At present, most clients are referred by the NCN or are TWI members. As awareness of the NDT facility grows, however, more organisations are likely to make direct contact. Services are aimed at regulators, NDT users, manufacturers of NDT equipment, producers of composite materials, composite fabricators and the quality assurance sector. Small and medium-scale enterprises (SME) are particularly welcome since a leading aim of the Centre is to enhance NDT capability throughout the supply chain, not just among Tier 1 suppliers. Services offered range from investigating inspection issues to advising on new applications and can include accreditation in line with particular regulatory requirements. Moreover, the Centre can undertake contract NDT and contributes to NDT training. Work normally has to be charged for, but outside funding assistance can sometimes be available and, in any case, staff at the Centre are keen to establish a reputation for providing value for money.
Case studies
Assignments can originate across the entire spectrum of composites applications from aerospace to marine, construction to industrial and energy to automotive. Many clients make contact because they are experiencing inspection/quality difficulties and, given that most insist on confidentiality, we could not be provided with actual case histories. However, it is possible to consider representative scenarios. Typically, the first step in the process is an initial consultation at which NDT and composites specialists from the Centre are appraised of the problem. This may (though not necessarily) be followed by a visit to the customer site to explore every aspect of the NDT process, taking into account personnel, environmental, cultural and application-specific factors. A multidisciplinary team, involving members with both academic and practical backgrounds, can then be brought to bear in developing a solution.
The case history would normally involve some failure to detect or characterise voids, delamination, disbonds, moisture ingress, fibre breakage or any of the other ills to which laminates can be subject, with sufficient reliability. Composites are difficult to inspect because faults are often buried within the laminate without revealing any surface signs of their presence. Meanwhile, the variability of many composites and their discontinuous bi-phase composition raises difficulties for most NDT techniques, which essentially work by detecting material discontinuities. Solving NDT problems often, therefore, involves refining the process by optimising the many variables involved. A common recommendation is that better results would be achieved by combining two or more techniques.
|
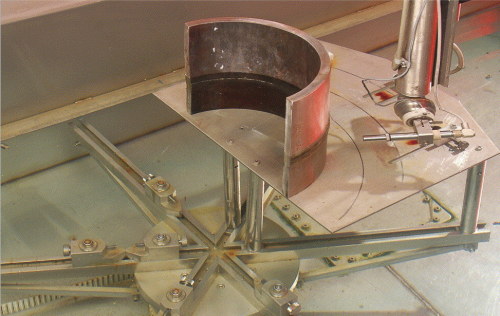
The NDT Validation Centre's Immersion Ultrasonic Inspection System was supplied by Ultrasonic Sciences Ltd. Components under test are submerged in a water filled tank. The ultrasonic transducer is mounted on a multi-axis manipulator at a distance of a few cm from the component, so the ultrasound travels through the water before entering the component. The equipment includes a 750 mm diameter rotation table and the tank can accommodate components up to 3 m × 1.5 m. The Centre operates a LOT Oriel pulsed thermography system. This involves flash heating (usually using one or more intense light source(s) [not, vert, similar1kW]) of the surface of the component being inspected using an external heat source and observing how the temperature decays with time. Flaws in the material show up by variations in the temperature decay rate. The X-Tec 450 kV digital radiography bay incorporates computed tomography capabilities. This facility can perform rapid three-dimensional imaging of components, with a turntable capable of handling components up to 125 kg in weight. The X-ray source is capable of penetrating 110 mm of steel and up to 300 mm of aluminium. This X-ray system is suitable for inspecting large composite components. |
“No matter how much a client might wish it, a single technique is not always capable of providing reliable flaw detection,” Philip Wallace explains. “A combination of techniques may be required to reveal and characterise faults to the level required. For example, practitioners are increasingly combining ultrasound with thermography. We can help by establishing the most helpful combination for a given application.”
An investigation generally requires the customer to provide samples, both of composite items having known flaws and others that are without flaws. This enables a number of reference results and images to be acquired by applying selected test techniques to the samples. These establish a yardstick for comparison when subsequent samples are tested. The Validation Centre is gradually building a library of samples which it files along with the relevant test results. These can be referred to in future investigations involving similar testing, but also for education and training purposes. The Centre aims to provide a range of certified validation outputs corresponding to particular applications and customer requirements. It has already amassed a considerable database of NDT successes and examples of where techniques have fallen short.
Wallace reveals that most enquiries from composite interests currently relate to ultrasonic techniques. He adds, though, that infrared thermography, laser shearography and digital radiography are now making significant inroads, despite the higher costs of these techniques, and this is generating a growing number of enquiries. A common issue with ultrasonic inspection, he declares, is anomalous results caused by unwanted reflection of sonic energy from the test specimen. Another familiar issue is that of characterising a true flaw once it has been detected. Often, mere detection is not enough and identification of the type of flaw is also required. Typically, this is addressed with a combination solution that also involves various types of scan so that the flaw is imaged from various angles.
Once an investigation is complete, the results are compiled into a report which, with appropriate statistical analyses and recommendations included, is sent to the customer.
Equipment
Another on-going task at the Centre is to bring together a broad and representative selection of advanced test equipment. Primary systems evident in the sizeable equipment bay include ultrasound, both 3D phased array and long-range guided wave; active pulsed infrared thermography; digital radiography and radioscopy plus 450 kV computed tomography (CT); and dual laser shearography. Eddy current, electromagnetic and optical techniques are also catered for. A large test tank with contour-following capability provides an advanced immersion ultrasonic test facility for sizeable items. Equipment procured in partnership with the Swansea Institute of Higher Education forms a nucleus of this collection, while a £750 000 grant from the Welsh Assembly's Knowledge Exploitation Fund has contributed to its augmentation. Certain equipment is provided by NDT companies, who are happy to gain the resulting exposure and application experience.
Christine Thomas, project leader, emphasises, though, that the Centre does not align itself in any way with particular commercial interests, instead maintaining an objective stance and owing loyalty only to its clients and academic partners. Equipment validation is, however, one of the services offered.
“We can investigate claims put forward for new equipment by running open and blind trials,” Thomas explains. “Manufacturers value verification of system capability by a recognised, independent validation body. We fulfil that role.”
“There are large differences in equipment capability. It's one thing to be able to detect a discontinuity in a laminate, quite another to be able to characterise that discontinuity and differentiate between specific types of flaw. Everyone concerned has to have a clear view of the intended purpose of the equipment.”
A related issue is that of defining the point at which a discontinuity should be regarded as a flaw, since the band of normality for an inherently non-homogenous material can be large and lacking in firm boundaries. According to Philip Wallace, Centre specialists typically concentrate on detecting levels of discontinuity, leaving it to customers to decide which levels represent actual defects.
Technicians in the test area are adept at executing procedures ranging from using shearography to obtain in-plane and out-of-plane impressions of composite discontinuities, to employing 3D phased array ultrasonics or time-of-flight diffraction techniques to establish defect sizes. Radiographic equipment can be used to X-ray composite items up to 1.5 m by 2 m in extent. Centre clients can be shown how to interpret test imagery ranging from A or C-scan thermographs to shearographic strain maps. A system that elicits particular pride is the computed tomography extension of radiography, a powerful system that can image a component in cross-sectional slices, microfocusing down to five microns resolution. A useful feature of this system is that it can facilitate reverse engineering of a component by enabling CAD drawings to be prepared from radiographs.
Empirical investigation using actual equipment will always be a major activity within the Centre. However, as the knowledge database builds it will become increasingly possible to investigate certain scenarios on computer, using modelling techniques. Project leader for this activity, El Mahjoub Rasselkorde, expects that as the Centre's workload builds, the ability to trial certain NDT procedures virtually will ease the pressure on the ‘real’ test facilities, enabling more investigations to be handled. Currently Rasselkorde is working to implement initial models on PC. Leading edge
The Validation Centre prides itself on being at the forefront of the development of NDT as applied to composites.
“We're moving the leading edge forward in a number of areas,” asserts Philip Wallace. “As one example, we were one of the first groups involved in developing the application of dual-laser techniques for in and out-of-plane shearography.”
Some of the Centre's assignments relate to new composite applications. One current project concerns the NDT of composite fan blades for low pressure compressors on new-generation turbofan aircraft engines. Aero engine makers have started to produce fan blades in composites in order to reduce engine weight. It is essential to be able to check the laminate quality of these components, which rotate at high speed and are absolutely safety-critical. An NDT solution is needed that is sufficiently flexible for use both when blades are tested initially at the manufacturing stage and later when engines undergo periodic servicing. It needs to be operable by moderately-skilled staff working in factory and workshop environments. Specialists at the Validation Centre are trialing a number of techniques including radiography, along with its digital CT extension; phased array and immersion ultrasonic testing, laser shearography and thermography in a bid to establish a practical and reliable combination. In the current phase of the programme, technicians are deriving a series of ‘fingerprints’ for typical flaws which can serve as comparison references in future tests.
Another sector of rising importance is renewable energy, and in particular wind energy which relies on large wind turbine blades having, in the main, glass reinforced plastic skins. A trend to the use of larger and more efficient turbines having enormous blades is reinforcing an urgent need to be able to test blade laminates without having to remove the blades from the turbines. The European Commission is providing €2 million to fund a project intended to develop a novel scanning system capable of meeting this need. TWI is one of 11 partners throughout Europe working on the project, dubbed ‘Concept’. Currently envisaged is a portable radiography-based solution in which X-ray images of blade elements will be reconstructed into a ‘virtual’ complete blade that can then be inspected. Ultrasonics may be used to verify X-ray findings.
The project plan calls for the development of defect recognition software able to characterise a range of defects automatically. If ‘Concept’ lives up to expectations, it should yield the only technique able to detect all types of defect, down to micro-meter level, likely to be found in wind turbine blades. Its ability to operate on blades in situ without having to remove them (albeit they will probably have to be stopped) will result in a powerful condition monitoring tool. Having early warning of incipient faults will make it possible to avoid drastic failures, while enabling blade life to be maximised by feathering affected blades early as wind conditions become adverse.
In such ways the work of the Validation Centre will allow engineers to predict component lifetimes and potential for extension, while also ensuring that vehicles, products and structures remain safe for use during their lifetimes. As a key element within the National Composites Network, the Centre will take a lead in building confidence in the use of NDT, not least by providing a much needed independent, authoritative source of validation services.