







Exhibitors are listed in alphabetical order.
Advanced Composites Group Ltd Stand number T50
Advanced Composites Group Ltd (ACG), part of the Composites Division of Umeco plc, will be co-exhibiting with Umeco’s structural and process materials companies J.D. Lincoln, GRPMS, and Richmond Aerovac. ACG will exhibit Norton Motorcycle’s Limited Edition Commando 961SE motorbike and Zockra’s Rapide recumbent bicycle.
The Norton motorbike is one of only 200 to be made at the Donington Park Race Circuit near Derby, UK. The 961SE uses ACG’s carbon fibre prepreg materials for structural and cosmetic parts supplied by motorcycle parts designer and manufacturer Blackstone Tek (BST) in South Africa. BST selected ACG’s medium temperature moulding prepreg materials, MTM®58B and MTM®57, for the autoclave processed wheels. A number of cosmetic parts, particularly the front and rear huggers, chain guard and number plate holder, have been press moulded using ACG’s MTM57.
The Rapide, a recumbent bicycle intended for racing, long distance rides and ultra cycling, has been supplied by French bicycle manufacturer Zockra. The monocoque frame, front fork, semi-integrated headset/seat, handlebars, and some optional parts, are hand made using ACG’s variable temperature moulding out-of-autoclave, vacuum only processing VTM®264 carbon prepreg and Zockra’s low cost tooling. Zockra’s aim of minimal weight has been achieved; a complete bike can weigh less than 7.5 kg.
AIC Stand number S74
AIC is launching its new Autoclave Control System following many months of design and development and contributions from end-users in the aerospace and motorsport industries.
The AMCS (Autoclave Management and Control System) is designed for stringent control of autoclave and oven processes, and combines new features plus NADCAP compliance. The system was developed in conjunction with Honeywell. The software interface has been developed by engineers with many years of experience in designing, building and operating autoclaves and other complex processes.
"We have a number of customers around the world who run 'Autoclave Manager' with FGH instruments," says AIC Managing Director, Tony Toll. "As soon as FGH Controls announced the end of production of their instruments we accelerated our development programme to ensure that we could not only support these existing systems, but also provide an attractive alternative for those looking to upgrade any autoclave control system."
Airtech Stand number M64
Airtech is introducing its latest development in composite tooling. Beta Prepreg, based on Henkel technology, is a room temperature storage tooling prepreg, which is said to deliver superior laminate properties to conventional epoxy systems. It is based on benzoxazine resin chemistry.
Beta Prepreg is stable for a minimum of six months at room temperature. It has an exceptional low resin shrinkage during cure and develops a very high glass transition temperature, benefiting users with reduced logistical costs, more flexible workshop scheduling and extended tool life.
Features and benefits of Beta prepreg are reported to include:
- exceptionally long out-life, allowing virtually limit-free tool fabrication time;
- excellent post machining quality of laminates, allowing machining of complex geometries and maintenance of very tight dimensional tolerances.
- outstanding toughness, high glass transition temperature and stability at high temperatures ensure long tool life;
- exceptionally low shrinkage improves tool surface quality and reduced need for part finishing.
- very low moisture absorption in comparison to epoxy systems.
Anaglyph Ltd Stand number P49
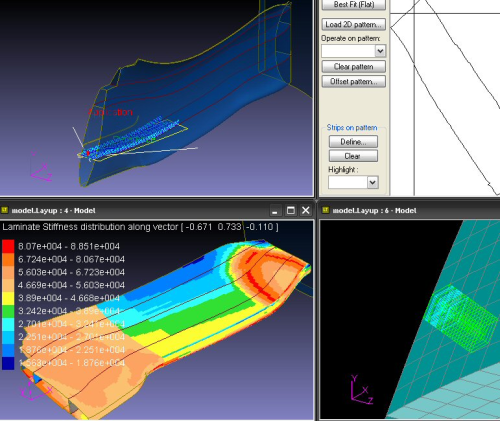
Anaglyph Ltd is a UK-based developer of composites design, analysis and manufacture solutions. At JEC 2010, Anaglyph will be demonstrating the newly released version 4.0 of Laminate Tools, a draping and finite element analysis (FEA) pre/post-processor for composites. Laminate Tools v4.0 includes a new Geometry Module for CAD file import and grouping into element sets for draping. The new version also features lots of user-driven enhancements in the existing modules.
Other Anaglyph applications include CoDA (Component Design Analysis) and LAP (Laminate Analysis Program).
Anaglyph will also be demonstrating PlyMatch™, its system for accurate hand lay-up ply placement. Said to be easy to use, compact, mobile and reasonably priced, this technology is an alternative, or a complement, to existing ply-placement methods.
Armacell Stand number Q51
Armacell is now able to manufacture foam core materials from the recyclate of polyethylene terephthalate (PET) bottles. Its low weight makes PET an ideal material for lightweight construction applications. Armacell reports that PET foam cores are energy efficient, because they require less input power than conventional materials, and ArmaFORM PET foams have high mechanical strength, residual flexibility and excellent fatigue resistance. They are also high-temperature resistant and withstand short-term curing temperatures of up to 180°C. They also display very slight variances in density of ±5 kg/m³ and, unlike natural core materials, their availability is ensured.
Typical areas of application for ArmaFORM PET core materials are: boat hulls and cabin interiors; carriage body and interior panelling in trains, buses, trucks and cars; and wind turbine rotor blades and nacelles. The company notes that whereas the disposal of rotor blades made of conventional composite materials presents problems which will become a real challenge for wind turbine operators in the coming years, PET foams are 100% recyclable.
BASF Stand number G17
Elastopave® will be one of the highlights of BASF’s JEC booth. This polyurethane (PU) system was developed specifically for pavement applications. It offers an alternative surface solution for public squares, schoolyards, sidewalks, bicycle tracks and roads.
Stadium construction is a new field of application for BASF’s Sandwich Plate System (SPS). The use of this PU system is reported to reduce weight by 75% compared to concrete stands and offers excellent load capacity and shorter construction times.
Latent epoxy systems for wind power applications will be the subject of a presentation on 15 April by Dr Gregor Daun, who is responsible for epoxy resin systems within BASF’s Intermediates division. These systems can speed up rotor blade manufacturing by as much as 30%.
Baxxodur® EC 5440 is a non-latent system BASF has added to its portfolio of two-component epoxy resin and hardener systems for the production of rotor blades for wind turbines. Customers which prefer a conventional system and the benefit of longer potlife will find this Baxxodur system attractive.
OLDODUR Blade Finish HS is the new top-coat for rotor blades. Available from Relius Coatings, a BASF subsidiary, this product is resistant to erosion and weathering. The coating also allows short process times because it dries very fast.
A pore-free surface – which is essential in coating rotor blades – can be achieved with the newly developed RELIUS ProcessCoat. Applied to the laminating mould as an in-mould gel-coat, it will reduce the need for manual finishing. Suitable for thin-film application, this product helps to cut costs by reducing paint consumption and, as a result, the weight of the rotor blade.
Czech company Elmarco recently started using BASF’s high-performance Ultrason® E2020 SR polyether sulfone (PESU) to produce special nonwoven materials. These nonwovens are placed between carbon fibre/epoxy prepregs. The nonwoven materials consist of thin Ultrason fibres which act as impact modifiers, lending exceptional strength to the epoxy resins. Elmarco is exhibiting on booth G17 at JEC.
The Cannon Group Stand number H58
The Cannon Group will be exhibiting a number of innovative solutions for the wind generation industry including: new dosing machines for epoxy resin infusion in the largest blades; dosing machines for polyurethane inserts to replace the use of balsa wood; dosing machines and presses for DCPD resins to produce large, thin, high-modulus structural parts without glass reinforcement; automated assembling technologies for the production of large composite parts; co-injection and reinforced spray technologies for polyurethanes; and the latest industrial thermoformers from Cannon Forma.
Chem-Trend Stand number J56
Chem-Trend is introducing two new release agents for the composites industry at JEC. The Chemlease® 2185 and Chemlease® 2191W products are part of Chem-Trend’s Chemlease family of release agents, mould sealers and mould cleaners.
Chemlease 2185 is semi-permanent, hybrid release agent which allows customers which have traditionally used a wax release agent to switch to a fully semi-permanent release agent. Compared with a wax-based product, the use of a semi-permanent release agent can result in reduced down time achieved by much faster application of the product, multiple releases, longer tool life, and elimination of uneccesary wax build-up that would require extensive tool cleaning. The new semi-permanent, release agent is reported to be easy to use; the liquid is wiped on to the mould after cleaning, and then buffed to provide an excellent surface finish after a short drying time. Curing time is around 30 minutes, depending upon the mould temperature at time of application.
Chemlease® 2191W is water-based, semi-permanent release agent designed for manufacturers of advanced composite components, particularly those in the aerospace market using epoxy prepregs. The product is especially effective for vacuum bagged epoxy carbon fibre prepreg components. The Chemlease water-based release agent does not require a sealer in most cases when used on high quality mould surfaces in aerospace and other epoxy prepreg applications. It is applied either by wiping or spraying on, providing a glossy surface finish if buffed, or a matte finish if simply allowed to dry. The product can be applied to moulds at varying temperatures, thus reducing down time by letting the mould cool too much, as is sometimes needed when using a conventional solvent-based release agent. It requires a minimal number of coats to become effective, with short dry times between applications. Once the final coat has been applied, only 1 hour of cure time is required.
Delcam
Delcam will show how its NC-PartLocator software which can improve accuracy and consistency when machining composite components. NC-PartLocator, which has been developed in association with metrology specialists MSP, gives the ability to adjust toolpaths to the actual position of the part, rather than having to ensure that the component is in exactly the nominal location specified in the CAM system.
To ensure accurate trimming and profiling, NC-PartLocator first gathers the necessary data using a probe fitted onto the machine tool. A probing sequence is created within the software to collect a series of points from the component. This data is then used by best-fit routines within the software to determine the part’s exact position. Any mismatch between the nominal position used in the CAM system to generate the toolpaths and the actual position of the component on its fixture can be calculated. The software then feeds the results to the machine tool control as a datum shift or rotation to compensate for the differences in location and alignment. This adjustment can be made much more quickly and easily than placing, and holding, the part in exactly the specified position, especially with large, flexible components.
NC-PartLocator can also help to tackle localised problems that can result from variations in material thickness across the part, or from distortion within the part caused by differing cure rates or cooling rates in different areas. For example, the software can ensure that fixing holes are drilled to the correct depth. The actual surface of the component can be mapped with NC-PartLocator and this surface used to calculate the drilling routine. This will give more reliable results than using the nominal data from the CAD model of the part.
A second problem that can occur when drilling composites is that the part can distort as the reinforcement is cut. This can be overcome with NC-PartLocator by using a two-stage drilling operation. The first sequence is done using an under-size drill, typically half of the size required for the final hole. The surface of the part is then scanned and the results used in a second drilling routine with the correct size of tool. Any distortion of the part will be picked up by the scan and the centres for the second series of holes can be adjusted accordingly.
NC-PartLocator can also save time that could be wasted in machining and inspecting parts that are already scrap. The process can discover, during the set-up phase, that the component is so distorted that no realignment will give a satisfactory part.
DIAB Stand number L51
DIAB will be introducing several new additions to its range of core materials and sandwich composite solutions.
DIAB will expand its high performance Divinycell family of structural cores with the introduction of Matrix 7-7. The mechanical properties of Matrix 7-7 meet the deck requirements of major classification societies, making it probably the lightest, commercially available foam core to meet these standards, says DIAB. As a result boat designers and builders will be able to decrease weight and increase their competitiveness. As well as the marine market, many other industries are expected to take advantage of Matrix 7-7's combination of low weight and good mechanicals. In particular it is reported to be an excellent foam core material for wind turbine blades and nacelles.
Following the development of the sandwich composite cladding solution that won a 2009 JEC Innovation Award, DIAB, in co-operation with Skandinavian Glassystem (SG), is introducing the 3F (Free Form Façade) concept. 3F comprises prefabricated, self-supporting composite façade modules that allow creative architectural solutions to be realised. The solution offered by DIAB and SG includes close technical collaboration with the architects and builders throughout the construction project – from initial concept through to completion of the building.
DIAB is also expanding its offering to the offshore and subsea markets following an agreement under which DIAB will be distributing globally syntactic foams manufactured by French company BMTI. The BMTI syntactic foams complement DIAB’s Divinycell range and enables DIAB to provide solutions for a wider range of applications and for depths down to 10 000 m.
Fenopreg Stand number T6
Fenopreg, a division of the company fenotec, is a new company specialising in the production of pepregs and customised resin systems, together with a wide range of woven and nonwoven fabrics, which can be cut to customer requirements. Fenopreg says it can cut to size at prices comparable to the original roll.
Fenopreg can offer many variations of prepregs, dependent only on the availability of fibre (e.g. carbon, glass etc.) and resin system (EP and phenol etc.) on the current market. The company's production plant is located in Beelitz, Germany.
Formax Stand number U63
Formax UK, a supplier of carbon multiaxial reinforcements, will celebrate its 10th anniversary at JEC 2010. To mark the occasion, Formax will be presenting a study titled ‘Ten Years of Development in Carbon Non-Crimp Fabrics (NCFs)’ throughout the show on its stand. The study will look at the technological developments in the manufacture of carbon NCFs over the past ten years and how they have led to the creation of higher quality, lower cost, engineered fabrics that have up to 75% reductions in fabric ply weights and that can be adapted to suit all composite applications.
Formax will showcase its entire multiaxial reinforcements range at JEC, including its lightweight carbon fabrics for automotive and industrial applications; specialised glass fabrics for the marine and industrial sectors, and heavyweight glass fabrics for infusion processes.
Fraunhofer IPT Stand number T18
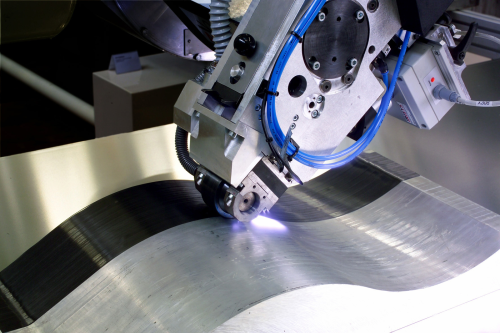
Fraunhofer researchers will demonstrate how lasers can make the manufacturing of structures out of fibre reinforced thermoplastics efficient, clean, reliable and automatic. Fibre reinforced thermoplastics are ideal for use in sporting equipment, the automotive industry, as well as in aerospace applications. To facilitate the fully-automated production of components out of fibre reinforced thermoplastics, scientists at the Fraunhofer Institute for Production Technology (IPT) have devised a new process. The ingredients for tape placement come from the roll: carbon fibres are integrated into km-long strips of meltable thermoplastic resin. To assemble sturdy components from these tapes, multiple laminate layers are stacked on top of each other – by the laser just before being laid down – and then compressed into a compact structure. This way, the tape strips fuse with each other and cool off quickly, too, because the laser rapidly emits precisely measured doses of energy in a targeted manner onto the material. Compared to prior manufacturing processes – for instance, joining tapes with hot air – the quality is even better.
Fraunhofer researchers will also present a new joining technology for glass fibre reinforced thermoplastics. A laser that emits infrared light melts the surface of the plastic components. By compressing the components when they are still fluid and then letting them harden, a stable bond results. With the infrared laser, any components made of thermoplastic composites can be welded together – aircraft fuselages, load-bearing structures for cars, and components of boat hulls.
Gurit
Exhibiting for the first time in the European market since its recent acquisitions of Suzhou Red Maple Wind and High-Modulus, at JEC Gurit will introduce both ‘Red Maple, the Tooling business of Gurit,’ and ‘SP-High Modulus, the Marine business of Gurit’, as well as showcasing its portfolio of products for the wind energy, aerospace, rail and marine markets.
Gurit has invested in the wind turbine blade mould making business with the acquisition of Suzhou Red Maple Wind, a Chinese company founded in 2008, and plans to broaden its offering to wind energy customers, and in particular to the infusion market. Having now started to export globally and with plans to expand both its product and customer portfolio, Red Maple has ramped up operations and embarked on a major expansion project that will include a new 80 m capacity tooling facility in Suzhou, China, that will be ready for the second quarter of 2010. This expansion, combined with Gurit’s existing materials manufacturing, processing and engineering know-how, will allow Red Maple to leverage its position as a global moulds supplier, offering high quality moulds at competitive rates and in fast delivery times.
Gurit invested in High-Modulus with the aim of creating a market leader that could offer the entire package to boat builders worldwide - from specialised engineering expertise, to a full, technology-leading, materials offering, to B3 SmartPac, the engineered construction solution for production boat builds. With the creation of SP-High Modulus, Gurit has increased its global engineering position and strengthened its presence in regions such as Asia Pacific. Plans are underway to introduce B3 Smartpac to Europe and the USA.
At JEC, Gurit will also launch a new PET core material for the wind energy sector, the PH480 prepreg system for rail interiors, and EP500 tooling prepreg for the aerospace market.
Huntsman Advanced Materials Stand number G65
Huntsman was part of the team working with Lineo, Belgium, to win the Bio-Based Materials category of the JEC Innovation Awards 2010. Huntsman supplied the Lineo development team with resins for both pre-treatment of flax fibres and final impregnation. The result is a flax yarn based prepreg for vibration damping applications. It is particularly suited to the sports market for products such as tennis racquets and bike frames.
Huntsman is also launching a new range of specialist adhesives for bonding composite parts. These include the high temperature resistant system Araldite® AW 4858/Hardener HW 4858, as well as the high strength Araldite® AW 4859/Hardener HW 4859. Both epoxy-based adhesives are available in cartridges and display lap shear strengths of up to 40 MPa on composite parts. The methacrylate based adhesive Araldite 2048 has been developed especially to meet the need of bonding untreated composite parts. In contrast to the high-strength epoxies, this product is more balanced in terms of strength and flexibility, and performs well even on otherwise difficult to bond surfaces. The range is completed by two silane modified, one component, moisture curing adhesives, Araldite 2060 and Araldite 2061. Both products are highly flexible, over-paintable and show superior durability and weather resistance. Araldite 2061 is black in colour in order to match a composite look. All of the above mentioned products are phthalate-free.
Huntsman will also showcase its Araldite® nano-tech composite RTM system. Following its successful application in ice hockey sticks, this technology is attracting interest from the sport, automotive, marine and other sectors. This system is said to significantly improve fracture resistance without affecting other physical properties such as flexural modulus, temperature resistance and viscosity. The result is a material with exceptional mechanical properties of strength and the ability to withstand shock without developing micro-cracks.
Lantor BV Stand number M45
The Lantor Composites® division offers a range of innovative nonwoven solutions for the composites industry, including nonwoven core materials. Successive generations of Lantor Mat products, Coremat/Soric, have been developed for specific applications in, for example, the marine, transportation, building, leisure, sanitary and wind industries.
LANCORE® is a lightweight cored-glass-combination material suitable for the RTM Light process without compromising on handling and flexibility. Lantor says it is the first 3D flexible reinforced core solution. LANCORE can be used in a broad range of RTM Light applications, including bus, truck, train, marine and industrial products in which lightweight solutions have become increasingly important.
A new flexible fire retardent core called FR SORIC has been specifically developed for the mass transit, building and other FST composite markets. FR SORIC is suited for vacuum infusion and RTM Light and has the basic properties of the well know Soric material. With a LOI of 32 FR SORIC can help improve the overall FST rating of a laminate/end product or reduce/balance the requirements on, for example, the resin.
Lectra Stand V32
Lectra is releasing its new VectorTechTex FX 100 cutting solution for industrial fabrics and composite materials at the show. This equipment enables companies to cut wide pieces and meets the needs of professionals looking to diversify their offer by covering a broader spectrum of applications.
"The ability to process a wide variety of industrial fabrics with a single, unique cutting solution is now essential to the survival of many companies," says Daniel Harari, Lectra CEO. "By extending the range of possible activities open to them with the VectorTechTex FX 100, these companies will be able to target new markets and, consequently, limit the risks tied to a decrease in volumes."
VectorTechTex FX 100 is particularly well-suited to short runs and tight production deadlines. It allows wider cuts (up to 2.54 m) and can process a wider variety of pieces, all of varying sizes and shapes, while limiting fabric scraps. Material consumption is thus optimised.
This cutting solution broadens Lectra’s VectorTechTex FX range by extending the variety of materials that can be handled, from carbon fibre prepreg to multi-layer cutting of dry materials such as fibreglass and honeycomb.
Lectra says the VectorTechTex FX range also enables companies to reduce their energy consumption by 20-30% in comparison with standard cutters on the market. Lectra’s 'Energy Saver' system helps to minimise energy usage by changing the machine’s vacuum power during cutting as needed and according to the fabric processed.
Lectra offers its Vector cutting solutions with a full range of services to optimise customers’ operations. Lectra’s preventive maintenance plans and service contracts provide remote assistance. These include monitoring the production tool in real time, looking at such elements as state of operation, and wear on parts and consumables.
L’Aquitaine composite Stand number T20
The Aquitaine region is a European leader in the aeronautics, space and defence sectors, and boasts a wide range of top-level academic, industrial and training programmes. Aquitaine also applies its composites expertise in several other sectors such as board and water sports, energy (wind turbines) and the environment, construction and public works. Major industrial groups (DASSAULT, EADS, SAFRAN, SNPE, ZODIAC, etc.) are established in the region, forming a fabric of SMEs specialising in composite materials.
The RCF Group is planning to launch a new company called Green Carbon Fibre Ltd at JEC 2010. The new company has developed a range of 100% recycled carbon fibre products in forms that can be used for a number of industrial applications. These include milled and chopped carbon, as well as carbon fibre pellets for use in thermoplastic applications. All of the products are produced from carbon fibre recovered by its sister company Recycled Carbon Fibre Ltd, which will continue to focus on the recycling of carbon fibre waste from the composite industry, taking processing scrap, off-cuts, moulds and end-of-life components. The RCF Group operates the world’s first commercial scale continuous carbon fibre recycling plant from its site at Coseley in the West Midlands, UK. The site has the capacity to process 2000 tonnes of scrap carbon fibre composite each year. The Group’s second plant will be based in the USA and it is expected to be operational in 2010/11. Until then, feedstock materials will be collected in the USA and processed at the UK facility. |
To foster innovation in its skills clusters, the Region now boasts an innovation agency: INNOVALIS Aquitaine. On its initiative, Aquitaine will be presenting a selection of companies at JEC, including: AEC Polymers; Alcore Brigantine; Axyal; C.C.C.; EADS-Astrium; EADS Aquitaine Composite; Polyprocess; Polycontact; Rescoll; andSnecma Propulsion Solide.
Marbocote Ltd
Marbocote Ltd, based in the UK, manufactures and distributes a wide range of high technology release agents for the composites market. These release agents are used in areas such as aerospace, motor racing, marine, wind energy, sporting goods and general composite fabrication. According to Marbocote, these products provide the lowest cost per part of any release agent on the market and offer high quality performance to mould epoxy, phenolic, polyester, vinyl ester and thermoplastic resins, and all types of reinforced resins, in all processes from hand lay-up to RTM and infusion.
At JEC this year the company will be highlighting a new range of water-based semi-permanent release agents developed for closed mould infusion processes and approved for use by leading wind energy manufacturers.
Saxony Stand number F17
12 organisations from Saxony will jointly exhibit at JEC, under a initiative organised by the Saxony Economic Development Corporation (WFS – Wirtschaftsförderung Sachsen GmbH).
The companies are: Cetex Institut für Textil- und Verarbeitungsmaschinen gGmbH; EADS EFW (Elbe Flugzeugwerke GmbH); GRP Technique & Service; Hightex Verstärkungsstrukturen GmbH; IMA Materialforschung und Anwendungstechnik GmbH; IPF - Leibniz Institute for Polymer Research; KARL MAYER Malimo Textilmaschinenfabrik GmbH; POHRIS FIBER GmbH; Qpoint composite GmbH; TU Bergakademie Freiberg, Institut für Maschinenbau; TU Chemnitz, Professur für Strukturleichtbau und Kunststoffverarbeitung; and TU Dresden, Institut für Leichtbau und Kunststofftechnik.
In recent years, Saxony has been investing in key sectors of industry, including biotechnology, production engineering, automotive engineering, microelectronics and information technology. Saxony's businesses are active in the areas of new materials, analyses, surface technology and production engineering.
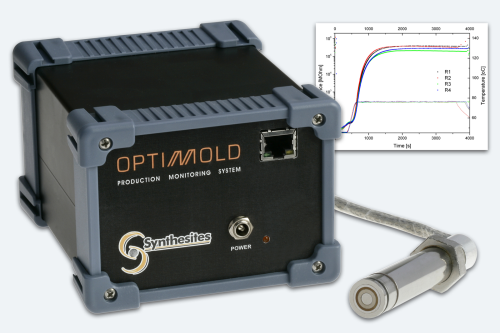
Synthesites Stand number W25
Synthesites recently launched OPTIMOLD II, a system for real-time and in-situ cure monitoring in composites manufacturing. This process monitoring equipment features non-intrusive durable sensors and monitors resin’s electrical resistivity and temperature. An advanced electronic system allows the in-situ and real-time monitoring of the full transformation of thermoset or thermoplastic resins providing qualitative indicators such as viscosity rise, gelation and end-of-cure and quantitative measurements. Compared to dielectric systems, OPTIMOLD is reported to be particularly useful after gelation, where monitoring is faster, more reliable and less vulnerable to carbon fibres. The system is also said to be cheaper and simpler with very robust sensors which can be installed in the mould, in the die and in the feeding or the evacuation lines for RTM, LightRTM, vacuum infusion, pultrusion, SMC, BMC and other processes.
Besides process optimisation OPTIMOLD can also be used for quality control, mixing quality and identification of other process deviations. For example, the device can distinguish when mixing ratio deviates by as little as 3% so corrective actions can be taken to maintain quality and speed. For single-component resins OPTIMOLD can identify the exact state of an expired resin batch, providing the optimal path to maintain product quality. The equipment can also pick up the existence of additives in the resin, such as thermoplastics or nano-size additives.
The industrial use of OPTIMOLD in an RTM application is reported to have led to 36% decrease of processing time and 80% increase in the production rate.
Teijin Aramid Stand number H57
Teijin Aramid’s high performance Technora para-aramid yarn exhibits a combination of properties – including high strength, high chemical resistance and a relatively low moisture regain – that makes it an attractive candidate for use in various fibre reinforced plastic (FRP) composite applications. The company has now developed a new Technora yarn with a special finish treatment that improves the adhesion of Technora fibres to epoxy resins. Laboratory tests indicate that this new fibre, called Technora T741, improves the adhesion of the fibres in an epoxy-based FRP by at least 10%. In addition, the tensile strength, bending strength and impact strength of the composite are significantly improved compared to conventional Technora yarns. Technora T741 is available in a linear density of 1670 dtex.
Teufelberger Stand number N75
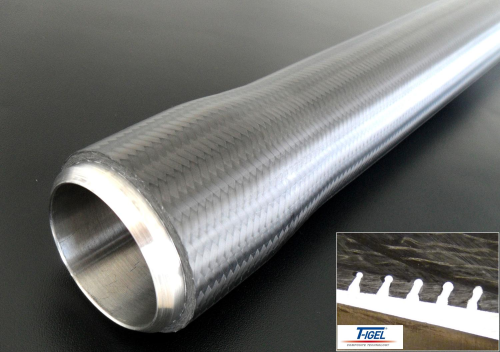
Teufelberger will be focusing on its innovative metal-composite-connection technology T-IGEL®. The composite division of the Teufelberger Group specialises in the manufacturing of composite parts and components using braiding technology. Composite braiding allows for automated fabrication of complex part geometries at high throughput. The capability to integrate various load transmission elements in the self-closing braiding structure led to the development of the hybrid connection T-IGEL®.
A connection between metal and composite is realised over pins that are tightly bonded to the metal body and extend into the composite. No fibre damage or fibre removal occurs. A simple quality control of the joint is possible. Over multiple pins in various arrangements, high tensional and torsional forces are conveyed. The application of the pins on metal carriers and couplings is fully automated. The interconnection strength is above the level of a structural adhesive joint and the connection is formed faster and at lower cost.
T-IGEL is especially suited for the application in highly strained shafts, crash structures, and various structural components. It can be utilised as a hybrid connection in filament winded structures as well. Teufelberger is presenting the latest results on the T-IGEL hybrid connector during the JEC technical sales session on 14 April.
Toho Tenax Stand number G58
According to Toho Tenax, the preforming process using standard textile forms of either fabric or non-crimp fabrics (NCFs), which are cut and hand laid to construct a preform for moulding of components, has often been identified as a costly and labour intensive process in the production of carbon fibre reinforced plastic (CFRP) parts. Modern industrial manufacturing processes require higher repeatable quality and cost effective preforming processes, and for this purpose Toho Tenax has developed Tenax® Net Shape Preforms which can be made by automated placement of multiple carbon fibres using robotic manufacturing equipment. The mechanical performance of laminates made with such preforms has been found to be better than for preforms made from standard textiles.
Magnum Venus Plastech (MVP) will demonstrate a new approach to film infusion on its stand (T32) using Scott Bader’s Crystic® 702 orthophthalic vacuum infusion resin and moulds made from Crystic matched tooling system. Visitors will be able to see how fast a 2.4 m by 1.6 m reinforced laminate can be produced by vacuum infusion and discover the latest systems, techniques and compatible resins for producing superior quality closed mould parts for a variety of applications. MVP will showcase its latest RTM, Light RTM and VI systems. The demos will showcase its new 'Flex Moulding Process.' During each demo MVP will infuse two sides of the same mould – one side with a reusable membrane and the other using an infusion film bag. A Scott Bader technician will also be on the MVP stand to answer technical questions on the resin and give advice. The MVP demo moulds have been made using Scott Bader’s matched Rapid Tooling System: Crystic 14PA tooling gel-coat, Crystic VE 679PA vinyl ester skincoat and Crystic RTR4000PA rapid tooling resin. |
Tenax Net Shape Preforms are expected to be both a substitution for a standard manual preforms and allow new perform concepts which are not possible with current preforming techniques. Projects are currently underway in aerospace and automotive applications to explore the boundaries of this preform concept. Toho Tenax has also developed a new filament yarn type. Tenax® STS40 48K is a carbon fibre yarn with 48 000 filaments and is suitable for high-volume applications, for example, in wind energy or roller applications.
VISTAGY Inc Stand number T45
As more industries have adopted composites and the range of materials and processes have greatly expanded, the design and manufacturing challenges have become far more complicated and industry-specific. Manufacturers that use a substantial amount of composites wrestle every day with how they can optimise part performance, reduce product development cycles and stay within budget. VISTAGY's FiberSIM® composites engineering software offers solutions to these challenges and can transform how aerospace, automotive, space, wind energy, marine and jet engine manufacturers engineer their products.
New developments include support of:
- new materials, such as non-crimped fibres and multi-layer laminates, as well as new process solutions for forming and other automated manufacturing processes, such as fibre placement;
- rapid design changes, which enable engineers to efficiently conduct trade studies and evaluate design alternatives based on metrics, such as weight;
- an improved link between analysis and design, which enables engineers to make more design iterations more quickly, resulting in optimised parts; and
- communication of best practices and design standards throughout an organisation and its supply chain so engineers can produce more consistent, easily repeatable parts and products.
Other highlights at the VISTAGY stand include daily presentations delivered by Renault F1 Team senior CAE engineer, Ian Goddard, entitled Improving Composites Engineering Processes at Renault F1 Team. Goddard will discuss how his organisation has transformed its composites engineering processes by using VISTAGY software and professional services.
Also at the show, Dr Olivier Guillermin, VISTAGY director of product and market strategy, will deliver a presentation entitled Managing the Complexities of Composite Aircraft Assemblies on Wednesday 14 April as part of the JEC Composites Simulation Conference. Guillermin will be discussing the key elements necessary to successfully handle the huge volumes of highly interdependent design data within composite aircraft assemblies.





