
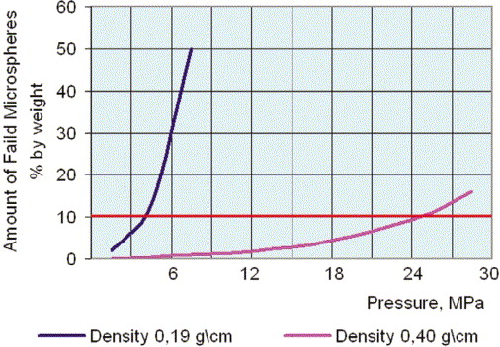

Rapid development in the field of deep-sea exploration in the middle of the 20th century was one of the main reasons for development of hollow glass microsphere (HGM) technology. Development engineers of deep submergence vehicles required new structural materials with densities less than those of water but of high compression strength and water resistance. Syntactic composites based on HGMs were able to meet these requirements. Structural elements made using these materials are capable of withstanding water pressure down to 6000 m (Figure 1).
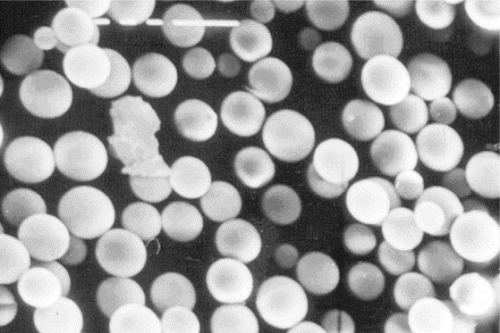
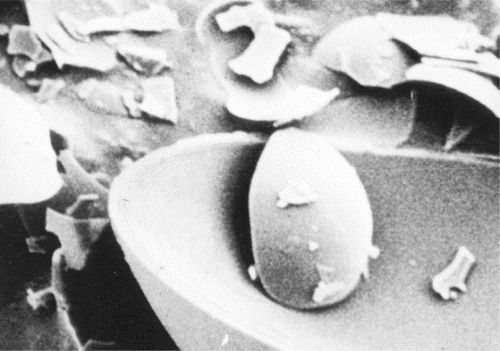
Hollow glass microspheres form a white coloured powder consisting of tiny bubbles with diameters ranging between 20-150 μm with walls thicknesses less than 1 μm (see Figure 3). The glass composition and the near perfect spherical shape of the microspheres provide high compressive strength. The main distinction between high and low grade HGMs is their shape and structure. Lower quality HGMs fail under less load, less predictably (as shown in Figure 2), compared to high grade HGMs. Other key properties include low water absorption, low heat conductivity, high chemical resistance and radio transparency.
Good adhesion of HGMs towards polymer binders makes them ideal for composites giving a unique combination of properties. All the above-mentioned factors define a wide variety of applications for HGMs.
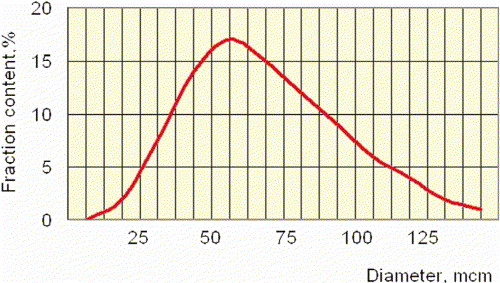
The technology for HGM manufacture is a combination of complex hydrodynamic and chemical processes that take place in the course of forming of hollow bubbles blown from microparticles of glass melt. An exact dosage of gas into the melted powder blows microspheres with the required diameter and wall thickness. With such a complex technological process it is impossible to make microspheres with a strictly identical predetermined diameter (Figure 4). Therefore calibration of microspheres is performed according to their dimensions. The strength of the microspheres is established by testing the hydrostatic pressure at which not more than 10% of the HGMs fail. It is natural that microspheres with a greater density – and thus with thicker walls – are stronger (see Figure 5).
Applications for hollow glass microspheres are constantly being developed. For example:
- HGMs increase the yield of explosives considerably, whilst the incorporation of HGMs into armour provides a very effective blast attenuation layer;
- in drilling mud HGMs intensify the drilling process whilst greatly increasing the life cycle of the drilling equipment;
- incorporating HGMs into cement mortar makes it possible to produce shrinkage free, quick hardening, thermal insulating materials;
- HGMs enable the density of sheet moulding compound (SMC) and bulk moulding compound (BMC) materials to be reduced considerably, for example from 1.8 g/cm3 to 1.3 g/cm3, without a detectable reduction of elasticity or strength of the composites.
Today HGMs are widely used for making special mastics and compounds. But the most interesting field of application for them is in the creation of super-strong sandwich composites.
New possibilities
The outer surfaces of composites are the areas under maximum load; further from the surface of a multilayer composite, where tensions are less, lower strength, lower density materials can be used. Multilayer (sandwich) composites provide an appreciable increase in thickness of the structure and, as a result, drastically build up its strength and especially its rigidity without a vast augmentation of weight.
Traditional multilayer sandwich structures can be classified into two main categories: those that use honeycomb core materials; and those that use lightweight foam cores. Each has its advantages and disadvantages and we must choose the most efficient field of application for them. Foam and honeycomb cores allow us to make sandwich composites with very high specific characteristics of rigidity, but the low shear strength and rigidity of these traditional cores does not allow us to use the strength of the faces to maximum effect, and as a result the full potential of present day sandwich composites is not realised.
This drawback is clearly seen and more pronounced when making thin sandwich structures. In this case, to obtain high strength and rigidity of thin sandwiches one has to use faces made of materials with high elasticity and strength characteristics. In so doing, core thickness is comparable with face thickness, demanding greater shear properties of the core material. This is the reason why, up to now, sandwiches based on honeycomb and foam are not widely used when making relatively thin and at the same time strong structures.
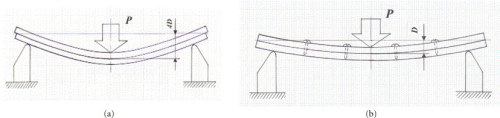
We'll illustrate this by taking as an example an ordinary board. If one board does not secure the necessary strength and rigidity, the simplest way to ensure this is to put one board on top of another one. As a result we create a two-layer sandwich structure (Figure 6a), and when the layers (boards) are not fastened to each other and the structure is bent, the boards simply displace reference one another. In this case each board works independently and we have ordinary double strength and rigidity of the structure. Having bonded the boards together with a glue, or just with nails, in order to prevent shear it's possible for them to work together and form a considerably stronger (two times) and more rigid (four times) structure (Figure 6b). It is essential that the strength of the connection between the layers is high enough to have the boards working together. The stronger and more rigid the material the boards are made from, the higher the shear tension that occurs in the connecting layer.
This example can be used to illustrate a three-layer sandwich in which the functions of the boards are fulfilled by the faces and the glue by the lightweight core. The difference is that in this case the boards (faces) are relatively thin and the glue layer (the core) in a foam or honeycomb sandwich composite is thicker. So it becomes clear that to make all the layers of the sandwich structure work together it is necessary to have a certain minimum shear strength in the core.
Failure of the sandwich composite to bend may be a result of two basic reasons. Firstly, failure of the faces when the load exceeds the materials ultimate strength;and secondly, failure of the core when subjected to ultimate shear strength. Ideally, in an optimum sandwich composite structure, failure of the faces and the core should be simultaneous, but usually it does not work like this. Commonly, failure of the multilayer structure happens when one or more of the layers has not exhausted its strength potential, or one layer fails before the others.
The majority of present day composites are manufactured with relatively thin faces made of materials with relatively low elasticity and strength characteristics because, as mentioned above, low shear properties of traditional cores (honeycomb and foam plastics) do not allow the full potential of the high strength faces to be used. In another words, when limited shear stresses for a given material are achieved in the core, increase of strength and rigidity of the faces does not result into an augmentation of strength of the whole sandwich structure.
To make all the sandwich layers work, it is necessary to have a certain minimum shear strength in the core. It is also true that the higher strength and rigidity of the faces, the more important it is to have high shear characteristics in the core. Today mathematical models describing behaviour of multilayer loaded composites have been developed. These allow us to formulate requirements as to the elasticity and strength characteristics of the layers in a multilayer composite structure depending upon its geometry and loading conditions.
| Quality | Foam | Syntactic |
| Density, kg/m3 | 30-400 | 400-650 |
| Compressive strength (σ), MPa | 0.2-12 | 25-95 |
| Specific compressive strength (σ/γ), 103 m | 0.7-3.0 | 6.2-15 |
Compressive modulus (E), MPa | 20-600 | 1000-3000 |
| Specific compressive modulus (E/γ), 104 m | 7-15 | 25-46 |
Shear strength (τ), MPa | 0.3-6.5 | 6-22 |
| Specific shear strength (τ/γ), 103 m | 1.0-1.6 | 1.5-3.3 |
| Shear modulus (G), MPa | 11-200 | 500-1300 |
| Specific shear modulus (G/γ), 104 | 3.7-5 | 12-20 |
The vast superiority of elasticity and strength properties of syntactic cored sandwich composites to foam cored composites opens up whole new range of physical possibilities in the designing of sandwich composites. Table 1 shows the comparable properties of foam plastics and composites based on HGMs.
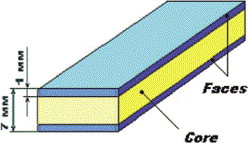
We'll illustrate it as follows: two types of samples were prepared representing sandwich composite plates. The dimensions of the samples and thickness of the core were the same (Figure 7). The facing materials and their thickness were also the same. The difference was that in one case the core was made of polyurethane foam and in the other there was a composite based on hollow glass microspheres (syntactic). In the first case the density of sandwich composite amounted to 760 kg/m3, in the second 960 kg/m3.
| Quality | Core: foam | Core: syntactic | Faces |
| Density, g/m3 | 300 | 510 | 2100 |
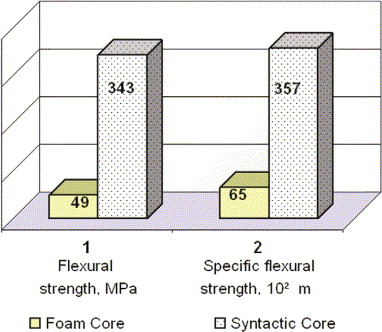
| Compressive strength, MPa | 4.9 | 62 | 700 |
| Shear strength, MPa | 2.9 | 21 | 55 |
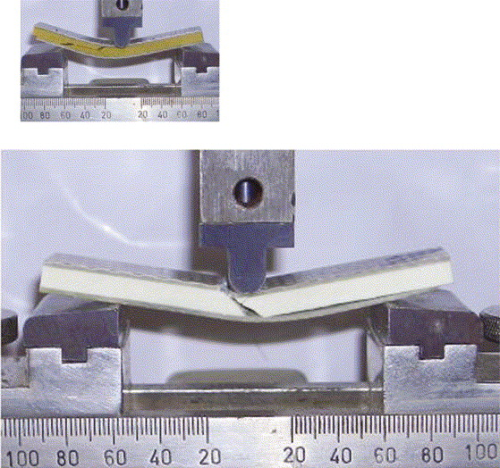
Table 2 represents the material properties of the faces and core. Figure 8a shows clearly that in the first case the sample failed as a result of exceeding the maximum shear strength in the core material (2.9 MPa). The faces remained damage free in this case, as their tensions accounted for only 101 MPa. In the second case (Figure 8b) the core and the faces failed simultaneously, which means that the potential strength of the faces (700 MPa) was realised in full and the shear stresses in the syntactic core have reached their maximum values (20 MPa).
A dramatic increase in specific strength at bend of the sandwich composite with the hollow glass microsphere core resulted (see Figure 9).
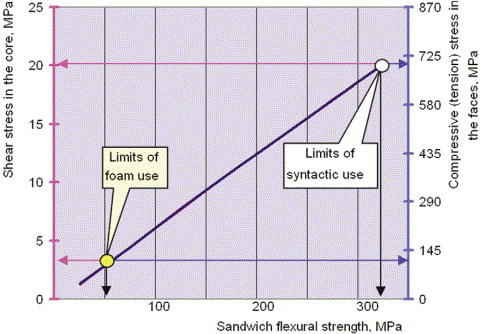
These experimental results are well correlated with theoretical calculations of these sandwich structures (Figure 10). So, even in spite of the higher density of syntactic cores, their use allows, in a number of cases, the dramatic increase in specific strength and rigidity of the sandwich structures. WHen making thin-walled sandwich composites with high-strength faces, composites based on HGM cores are unrivalled.
The high mechanical properties of syntactic cores are far from being their only merit when manufacturing sandwich composites. Resistance towards local static and impact loads is always a big problem in multilayer composites based on honeycomb and foam cores. Even light impacts on suc kinds of structures often destroy the integrity of the faces of the composite sandwich. Use of syntactic core based on HGM not only solves this problem but also significantly increases the cyclic and long-term strength of the sandwich composites. In addition to this, high load bearing stress strength allows the use of not only bolted connections but also rivetted joints for such kind of materials.
Fabrication
Development of sandwich composites is not always a simple technological task especially when manufacturing multilayer items of complicated geometric shapes, with variable thickness and local reinforcements. Composites based on HGMs have opened up new possibilities for designers and industrial engineers developing sandwich structures. A breakthrough in this field became possible owing to the creation of a highly workable semi-finished sheet product based on HGM for manufacturing sandwich composites. In Russia this material was named SYNLAY.
In essence, SYNLAY is similar to SMC materials. The difference is that the fillers are not chopped glass fibres and mineral additives but HGMs. In outward appearance Synlay looks like rolled pastry and it does not stick to the skin. Depending on the operational requirements of the composite being created the content of the microspheres in the material can theoretically achieve a probable limit equal to 70% of the whole volume. The HGMs are encapsulated within a specially designed polymer binder allowing the Synlay material to be elastic even with such a high percentage of HGMs.
Synlay sheets can be supplied in thicknesses from 0.7 mm to 50 mm and over. The shelf life of the Synlay can be up to three months at 20°C and up to two years at −5°C.
A major advantage of Synlay is its high elasticity in the uncured state which allows the moulding of items of any shape with use of many well known techniques (press method, vacuum and autoclave moulding, winding, blow moulding etc).
Thanks to the good flow of the materials, manufacture of the sandwich structures of various thickness is not a problem either. One more advantage of the material is that as a core for sandwich structures it does not need glue as the amount of polymer binder is quite enough in the material to be bonded to the faces. Thus, multilayer structures using Synlay are practically identical to those of well mastered moulding using prepregs (Figure 11).
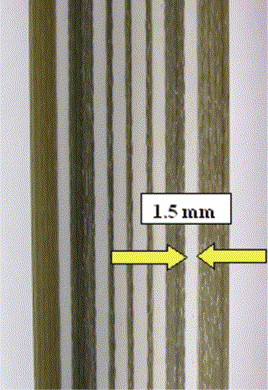
Synlay based on HGM allows the fabrication of very thin (down to 1 mm), sandwich structures (Figure 12). Production of such thin composites using foam or honeycomb cores is not possible from a technological point of view and, above all, it is senseless from the point of view of realising the strength capabilities of the faces, the thickness of which is comparable with the thickness of the core in thin sandwich composites.
Vast potential
It can be seen that the vast potential of HGMs are far from being realised today. In the near future whole new fields of HGM applications in the composites industry will open up. Synlay cores enable sandwich constructions to be optimised and in the manufacture of lightweight, high strength, thin-walled complicated shaped structures Synlay-cored composites are unrivalled.




