






In the late 1980s, researchers from the University of Arizona began their pioneering studies on strengthening of structures with externally-bonded fibre reinforced polymer (FRP) laminates. These resulted in the first paper published on this subject1. Following the collapse of many bridges in the 1989 Loma Prieta earthquake, California Department of Transportation (Caltrans) was seeking ideas to confine bridge piers. The same researchers were the first team to propose an extension of their research to externally wrap those piers with FRP2. What was considered to be an unusual approach by many skeptics at the time has since become a mainstream technique for repair and retrofit of structures worldwide.
The flurry of global research and development activities in FRP products has resulted in a number of international conferences and the publication of the American Society of Civil Engineers (ASCE)’s Journal of Composites for Construction since 1997. For many rehabilitation projects, the high tensile strength, light weight, durability and versatility of FRPs have made these products the material of choice. Numerous buildings, bridges, pipelines, etc. have been retrofitted with these products worldwide. With the publication of design guidelines3, it is fair to say that FRP is no longer an experimental product but rather a relatively well-accepted construction material. New applications such as blast retrofit of buildings have been also been recently proposed4.
The forms of FRP products that have been used to date can be categorised into two categories:
- fabrics; and
- pre-cured products.
Fabrics offer the widest versatility in the field and are installed following a procedure commonly referred to as the wet lay-up method. This technique requires properly trained technicians to prepare the resin in the field, saturate the fabric with resin and apply it to the structural member. Care must be taken to remove all air bubbles before the fabric is cured. The strength of the finished FRP product is greatly influenced by the quality of the installation.
Pre-cured products are manufactured in plants with higher quality control and uniformity. Partly due to their higher fibre to resin ratios, these products usually offer higher strength and stiffness than their wet lay-up counterparts. Pre-cured products are available in the shape of reinforcing rods or tendons as well as narrow unidirectional laminate strips; the latter is typically produced in width ranging from 3-4 inches (75-100 mm) and a thickness of approximately 0.05 inches (1.3 mm) (Figure 1). In the field, these laminate strips are bonded to the exterior surface of the structural element using epoxy putty.
Although the laminate strips offer ease of installation and higher strength than the wet lay-up system, their use has been relatively limited for the following two reasons:
- the unidirectional reinforcement in these strips makes them primarily suitable only for flexural reinforcement of beams and slabs, with some applications for shear strengthening of beams; and
- the stiffness of the laminate strips does not allow them to be coiled into a circle smaller than approximately 30 inches (750 mm) in diameter (as discussed later this is a major limitation for certain applications).
The current equipment and technique used to manufacture these laminate strips does not lend itself to making larger laminate sheets that are appreciably different from these products. Thus, the overcoming of the above shortcomings in laminate strips is not a trivial matter.
Super laminates
For over two decades the construction community has been using either fabrics in a wet lay-up application or laminate strips. These materials have by nature had limitations and they have prevented structural engineers from offering cost-effective high-quality solutions to several applications.
‘Super laminates’ are a new generation of FRP products that have been recently developed by the author to overcome the shortcomings of the above-mentioned laminate strips. As discussed below, these products make many applications that have challenged the engineering and construction professionals for decades possible. In some case, the solutions would not have been possible without the development of super laminates.
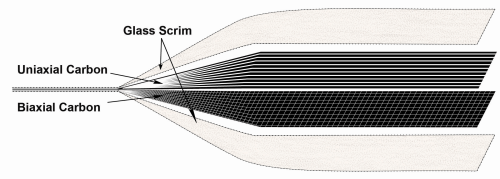
Super laminates are constructed with specially-designed equipment. Sheets of carbon or glass fabric up to 60 inches (1.5 m) wide are saturated with resin and passed through a press that applies uniform heat and pressure to produce the laminate. Super laminates (Figure 1) offer three major advantages over conventional laminates. First, by using unidirectional or biaxial fabrics, the laminate may provide strength in both longitudinal and transverse directions. This is a tremendous advantage that opens the door to many new applications. Secondly, they are much thinner than conventional laminate strips; with a typical thickness of 0.025 inches (0.66 mm), they can be easily coiled into a circle with a diameter of 12 inches (300 mm) or smaller. Lastly, the number and pattern of the layers of fabrics can be adjusted to produce an endless array of customised products that can significantly save construction time and money (Figure 2).
Figure 1 shows a 3 ft wide roll of carbon and a 4 ft wide roll of glass super laminate next to a conventional 3 inch wide carbon laminate strip. The flexibility of the super laminate is demonstrated by coiling it in smaller diameters and by easily folding a corner of the large carbon panel. Super laminates can be produced with highest quality control under ISO 9000 certification; this will provide a leapfrog advance in wider acceptance of FRP products in construction projects.
Some of the construction challenges that can be uniquely addressed with super laminates are described below.
Strengthening of pipes
According to ASCE’s 2009 Report Card for America’s Infrastructure, leaking pipes lose an estimated 7 billion gallons (26 billion litres) of clean drinking water daily. Additionally, a large number of pipes in water distribution networks as well as in oil, chemical and power industries are badly deteriorated and require repair or strengthening. These pipes are usually pressurised, and the deterioration of reinforcement in prestressed concrete cylinder pipes or loss of thickness in steel pipes reduces the strength of the pipe to resist the internal hoop stresses. When unattended, the consequences of such failures are grave and can leave entire neighborhoods under water5 or force emergency shutdown of a plant.
A common strengthening approach in the last decade has been to apply one or more layers of carbon fabric to the inside surface of the pipe6. The fabrics provide a pressure vessel inside the pipe with adequate strength in the hoop and longitudinal directions. While very effective, the required construction time associated with the wet lay-up method has been a major drawback for this system, especially when miles of pipeline require such repairs.
The super laminates offer several advantages over the wet lay-up system. First, the mechanical properties of the products can be independently tested prior to installation inside the pipe, allowing the owners to reject any defective products. This is a major advantage which is not possible with the wet lay-up approach; in the latter case, samples of products are prepared in the field during installation and tested days later. If found defective, significant time and money will be wasted to remedy the problem. Super laminates have a QC control at the manufacturing facility and can be ISO 9000 approved; they provide a finished product to the jobsite.
Secondly, super laminates significantly reduce the construction time by allowing the most time-consuming task (i.e. saturation of fabric and removal of air bubbles) to be done in the manufacturing plant instead of inside the pipe. The laminates marketed under the trade name PipeMedic™ by QuakeWrap Inc are manufactured per project design requirements in advance and are taken into the pipe through manholes. The flexibility of the laminates allows them to be wrapped into small coils that can pass through manholes that are typically 24 inches (600 mm) in diameter. Once inside the pipe, when the coil is released, the elastic memory of the super laminates forces them to snap against the surface of the pipe – like a loaded spring. There are also no air bubbles to be removed. No major resin equipment is required onsite to install the laminate. There are also issues regarding introducing mechanical equipment through the access man-way to pipe.
Thirdly, it is possible to include multiple layers of fabric into a single laminate, further reducing construction time. For example, when steel pipes require strengthening, to avoid galvanic corrosion, a layer of glass fabric is typically applied to the surface of the pipe before any carbon fabric is applied. This protective layer can be incorporated in the super laminate, so that instead of two layers of fabric (one glass and one carbon) applied in the field, only a single super layer of laminate is applied. In other cases, the strengthening requirements may need more than one layer of carbon. Once again, these layers of fabric can be incorporated into a single sheet of super laminate.
All of the above attributes introduce huge efficiencies in pipeline rehabilitation. Savings as much as 80% or more in construction time are not uncommon. Such significant reduction in repair time makes many larger retrofit projects possible, where the water authority, for example, could not afford the long shutdown time required for conventional wet lay-up repairs.
Installation involves applying a thin layer of epoxy putty to the back of the supper laminate and attaching it to the surface of the pipe (Figures 3a and 3b). No effort is required to remove the air bubbles as the supper laminates are pre-cured and there are no air bubbles to deal with. Depending on the diameter of the pipe, the elastic memory of the coiled super laminate may cause it to snap inside the pipe and bond to the host pipe with little effort. Super laminates can be rapidly installed in rings up to 60 inches (1.5 m) wide along the length of the pipe. Continuity of the rings is achieved by adequate overlap lengths in the hoop and longitudinal directions. Thus, a pressure vessel having adequate strength in the hoop and longitudinal directions can be quickly constructed inside the host pipe. This is an outcome that has been impossible up to now with the narrow unidirectional laminate strips.
If the diameter of the pipe is small and human entry is not possible, the pipe can be repaired using a packer. Packers are cylindrical shaped frames that house a closed bladder on the outer surface. An appropriate length of super laminate can be cut and coated with an epoxy putty; the laminate is then wrapped around the packer and is held in that position with the aid of strings. The assembly is entered into the pipe through access ports and it is pulled to the desired location, with the help of closed-circuit cameras. At that time, the packer is inflated allowing the super laminate to adhere to the host pipe. After a few minutes, the packer is deflated and removed from the pipe.
|
Mo Ehsani has been a professor of Civil Engineering at the University of Arizona for the last 27 years. He is also president of QuakeWrap Inc, a company he founded in 1994 that specialises in turnkey solutions for repair and retrofit of structures with FRP products. The products and strengthening techniques presented here are subject of several pending patent applications. |
Additional pieces can be similarly installed with a small overlapping length to repair or strengthen a larger length of the pipe. The ability of super laminates to conform to the diameter of the pipe, i.e. ‘one size fits all,’ is a major time- and money-saving attribute of this system for contractors. Most of the current products on the market that can be used as liners to repair or strengthen pipes have a fixed diameter and cannot be applied to different size pipes.
Retrofit of square concrete columns
It is a well-recognised fact that external confinement by FRP (or even steel) jackets is not that effective for square column sections. In these cases, the corners of the column are properly confined but the sides remain relatively unconfined. The challenge has been how to build a circular FRP jacket around an existing square column. Of course, one can use temporary forms to cast additional concrete to convert the square column into a circular column, then remove the form and wrap FRP around the circular column. But such an approach is very time-consuming and costly.
As depicted in Figure 4, super laminates make this task very easy. For ease of handling, one may use a narrower super laminate, e.g. 24 inch (600 mm) wide, and start construction of the jacket at the bottom of the column. The overlap is typically one half of the super laminate width, 12 inches (300 mm) in this example. By applying a thin layer of epoxy putty, the jacket is constructed as the workers approach the top of the column. To prevent the top end of the supper laminate from unraveling (due to its elastic memory), a band of fabric saturated with resin can be wrapped a couple times near the top of the jacket.
This creates a very strong ‘seamless’ structural jacket with desired strength and stiffness in the longitudinal and hoop directions. The longitudinal fibres in the super laminate provide the lateral (hoop) confinement for the column; the transverse fibres in the super laminate will be aligned along the axis of the column and with the aforementioned 12 inch (300 mm) overlap, provide continuous reinforcement along the column. There is a slight reduction in efficiency due to the angle of spiral that can be calculated with simple geometry. The annular space between the jacket and the column can be filled with resin or grout, and if desired, pressurised for further confinement of the column. This can be achieved by pressurising the resin by air or using expansive grout.
A similar approach can in fact be used on existing circular columns that are deteriorated due to corrosion. At present, once the corroded steel in such columns has been repaired, the column must be coated with concrete to bring it back to its original cylindrical shape before it can be wrapped with FRP fabrics. Super laminate will eliminate this step as the column jacket can be wrapped directly around the column with an uneven surface and the result will be a smooth cylindrical shell; the annular space between the shell and the circular column can be injected with resin or filled with grout.
Retrofit of steel columns
In corrosive industrial environments, such as in mines, loss of capacity of steel columns due to corrosion is a major concern. Even in absence of corrosion, buckling loads often limit the capacity of steel columns. Until the development of super laminates, no practical retrofit options with FRP existed.
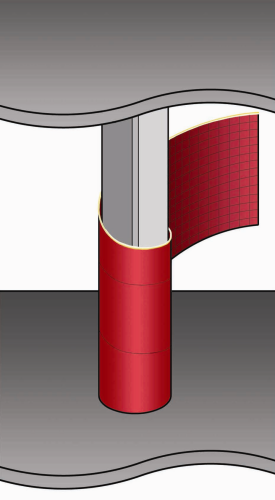
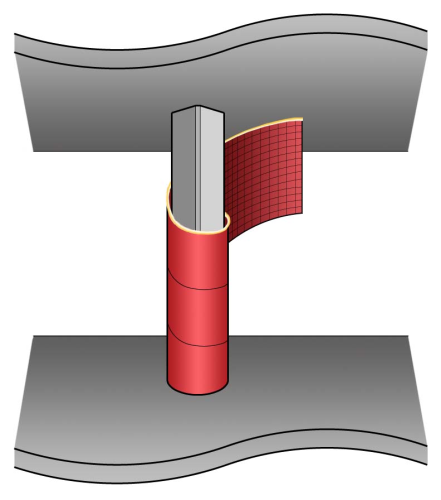
Similar to the method described above for concrete columns, a continuous jacket can be constructed around the steel column and the annular space filled with grout (Figure 5s). This results in a highly confined composite (concrete + steel) column with much larger load-carrying capacity. In addition to the compression capacity of the column, its buckling load is also improved greatly. Repair of underwater piles
There is a large inventory of bridge, piers and off-shore platforms worldwide that are supported on piles. The splash zone of these piles is subjected to dry-wet cycles that results in rapid deterioration of these elements. Over the years, many commercially available systems have been developed to repair such elements. The majority of these systems include two half shells, typically made of fibre glass and customised to fit a specific pile size. The jackets are pre-manufactured and shipped to the jobsite in bulky crates. In the field, the jackets are placed around the pile and fastened together with steel bolts or straps. The annular space is then filled with grout and the shell is either removed or left in place.
There are three major shortcomings with these systems. First, these installations require advance scheduling and ordering of ‘custom fit’ jackets to match the existing pile dimensions. Secondly, they require significant time by divers to assist with the underwater installation. Lastly, the presence of vertical seam(s) along the height of the jacket introduces planes of weakness that prevent grout pressurisation. While the latter leads to inferior structural performance, the first two attributes of these systems lead to significantly higher construction costs.
Similar to the methods described above for columns, a ‘seamless’ jacket can be made in the field around the existing pile (Figures 6a, 6b and 6c). This product is marketed under the trade name PileMedic™ by QuakeWrap Inc. A single roll of super laminate can be used for a wide range of pile sizes and shapes, producing a cylindrical jacket around the pile. When field conditions permit, the jacket can be started above waterline (on the dry portions of the pile). Once a couple of turns are completed, the finished portion of the jacket can be gradually lowered into the water, while workers continue to construct the remaining portion of the jacket above waterline. Moisture-insensitive epoxy putties are available that can be applied and are cured in water. These will greatly facilitate the construction of pile jackets in marine environments.
Once completed, the lower and upper ends of the annular space between jacket and pile are sealed, for example with a rubber bladder similar to a bicycle tube. Sealing of the lower part of the annular space is the primary task that may require assistance from divers. Then the annular space is filled, and if required, pressurised. The pressurisation of the annular space will ensure that the grout or resin fills all the voids and crevices in the deteriorated pile. The pressurisation also causes active lateral confinement of the pile, thereby increasing its axial load-carrying capacity. Unique solutions
After two decades from the introduction of FRP in repair and retrofit of structures, the author has developed a super laminate FRP product. This product is a major advancement that offers unique solutions to many repair and retrofit projects which are not possible with conventional laminates or the wet lay-up systems that have served the construction industry for the last 20 years. Several applications of super laminates have been detailed in this article while others have been excluded due to space limitation. In some cases, these solutions are truly innovative and offer results that have been impossible heretofore. It is hoped that this development will further advance the use of FRP products in construction projects for decades to come.
|
1. Ehsani, M.R., and Saadatmanesh, H. (1990): Fiber Composite Plates for Strengthening Bridge Beams, Composite Structures, 15(4), 343-355. 2. Engineer says agency leaked idea, Engineering News Record, 9 August 1990, p.16. 3. American Concrete Institute (ACI) Committee 440 (2008): Guide for the Design and Construction of Externally Bonded FRP Systems for Strengthening Concrete Structures, (440.2R-08). 4. Ehsani, M., and Peña, C: Blast Loading Retrofit of Unreinforced Masonry Walls With Carbon Fiber Reinforced Polymer (CFRP) Fabrics, Structure Magazine, April 2009, 16-20. 5. The Washington Post (2008): Cause of Pipe’s Failure May Take Weeks to Find, 25 December 2008, p.B01. 6. Concrete Repair Bulletin (2008): Restoration of Large Diameter Prestressed Concrete Cylinder Pipelines, Water Flow, NM, International Concrete Repair Institute, 21(6), 45-47. |





