









Long track ice speed skating is a popular sport in the Netherlands, Norway, Canada, the USA and a number of other countries. In this niche sport, Dutch skate manufacturer Viking Schaatsenfabriek BV is well known, with many top competition skaters choosing Viking skates. The company was established over 50 years ago and today produces over 20 ice skate models, ranging from custom-made designs for competitive athletes, to standard products for recreational skaters, as well as a range of inline roller skates.
In Viking’s Almere facility there is a display of skates and skating memorabilia illustrating the company’s long involvement with the sport. In the past, the boots for the skates were made from leather; now, the leather covers a lightweight, strong composite shell (counter and arch). A combination of hand-made quality, a specialised manufacturing process and the latest composite materials has enabled Viking to maintain a leading position in the market in the face of competition from countries with lower labour costs.
Fit for purpose
The fit of the skating shoe is extremely important to ensure the skater’s best performance and reduce the risk of injuries. The shoe must fit the foot closely and it must be stiff and strong to support the foot and ensure stability on the ice. It should also be lightweight and flexible to allow normal movement of the foot.
Viking’s skates are hand-made from start to finish. The company uses lasts (the metal form on which a shoe is fashioned or repaired) especially designed for skating. For custom-made skates polyurethane moulds are first taken of the skater’s feet. These are used to make plaster models which are converted into an aluminium casting which forms the last for the shoe.
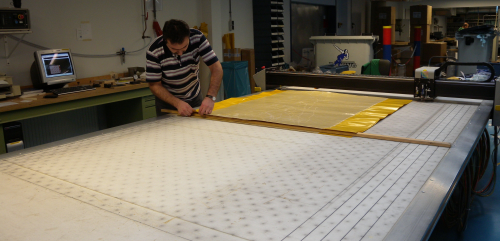
Composite prepreg materials are used to form the shell of the shoe. The prepreg is cut on a Gerber DCS 2500 automated cutting machine, with associated software, which Viking bought around six years ago. The DCS 2500 is a single-ply, static table, cutting system that can cut fibreglass, prepreg, carbon fibre and other materials at speeds of up to 1.1 m/s. A vacuum system holds the material in place during cutting. Viking used to cut the materials by hand from patterns. The cutting machine enables quicker and more precise cutting of the prepreg. The patterns for each skate design are stored in the computer and can be quickly modified if required. Nesting software arranges the required number of individual parts to be cut on the material in the most efficient way, optimising the use of the material and cutting paths, and ensures minimal waste of the expensive prepreg.
In the next stage of production, the mould (last) for the shoe is covered with release film and over this the required layers of pre-cut prepreg are placed and pressed into position by hand (and hammer!) by skilled technicians, ensuring that air is removed from the composite material. The materials used (glass, carbon, aramid, thermoplastic etc), the number of layers, and their position in the shell will depend on the skate model being produced. Viking uses prepreg from Hexcel. In general, carbon fibre prepreg is used in the sole, but aramid fibre (Kevlar) can be employed on the outside of the shell to improve stability and impact strength. In some models, thermoplastic prepreg is used in places; when heated this can be moulded to the skater’s foot to give a better fit.
When the prepreg layers are in position the last is then covered by a metal lid and heated. There are several production stations in the moulding section of the factory and while one shell is being cured, another can be prepared. The cured composite part is removed from the last and this forms the shell of the shoe. It is possible to make more than 100 shells per week.
Finally, the shell is assembled with its leather outer shoe and the metal plate for mounting the blades, and the blades themselves, are fitted. Two different steels are available for the blades, and various frames.
According to Viking’s technical director Jaap Havekotte, a custom-made pair of skates (boots with blades) will cost approximately €900. Delivery time is around 7-13 weeks. With its 14 people, Viking can produce several thousand pairs of skates a year.
Aerospace R&D
The Faculty of Aerospace Engineering at TU Delft (Delft University of Technology) has also invested in an automated cutting machine from Gerber Technology. It is one of the largest faculties devoted entirely to aerospace engineering in northern Europe, with over 2000 undergraduates and graduates, about 250 members of staff and 100 PhD students.
The Faculty includes the Design & Production of Composite Structures Group. The composites group cooperates closely with companies such as Fokker Aerostructures and TenCate Advanced Materials. According to the composite department’s Sebastiaan Lindstedt, current areas of research include new thermoplastic materials for aircraft, thermoplastic wind turbine blades, bonding techniques for thermoplastic composites, and fatigue behaviour of thermoplastic composites.
The Aerospace Faculty has a large, well equipped laboratory for teaching students and research work. In addition to mechanical testing and analytical equipment, there is a filament winder, an autoclave, automated tape layer, curing ovens, a CNC machine, and ultrasonic NDT equipment. Around three years ago the composites laboratory was refurbished and a Gerber cutting system was purchased. Previously, materials were cut by hand, which was time consuming and the quality was poor. The machine is very fast and much more accurate, and it also reproduces what the aerospace industry is doing. It is mainly used for cutting glass fabric and thermoplastic prepreg. In addition to university use, the cutting system is rented out to companies for their own projects.
Industrial components
Rotec Composite Group of Lelystad was established in 1989 by Jan Ros. The company’s focus is the manufacture of composite flanges and fittings for composite and thermoplastic pipe systems. It also produces nozzles and manholes for composite tanks, process vessels etc. Rotec employs around 10 people, with around 5-6 of these involved in production.
The company’s main production method is the resin transfer moulding (RTM) process, using polyester, vinyl ester or epoxy resins as required, with glass fibre reinforcement in various forms. The glass fibre material – different multiaxial fabrics – is cut precisely with a Gerber automated cutting machine, and is then laid as a preform into the open mould. When the mould is closed, the layers of reinforcing material are pressed together using an hydraulic press, yielding high quality products with a high glass content. The resin is then injected into the closed mould.
The Gerber XLc7000 cutting equipment is designed to cut a variety of fabrics up to 2 m wide at compressed fabric heights up to 7.5 cm, with an average throughput of 8 m/min (depending on the application). Its conveyorised table automatically moves material from the spreading table. According to Rotec’s Ros when the company started producing RTM flanges they had a lot of problems as a result of the poor accuracy of manual cutting of the reinforcement. The machine provides good accuracy and yield. It is cutting up to six layers (5 mm thick) at a time.
Rotec recently bought a new Gerber cutter for its joint venture Rotec EPP Composites in Rajkot, India. The joint venture will have equivalent production facilities to those at Rotec in the Netherlands.
Benefits of automation
Automation is becoming more important in the composites industry, especially in countries with high labour costs. Automated cutting systems can cut more parts with less labour and they are faster, more accurate and more consistent than manual cutting. Associated software systems allow designs to be stored for future use, and modified quickly if required. Material waste is minimised and cut pieces can be marked for future identification. As the above examples illustrate, even small companies can find a cutting system to meet their needs and are benefitting from improved quality and faster production cycles.
This article was published in the September/October 2010 issue of Reinforced Plastics.




