



Visitors to GE Aviation, Hamble, (Americans especially) are mightily impressed by their initial reception which, as likely as not, takes place in Sydney Lodge, a listed neo-classical house that dates back to the 1790s when it was built to the design of reputed British architect, John Sloane, for an aristocratic family. Next, visitors find themselves intrigued by the aviation heritage of the surrounding 57-acre site where seaplanes were built in the 1930s and a succession of previous corporate occupants have included British Marine Aircraft, Folland Aircraft, TI Dowty, Hawker Siddeley, British Aerospace and Aerostructures Hamble – which became parts of the Smiths Industries group. Smiths Aerospace was acquired by the US-headquartered General Electric enterprise in 2007.
From the early days, planemakers at Hamble have benefited from the presence of a supply chain geared up to serve the several aviation companies operating in the locality, the existence in the South Hampshire hinterland of a substantial pool of aviation and boatbuilding skills, reasonable proximity to important customers and waterside access. The latter was originally useful for launching seaplanes, and later for shipping items like the enormous main door that the Hamble factory built for the outsize Beluga aircraft used to transport assemblies for Airbus aircraft. Many sea and land planes were constructed here, including military aircraft during World War II. Later, Folland built the Gnat light fighter/trainer, once used by Britain's renowned Red Arrows aerobatic team.
Hamble has been involved with composites since the earliest days of their use on aircraft. It has witnessed and contributed to the entire evolution of materials and processes from the early wet lay-up glassfibre days through to the aerospace-grade, prepreg autoclaved carbon composites of today. Arguably, the roots go back to the days when wood, glue and boat building skills went into the production of seaplanes but, more realistically, the groundwork was laid in the 1950s when the site started producing canopies and windscreens for the Folland Gnat. This provided experience in forming and draping acrylic resins and gave rise to production of other aircraft transparencies as well. Skills in laminating acrylic and polycarbonate plies together were developed for some of these.
Familiarity with clear plastics helped ease Hamble naturally into the use of fibre reinforced plastics (FRP) at a time when these materials were making inroads into the military aircraft sector. Process workers first used wet lay-up to produce glassfibre exterior panels for large military aircraft and parts for the Gnat. By the mid 1980s a dedicated composites facility had been set up and activity was broadened across a wider range of materials and processes. For instance, an early contract for some 200 sets of wing-to-fuselage fairings and underbody panels for the Saab 340 regional turboprop was met with aramid/epoxy prepreg materials.
Later, fixed and movable flap tracks for the BAe 146 regional jet series were being manufactured as a hybrid of carbon and aramid in an epoxy matrix. This item had initially been produced in fibreglass, but designers at Aerostructures Hamble (the corporate entity on site at the time) effected a 20% weight reduction through the change in materials. Parts of the engine nacelle produced for BAe's ATP (advanced turboprop) were of Kevlar, with small amounts of carbon for stiffening and inclusion of a foil film for additional lightning protection. Airframers found that the company's ability to carry out the entire design, stress, production and qualification cycle for a new or re-engineered aerospace part made it a desirable supply chain partner, a situation that pertains to this day.
Material substitution, to save weight or improve structure properties, was becoming a significant focus. Hamble was, for instance, well to the fore in developing solutions based on bismaleimide (BMI) resin for applications requiring high thermal tolerance. When a rear fairing was needed for the gun pod of the Harrier GRMk5 VTOL combat aircraft, a few metal units were produced first but a carbon fibre/BMI version was soon substituted to provide tolerance up to 220°C, a temperature that could be experienced when the aircraft was hovering close to the ground.
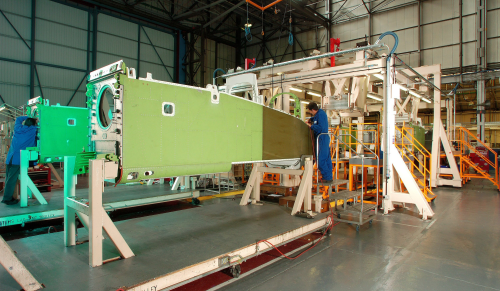
Also produced at the site are the C17's wing trailing edge panels (see picture). These are fabricated with 120°C cure carbon/epoxy prepreg (Cytec 919/8HS) skins over Nomex honeycomb core. The core is of varied thickness and because some of it is up to 2 in thick, core crush was a potential problem. Engineers stabilised the core by taking special care to ensure a firm bond with the skins. A layer of film adhesive (3M AF163) is applied to top and bottom core surfaces in a separate vacuum bag oven cure cycle (10 in of Hg vacuum). Further film adhesive is then used during panel lay-up to bond the skins to the core.
De-moulded panels are trimmed and drilled using 5-axis machining centres, then non-destructively tested using C-scan ultrasonics. Seals and retainers are then assembled to the panels. The panels are then paint-primed prior to final inspection.
US airframer McDonnell Douglas (later subsumed into Boeing) was to enlist this experience when developing its C17 Globemaster strategic airlifter. This aircraft has a blown flap system to enhance short field performance, and the engine-generated hot air used was degrading wing trailing edge parts that were first produced in carbon-epoxy. Engineers at Hamble proposed substituting BMI resin and adoption of their subsequently engineered solution led to repeated supply contracts and to Hamble's current status as the largest non-US supplier on the C17.
On the civil aircraft front, winning a place on one of the world's highest-selling aircraft, the ubiquitous Boeing B737, did no harm at all to the company's fortunes. Still produced in the large hangar where British Marine Aircraft once built flying boats, are wing leading edge components in which metal elements are combined with a honeycomb sandwich structure of glass and carbon in epoxy. The vacuum-bagged prepreg and autoclave approach used for this contract epitomises what has become a primary fabrication route today. Nor is the company absent from the B737's close competitor, the Airbus A320 family. GE Aviation produces the fairing for the wing-to-fuselage join area on this aircraft using Kevlar-epoxy prepregs and a heat-formed Nomex core.
While carbon fibre has come to predominate in primary aerostructures, glass is still widely used in secondary structure – aramid less so. Glass prepregs were used for fin fairings and shrouds on the BAe146/RJ series. Glass/honeycomb is favoured for its superior dielectric properties in radomes for guided weapons and countermeasures pods. Occasionally, carbon is used in structure that is not strictly primary. Refuelling probe fairings being produced by the company for Europe's A400M military transport are of carbon/epoxy honeycomb.
Growing role
Currently about 250 of the approximately 1000 employees at the site are engaged in composites activity. In addition, there are some 50 design engineers whose time is split between traditional metal and composite structures. Mike Neave, who heads up aerostructures business development, believes that the composites proportion of activity at the site can only grow.
“We've already reached the point,” he observes, “where leading-edge aircraft like the B787, A350 and the F35 joint strike fighter are half composite. The drive to reduce fuel usage and emissions will continue and ultimately I expect we'll reach a point where aircraft are about three quarters composite. Since composite content is rising all the time, inevitably our engagement with these materials will grow too.”
He states, though, that metals are evolving also and will always have a place. He cites such developments as new alloys, metal matrix composites and nanocoatings, adding that hybrid fibre-metal laminates like GLARE can combine the benefits of both material classes.
In preparation for this envisaged future, GE Aviation is investing in composite technology fit for the 21st century. Neave believes that Hamble, in common with the UK and with developed economies in general, must constantly strive to develop the next level of technology, while sending more labour intensive work offshore to places like China, India and Malaysia. Accordingly, GE Aviation is focusing on such aspects as automation, autoclave-free processing and material improvement. For instance, Hamble is working with a sister GE site in Munich on automated fibre placement and tape laying. Developing robotic techniques of this sort should, GE expects, secure substantial cost savings for series producers of large items such as aircraft wings and rotor blades for wind turbines.
“Automation techniques should be as viable in the UK as anywhere,” says Neave. “On the other hand, it would pay to locate some of the more laborious hand lay-up and prepreg work to sites like GE's facility at Suzhou in China, where labour has a lower cost.”
Munich is one of four major sites that are part of GE's Global Research Centre (GRC). As Mike Neave told Reinforced Plastics, access to research resources is an important benefit of being part of GE, which he considers crucial at this stage in Hamble's evolution.
“Our history here over the years has been marked by association with progressively larger aerospace enterprises,” he declares. “This has given us the ‘horse power’ to maintain an ambitious R&D programme, to invest in new technologies and to develop new material combinations and applications. It also helps us gain entry to more significant programmes.”
On-going contacts with facilities in the US and elsewhere provide oversight of emerging advances. Engineers and managers are well aware, for instance, of the latest developments at the GE Aviation's Baltimore site where engine nacelles are produced, and of the advanced ‘pick and place’ robotics used for manufacturing composite fan blades for GE engines.
Adjacent
Another way to access key technologies is to become active in other sectors that similarly exploit the low weight, high strength and stiffness properties of composites.
“We had for some time sought an adjacent market where we could apply our composites expertise and gain a revenue stream,” explains Neave. “It had to be a market offering series but not mass production, rather like that for aircraft. We discounted Formula 1 because, although these race cars utilise high-performance composites similar to those used in aircraft, they are produced in very low numbers, often one-offs. As it happens, aerospace technology was coming into supercars – top-end sports cars with outstanding performance that are produced in limited editions – and that gave us our opportunity.”
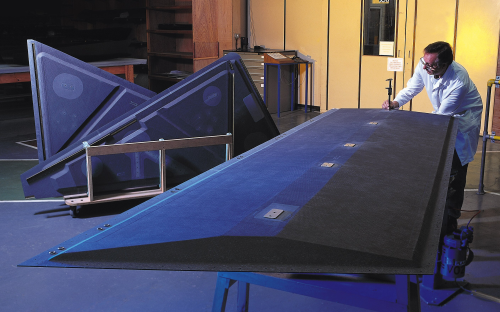
Hamble currently fabricates light carbon composite structures for the Mercedes-McLaren SLR, produced in the UK, and Sweden's Koenigsegg car. For the SLR, the site manufactures the floor pan and tub that accommodates the driver and passenger and, for the Koenigsegg, it produces the entire integral body structure. While aerospace know-how has helped bring the required performance edge to these fast cars, the traffic is by no means all one way. In particular, GE Aviation has gained valuable experience with autoclave-free processes, having utilised low-temperature (120°C) curing materials from the Advanced Composites Group for the Koenigsegg body shell. Using a heavier prepreg than those commonly utilised for aerospace has reduced the numbers of plies required and consequently accelerated the lay-up process. In addition, engineers devised an innovative panel stiffening solution based on structural polyurethane foam.
Neave believes this type of approach could be transferred into aerospace.
“Exploiting supercar technology could be one means of reducing the present high costs of composite aerospace structures and, given successful introduction and experience in aircraft service, the next stage could be to use similar materials and processes for load-bearing structures.”
Use of such materials and methods is already being investigated for a possible new reduced cost version of the Airbus A320 fairing mentioned above, and for certain secondary structures on the A350 XWB, now in its design phase at Airbus. Currently, Hamble is engaged in a material qualification process in parallel with the airframer. Neave certainly sees Hamble's foray into supercar production as beneficial.
“One of our aims for this diversification was to leverage automotive R&D to shorten aerospace concept-to-production cycle times,” he explains. “Typically, these are about two years in the automotive sector, compared with up to seven years for aero.”
Supercar experience could also help open the way to new applications and markets.
“Using autoclave-free methods would enable us to consider producing larger structures in one shot, rather than having to fabricate separate smaller parts that then have to be bonded or fastened together,” declares Neave. “We are looking into, for example, possible production of complete integrated airframes for unmanned air vehicles and flying weapons.”
Indeed, he sees such applications as being a natural progression for Hamble. Another likely outlet for the derivative technology is helicopters.
“After all,” muses Neave, “what is a helicopter but a crash cell with an engine attached, just like a supercar? That's why we're talking to a number of helicopter manufacturers at present.”
Technological advance also derives from collaboration with other organisations, both academic and commercial. For example, Hamble is collaborating with GKN Aerospace, located just over the Solent in Cowes, Isle of Wight, on wing trailing edge sections for the A350. GE Aviation was recently awarded a contract under which it will develop and produce metallic and composite components and sub-assemblies that GKN will then assemble into the complete fixed trailing edge sections at its Filton site, recently acquired from Airbus as part of the latter's planned divestment of certain of its facilities. As Mike Neave observes:
“The costs of developing a modern aircraft are such that no-one has the resources to do it all and the load must be spread among partners who share the risk. This principle extends down the supply chain to major sub-assemblies and components. As a result, there are times when we collaborate with interests which, at other times, are competitors.”
John Savage, Technical Authority, Composites, explains how engineers at Hamble have addressed a number of issues in developing composite wing trailing edge parts for the McDonnell Douglas (now Boeing) C17 Globemaster III transport aircraft. As mentioned in the main article, hot engine air is blown over the flaps to improve short field performance and this heat was damaging certain parts originally produced in carbon-epoxy composite. Particularly at risk were the fairings for the actuators that operate the flaps. To provide tolerance to a design service temperature of 200°C in the aft, articulating section of each fairing, engineers elected to substitute bismaleimide (BMI) resin for the original epoxy. Carbon-BMI fabrics used for these aft flap fairings are cured at 180°C then post-cured at 232°C. Advances in materials and processing technology developed at Hamble enabled the large sandwich-constructed panels to be co-cured and the result satisfied the US Air Force's stringent requirements. During the development programme, concurrent engineering practices enabled a full set of BMI fairings to be manufactured, installed and flight tested in a very short time. The forward, fixed portions of the fairings, that mate with the articulating sections when the flaps are in their stowed position flush with the wing, are fabricated using a 120°C cure epoxy/carbon prepreg (Cytec 919, plain weave carbon). Each fairing comprises an internal supporting structure and the external fairing itself. The support structure consists of a main ‘hockey stick’ carbon beam to which machined metal ribs and brackets are assembled. The outer structure comprises two Nomex-stiffened side covers and a solid carbon ‘arrowhead’ panel. Also produced at the site are the C17's wing trailing edge panels. These are fabricated with 120°C cure carbon/epoxy prepreg (Cytec 919/8HS) skins over Nomex honeycomb core. The core is of varied thickness and because some of it is up to 2 in thick, core crush was a potential problem. Engineers stabilised the core by taking special care to ensure a firm bond with the skins. A layer of film adhesive (3M AF163) is applied to top and bottom core surfaces in a separate vacuum bag oven cure cycle (10 in of Hg vacuum). Further film adhesive is then used during panel lay-up to bond the skins to the core. De-moulded panels are trimmed and drilled using 5-axis machining centres, then non-destructively tested using C-scan ultrasonics. Seals and retainers are then assembled to the panels. The panels are then paint-primed prior to final inspection. |
He alludes in particular to Hamble's relationship with GKN Aerospace under which both compete for similar aerostructural work – engine nacelles and wing parts for instance – but also find themselves collaborating and exchanging technologies. Sources suggest that GE is probably investing about $100 million in the A350 wing trailing edge work, matching a similar contribution from GKN.
Future focus
Both companies are participants in the Airbus-led Next Generation Composite Wing programme, along with some 17 other partners including Bombardier Aerospace, Belfast. It is expected that the joint research programme, aimed at developing efficient, eco-friendly wings for future Airbus aircraft, will help secure the UK's position as the airframer's primary centre of excellence for wing design and production. Hamble's interest in achieving this is clear, but Mike Neave has wider strategic goals in sight:
“We're working with the South East England Development Agency (SEEDA) to strengthen the composites focus within the region. The South West England Regional Development Agency (SWERDA) also has an interest because half of all the UK's composites capability lies south of the M4 corridor. We want this nexus to be globally competitive so that, jointly, we are well placed to meet future aerospace needs, especially when work begins on the replacements for current B737 and A320 single-aisle aircraft that could start coming on stream towards the end of the next decade.
”Part of the focus will be continued research. Looking ahead to the next generation of composites, Neave envisages smart composite developments under which functional systems will be integrated directly into composite structures. Also on the agenda are new environmentally-friendly technologies, developed in line with GE's Ecomagination vision. Recyclability will enter into this. While conceding that recycling of high-performance composites is an infant discipline at present, he is confident that solutions will be in place by the time there is a substantial need. In this connection, recyclable reinforced thermoplastics, though not being actively pursued at Hamble currently, could become a contributing technology in the future.
GE Aviation clearly recognises the rich inheritance it gained with its Hamble site and is determined to continue building on it, with special focus on composites. A productive past does not guarantee a fruitful future however, and the Americans are equally conscious of current advantages including proximity to much of Europe's aerospace activity and to major customer Airbus; good communications by road, rail, air (Southampton, Heathrow, Gatwick etc) and sea when required; a skilled and loyal workforce; room for building expansion if and when necessary; and presence within the major concentration of UK composites activity. These and other factors should add up to continued commitment to Hamble and to on-going composites development there.