

Under Europe’s REACH (Registration, Evaluation, Authorisation and Restriction of Chemical substances) legislation, cobalt carboxylates like cobalt octoate are under evaluation by the European Chemical Agency (ECHA). They have been classified as CMR2 Reprotoxic under CLP by the Cobalt REACH Consortium since August 2012 and may be reclassified to carcinogenic class 1B, which would restrict their use.
Some inorganic cobalt salts such as cobalt sulphate are already classified as lung carcinogenic category 1B, reproductive toxicant category 1B and mutagenic category 2 under the European Union’s CLP regulation on the classification, labeling and packaging of substances and mixtures.
Cobalt octoates are used as accelerators for the ambient temperature curing of unsaturated polyester and vinyl ester resins, where they activate the organic peroxide curing agents used. The free radicals formed initiate the actual curing reaction.
Today, replacement of cobalt is one of the main challenges for the unsaturated polyester resin industry because of its extensive use. Most resins and applications are attuned to the use of this versatile metal.
Cobalt-free accelerators
Anticipating increasing environmental pressure on cobalt, AkzoNobel is leading the way with a range of cobalt-free accelerators. Nouryact accelerators are 100% cobalt-free and allow for the use of the BluCure™ seal. (The BluCure Seal is a guarantee that products are cured with 100% cobalt-free technology. For further information see AkzoNobel and DSM launch BluCure cobalt-free curing technology).
The new Nouryact cobalt-free accelerators are based on copper, manganese and iron and can be used as alternatives for conventional cobalt-based accelerators. They are easy to use and can be mixed at room temperature into a standard base resin which makes them suitable for all composite component manufacturers, end-users and resin manufacturers.
Resin manufacturers can also use the Nouryact product range to make pre-accelerated resins. Pre-accelerated resins already contain the accelerator and the organic peroxide is added later on to start the curing process.
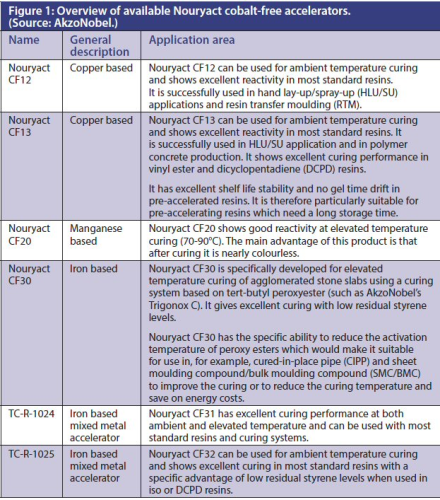
The Nouryact accelerators presently available are listed in Figure 1.
All Nouryact accelerators have been thoroughly tested in five commonly used resins and four standard curing systems in AkzoNobel’s R&D laboratory in Deventer, the Netherlands.
The resins tested were a high reactive orthophthalic resin, a medium reactive orthophthalic resin, an isophthalic resin, an epoxy based vinyl ester resin, and a dicyclopentadiene (DCPD) resin. The curing systems tested were a methyl ethyl ketone peroxide (MEKP) (AkzoNobel’s Butanox® M-50), an acetyl acetone peroxide (AkzoNobel’s Trigonox® 44B), a ‘low H2O2/high type 3 MEKP’ peroxide (Butanox LPT) and a cumyl hydroperoxide (Trigonox K-90).
The Nouryact accelerators were tested both in standard Society of Plastics Industry (SPI) ASTM D7029 or ISO 84 norm testing (50% quartz sand filler) and for curing 4 mm laminates (30% glass reinforcement), all at ambient (20°C) and elevated temperature (80°C).
The performance in laminate curing was monitored by checking Barcol hardness development.
| Test results demonstrated that the use of Nouryact accelerators leads to shorter cycle times and – depending on the accelerator used – to lower residual styrene levels. |
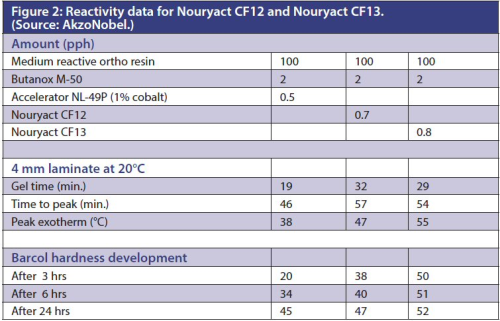
Figure 2 depicts the test results for Nouryact CF12 and Nouryact CF13 in a medium reactive orthophthalic resin using Butanox M-50 (medium reactive MEKP) as the curing system. It can be concluded that the reactivity of both cobalt-free accelerators is high and Barcol hardness development is fast while maintaining acceptable peak exotherm. This allows for faster processing and demoulding. The gel time can be extended by using standard inhibitors like tert-butyl catechol (TBC) and butylated hydroxytoluene (BHT).
In addition, test results demonstrated that the use of Nouryact accelerators leads to shorter cycle times and – depending on the accelerator used – to lower residual styrene levels. The cobalt-free accelerators showed no gassing when used in combination with standard MEKP to cure an epoxy based vinyl ester resin at ambient temperature.
NPSP uses Nouryact CF12
Even before the recent CMR2 reclassification of cobalt octoate, several companies have already switched to Nouryact cobalt-free accelerators. One company using copper-based accelerator Nouryact CF12 is NPSP Composieten in the Netherlands. NPSP has evaluated this product in its resin transfer moulding (RTM) production process at ambient temperature. Its evaluation demonstrates that the cobalt-free curing system is a straightforward replacement for cobalt and that process flexibility and the mechanical properties of the end product are maintained.
NPSP manufactures the composite Pastoe Low LC03 chair using Nouryact CF12. The chair is manufactured under NPSP’s Nabasco® (‘nature based composites’) label which guarantees that the production methods used are both environmentally friendly and technically and economically feasible. In addition, the chair is awaiting ‘cradle to cradle’ certification.
The thickness of the part varies from 4 mm to 8 mm and the reinforcements used are flax and hemp. The resin is a standard DCPD resin (DSM Synolite® 1967-N-1). The gel time has been set to the desired 60 minutes by using 0.3 pph tert-butyl catechol (Akzo-Nobel’s Inhibitor NLC-10, 10% solution). The curing is performed with 1.5 pph Butanox M-50 (medium reactive MEKP) at ambient temperature (20-23°C).
Using Nouryact CF12 NPSP has found that the mechanical properties of the chair are uncompromised and the finishing is excellent.
| NPSP has found Nouryact CF12 to be very comparable with cobalt-based accelerators in terms of variability of gel times, mechanical properties and visual properties. |
NPSP has found Nouryact CF12 to be very comparable with cobalt-based accelerators in terms of variability of gel times, mechanical properties and visual properties. However, Nouryact outpaces cobalt in NPSP’s drive towards environmentally friendly, bio-based composites.
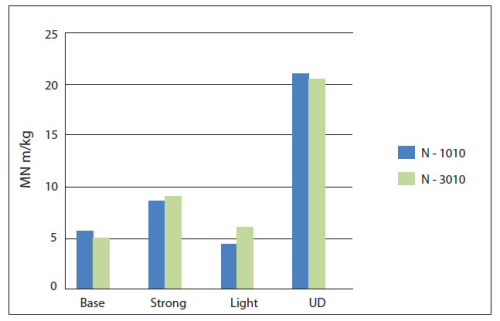
Figure 3 shows a comparison between the mechanical properties of NPSP composites produced with glass fibres and natural fibres using Nouryact CF12 cobalt-free accelerator.
NPSP has found Nouryact CF12 to be very comparable with cobalt-based accelerators in terms of variability of gel times, mechanical properties and visual properties.
Nouryact CF12 has also proved to be an excellent replacement for standard cobalt in the company’s RTM process at ambient temperature.
“AkzoNobel’s cobalt-free accelerators perfectly fit our vision on sustainability,” says Willem Böttger, NPSP’s Director of Innovation. “We are searching for structural solutions to today’s environmental problems. Nouryact is a sustainable alternative to conventional cobalt-based accelerators, while maintaining existing mechanical properties.”
Improving the curing process
The experience of NPSP shows how cobalt can be successfully replaced by a cobalt-free accelerator. In fact, it is close to a one-on-one replacement with minimal incremental cost on the end product.
Nouryact accelerators combine high reactivity with process flexibility to secure the desired mechanical properties in the required product cycle time. It is also possible to improve the curing process by using a Nouryact accelerator instead of standard cobalt. Advantages include shorter gel times and cycle time, and faster Barcol hardness development.
Proper selection of cobalt-free accelerators also has a positive impact on the residual styrene level. ♦
This article was also published in the January/February 2013 issue of Reinforced Plastics magazine.
The digital edition of Reinforced Plastics is distributed free of charge to readers who meet our qualifying criteria. You can apply to receive your free copy by completing the registration form.




