



Today's combat scenario has moved from the open battlefield to house-to-house urban warfare, demanding armour protection from more lethal ammunition and resistance to multiple bullet strikes. Threats ranging from sniper fire to the infamous improvised explosive devices (IEDs) have spurred a rapid evolution in armour made from traditional reinforced polymer composites. Materials must be the moving target of optimising weight, ballistic resistance, and cost.
Innovations in fibre chemistry affect both soft and hard armour, though composite material requirements are different for each. Soft armour is typically flexible, strong and lightweight, with high modulus of elasticity to dissipate impact energy over as large an area as possible in the armour. Hard armour is typically rigid and thicker, and may involve combining polymer composites in laminate or fabric form with steel and ceramics. A good example of composite soft and hard armour in a single product: a strong and flexible protective vest that incorporates one or more small arms protective inserts (SAPI) in rigid panel form. Larger composite panels are used as combat shields, in vehicle armour, and in blast protection for infrastructure.
Aramids stay strong
Bruce Burkholder, global technology manager for DuPont's Advanced Fiber Systems Life Protection group, notes that today's Kevlar para-aramid fibre is at least 50% stronger than the fibre tested 31 years ago in protective vests. The highly-oriented, long molecular chains of poly-paraphenylene terephthalamide provide secure interchain bonding, giving Kevlar its five-times-greater-than steel strength properties.
He adds that, among DuPont's recent Kevlar-based ballistic products, Kevlar Comfort XLT has reduced weight by 25% in protective vests as compared to all-aramid vests, and simultaneously reduced backface laminate layers and deformation.
Burkholder says Kevlar Comfort XLT approaches the performance of a unidirectional structure by combining fibre and fabric so as to fully utilise the fibre strength in both the warp and fill direction. This maximises load sharing across all yarn crossover points, while maintaining the structure's stability and improving ballistic performance at less weight.
Multiple Kevlar capacity expansions, to the tune of €93 million (US$120 million) since 2000, have resulted from what Burkholder describes as ‘the recent surging demand for higher levels of safety and protection around the world.’
“DuPont is working closely with the US Department of Defense to deliver against a very dramatic ramp-up of priority-rated order requirements for Kevlar body armour, helmets and vehicle up-armouring [refers to adding armour where none existed or enhancing basic armour],” he says.
DuPont's second quarter 2006 earnings report indicates a 10% increase over second quarter, 2005 in pretax operating income, at €242 million (US$310 million), for its Safety and Protection segment, which includes Kevlar armour products.
One of the most recognisable vehicles seen in combat zones today is the robust High Mobility Multipurpose Wheeled Vehicle (HMMWV, or ‘Humvee’). Craig MacNab, public relations director for AM General, manufacturer of these versatile 2.4-ton trucks, identifies DuPont Kevlar and steel armour as being used in the lightly armoured Humvees that initially rolled out in 1985. The first ‘officially up-armoured’ Humvee model, M1114, has been followed by the M1116, M1151, M1152 and M1165 models, which use a variety of materials, including reinforced composites.
Teijin Twaron, of Arhem, the Netherlands, supplies Twaron para-aramid fibre and yarn globally, and has also reacted to growth in the ballistics and safety products market through multiple production expansions. When reinforcing a rubber-modified phenolic resin, Twaron fibres are successful for armour in both strike face laminates and in spall barriers behind or in complete composite encasement of steel and ceramic strike faces. Teijin reports that the weight savings from a combination of Twaron composite and steel in commercial vehicle armour, as compared to all-steel armour, has affected top vehicle speed by a decrease of only 5 km/h. The company's latest generation of Twaron fibre, Twaron CT, contains 50% more microfilaments. This brings higher modulus of elasticity in protective vests, and 23% lower weight than previous Twaron fibres. In German army helmets, Twaron CT improved ballistic performance by 100% over steel.
The US armed forces' Interceptor Body Armor is the most up-to-date modular, multi-threat personal armour available. DuPont's Kevlar, Teijin's Twaron and DSM's Dyneema fibres have been selected for use in the Enhanced Side Ballistics Insert (ESBI) carrier as well as in the SAPI and Enhanced SAPI (ESAPI) components.
Spectra at the front
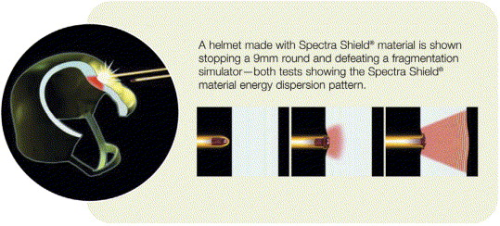
Honeywell International's Specialty Materials' group, based in Colonial Heights, Virginia, USA, uses a gel spinning and drawing process to manufacture Spectra ultra-high molecular weight polyethylene (UHMWPE) fibre and Spectra Shield technology in ballistic composites. Ten times stronger than steel and lighter than most aramid fibres, Spectra conforms well in soft and hard armour. The Spectra Shield line encompasses non-crimped, 0/90° cross-plied tapes: reinforced with Spectra fibre are standard Spectra Shield, Spectra Shield Plus, and Spectra Shield II; reinforced with aramid fibres are Gold Flex and Gold Shield materials.
Spectra Shield products are applicable in armour for the Humvee, US Marine Corps' Sea Knight helicopters, protective vests, ESAPI and ESBI plates and Blastshield fabric from Armor Holdings subsidiary, PROTECH of Pittsfield, Massachusetts, USA. At about 15% of Honeywell's total sales, the Specialty Materials segment is projected to show an overall increase of about €936 million (US$1.2 billion) this year, with segment profit near €428 million (US$550 million).
For the past decade, Texas Armoring Corp (TAC) of San Antonio, Texas, USA, has been exclusively armouring private vehicles, from limousines to sport utility vehicles (SUVs). Trent Kimball, CEO, verifies the use of a number of reinforcing fibres in TAC's armour products, including Spectra and Spectra Shield, DSM's Dyneema (see next section), fibreglass, and hardened steel.
“Fibre-reinforced composites have advanced the whole armour industry, just from the weight aspect,” he says. “The reduced wear and tear in a vehicle armoured with composites can give it an additional two to three years of service life.”
Kimball estimates an all-composite vehicle armour system weighs about 136 kg (300 lbs), compared to a total weight of 680 kg (1500 lbs) in a composite/steel armour system.
Dynamic Dyneema
The other leading high modulus, high performance polyethylene (HPPE) is Dyneema fibre from DSM, produced in Heeren, the Netherlands and Greenville, North Carolina, USA.
Last December marked DSM's fifth expansion in four years, to double the global capacity in the same time frame. Recent ballistic materials in the Dyneema line include HB25 and HB26 unidirectional (UD) reinforced composites for hard armour that are notable for faster, more efficient transfer of impact energy along the fibres than other conventionally woven fabrics. Manufacture of armour with HB26 cuts handling time in half and speeds up production. The Danish armed forces have tested HB26 composite in vehicle armour and found it effective. HB25 composite works well in cab armour for medium tactical vehicles.
DSM has also hybridised Dyneema HPPE fibres with steel cord material for stab protection in armoured vests that meet the UK standard HG1A/KR1 and are worn by Ireland's police force. The UK Ministry of Defence will soon incorporate Dyneema UD in the backface of ceramic plates for the new Osprey body armour. DSM has also created a hybrid laminate sheet material of Dyneema HPPE fibres with Dyneema UD tape that provides resistance to ammunition, knives, and needles.
Jan Grimberg, senior vice president of Life Protection Americas at DSM Dyneema LLC, tells Reinforced Plastics that the drive to develop lighter weight materials in the ballistics market is a must.
“The carbon/carbon bonds in Dyneema HPPE create one of the world's strongest lightweight fibres – up to 75% less areal density compared to steel,” he says. “We're only using 20% now of Dyneema's fibre strength, so there's greater potential for it in ballistic products.”
The acceptance by military end-users for HB26 has been according to expectations.
“We expect to announce more innovations from DSM by year's end in HPPE fibres reducing weight and adding strength in soft armour,” Grimberg states.
The company's second quarter 2006 financial report indicates operating profits in Performance Materials, under which Dyneema products fall, are up 14% over this same time frame last year.
Recent success in hybrid-fibre composite SAPI plates comes from armour makers Homeland Security Group Intl, Del Mar, California, and Protective Enterprises LLC, of Dulles, Virginia, USA. Hybridising Dyneema and Spectra fibres in SAPI plates has resulted in a composite component that weighs an average 1.5 kg (3.2 lbs) compared to other composite plates at 2.6 kg (5.8 lbs). And Rabintex Industries Ltd, located in Herzliya, Israel, manufactures its Knightex ballistic panels from reinforcement of several unspecified aramid fibres. The company reports making a 5 mm-thick composite SAPI panel for protective vests that weighs only 4.2 kg/m2.
Glass fibre in armour
Considered the heaviest of the ballistic reinforcing fibres, glass nonetheless holds its own niche in composite armour. David Fecko, manager of new business development with AGY, Aiken, Georgia, USA, the only global producer of trademarked S-2 Glass fibres, maintains that its fibres provide a balance among tensile, compressive, stiffness and fatigue properties that offer both ballistic and structural performance in a composite laminate.
The company's HJ1 hard armour panels, made from woven fabric based on S-2 Glass reinforced phenolic, are used in armour for the Humvee M1114 and the CAV-100 European peacekeeping vehicle. AGY now has 23 licensees for the HJ1 system. Fecko believes that engineered fibre sizing to enhance the S-2 Glass fibre with a matrix resin bond, or in bonding with other reinforcing fibres, offers advantages such as lower finished part cost, thinner parts, easier fabrication, improved structural capability and a higher degree of consistent ballistic performance.
Montrose, Colorado-based Polystrand's ThermoBallistic-H armour panels utilise the company's trademarked X-Ply hybridised E- and S-glass/polypropylene sheet material. The composite panels are created from a 0/90° laminate with the E-glass in the strike face and the S-glass on the backface.
“Glass fibre may be heavier than aramid and carbon fibre, but it is also less expensive and widely available,” says Polystrand's president Ed Pipel.
He points out that X-Ply requires no special storage, shelf life is indefinite, and costs less in laminate form than other ballistic composites. The panels can be tailored to thickness and in the ratio of S- to E-glass.
“Compared to traditional thermoset composite ballistic panels, Polystrand materials can reduce pressing time from 40 to 60%, and eliminate degassing and release of volatile organic compounds,” says Pipel.
New fibres and nano protection
New reinforcing fibres for composite armour are under development at a rapid rate. DuPont Advanced Fiber Systems and Magellan Systems International, Richmond, Virginia, USA, see a step-change fibre for ballistics in M5, a complex polyphenylene fibre chemistry that Magellan describes as ‘a rigid rod polymer featuring bi-directional hydrogen bonding that creates a three-dimensional honeycomb network.
Another thermoplastic composite new to the ballistic market is high tensile polypropylene tape yarn reinforcing a polypropylene matrix as part of the mouldable fabric technology (MFT) from Milliken Fabric, Spartanburg, South Carolina, USA. Commercial in vehicle armour, the supplier is exploring MFT for helmets and personal armour as well.
“Thermoplastics are gaining a foothold in this market,” says Todd Kleman, a profitable growth strategist for Milliken. “Buyers in this market are risk averse, as they should be, so any new material will go through rigorous testing protocol to be qualified.”
Evolution Armor, located in Carlsbad, California, USA, is in the R&D phase with its Evo-Flex 2000 and 3000 ballistic laminate armour which Allan Bain calls ‘the first water-resistant aramid laminate.’ He adds that Spectra and Gold Flex reinforcements have been sampled in the laminates, and carbon-fibre nanotubes may also be added in a hybrid with the aramid fibres in further research in 2007.
Researchers at the University of Delaware's Center for Composite Materials and the Weapons and Materials Research Directorate of the US Army Research Laboratory have made headway with shear thickening fluid (STF), a unique ‘liquid armour.’ SFT technology exists in a flexible, fluid-like state under normal conditions but becomes rigid upon impact to resist penetration within milliseconds. Armor Holdings became an exclusive licensee of STF technology this year.
Nanotechnology R&D at the Hong Kong University of Science and Technology into reinforcing UHMWPE films with multi-walled carbon nanotubes in composite form has revealed significant improvement in strength and modulus by addition of only 1% by weight of the nanotubes. This hybridisation also appears to reduce UHMWPE fibre slippage by knots formed by the nanotubes in the spun fibre. Professor Ping Gao reports that armour makers have shown considerable interest in this research, and talks are also underway between the University and DSM for a possible collaborative effort.
Terry Nelson, president of Lifetek Armor, New Bern, North Carolina, USA, and currently using polymer reinforced composites in his products, suggests electronic weapons may be the next combat threat.
“Nanomaterials could provide the armour solution for such weapons,” he says.
Perhaps, but what's certain in the life or death equation under fire is that the armour materials of the future will include reinforced composites critical for saving lives, whatever the peril.



