


Reinforced thermoplastic composites are increasingly being used as replacements for metals in high performance products because they combine strength with other beneficial properties such as light weight, flexibility and chemical resistance. The excellent solvent resistance and heat stability exhibited by many engineering and speciality plastics used in such composites is a result of their semi-crystalline nature, and whilst these features provide excellent bulk mechanical characteristics the lack of reactive surface chemistry can cause bonding difficulty at the material surface.
Coating durability and component adhesion
Coating durability and component adhesion is important in many high performance markets. In many applications the substrate will require a functional or decorative coating that must be durable over the product lifetime. Weak bonding at the substrate-coating interface will be catastrophic to product performance and this is particularly exacerbated for applications where there is a large degree of wear and tear from environmental weathering effects and repeated usage. Similar issues arise if the substrate needs to be bonded to another component using an adhesive because weak bonding at the substrate-glue interface will result in delamination. Clearly, delamination is unacceptable in applications where durability is crucial to performance.
Surface modification methods
Often to achieve good bonding to thermoplastic-based substrates, the surface must be activated or modified in some way. In many industries, corona or plasma processes are used for this activation process, but such treatments are not always suitable owing to specialist processing equipment being required at the point of manufacture.
Etching processes like plasma or laser ablation as well as mechanical roughening techniques such as sanding are common methods of surface activation but they are sufficiently harsh that in some cases they can cause surface damage. This can be particularly problematic for materials such as fibres in which the surface area is large in proportion to the bulk material because it can cause weakening in of the substrate and may lead to diminished product performance.
Primers are often used to improve bonding to engineering and speciality plastics. However many of these treatments use a combination of aromatic hydrocarbon solvents and chlorinated polyolefins and, owing to the regulations surrounding such harmful materials, much effort aims to reduce or even completely remove these chemicals from manufacturing.
Onto™ surface treatments
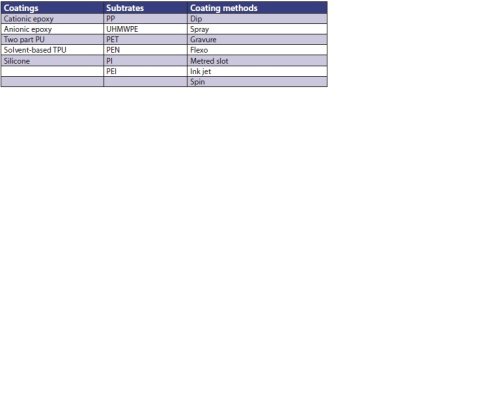
Oxford Advanced Surfaces (OAS) develops surface modification treatments for adhesion promotion of coatings to difficult-to-bond substrates based on its proprietary Onto™ technology. Onto™ treatments are applied to the substrate from solution and require a simple curing step to form a permanently bound, functional layer of material on the substrate surface. The functionality can be tailored such that it is compatible for bonding to resins of specific chemistry types to suit a range of coatings, inks and adhesives formulations. Onto™ materials are precursors to highly reactive species called carbenes. In the unactivated form, they are stable to heat and light, and therefore do not require environmentally controlled conditions for shipping or storage. They are compatible with a variety of solvents such as alcohol/water mixtures and can be formulated to suit specific manufacturing requirements. Before the formulation can be applied to the substrate it must be chemically activated in order to become susceptible to heat or light in the curing step. Once chemically activated, the Onto™ formulation can be applied to the substrate using a variety of standard wet-coat techniques such as dip, spray, flexo, K bar (meter rod), metred slot, gravure, spin and ink jet. The versatility in processing enables the surface modification of a variety of material forms including sheets, films, powders, fibres and fabrics. The curing stage generates the highly reactive carbene species which forms bonds to the surface without affecting the bulk properties of the substrate. Because this functional layer is now permanently bound to the surface, the subsequent treatment (lamination, coating, printing, etc) can be completed offline. This is in stark contrast to corona or plasma treatment and even some wet primer treatments, where longevity can be an issue and it is often necessary to bond the substrate within hours or days of treatment.
Polyurethane and epoxy coatings
Many coatings and adhesives used in high performance markets like automotive and aerospace are thermosetting systems such as two-part polyurethane (2K PU) and epoxy resins. A curing step generates a strongly bonded chemically cross-linked network that is resistant to cohesive failure and provides durability against weathering. When these materials are used to coat thermoplastic-based substrates, any delamination as a result of weak bonding at the interface can be catastrophic to product performance therefore a suitable surface treatment is often necessary. Recently OAS has developed Onto™ EP1000 – a functional surface treatment that provides adhesion promotion for 2K PUs as well as for cationic and anionic epoxy systems. The functionality of the treatment has been designed to be compatible for covalent bonding with epoxide and isocyanate components and can also bond via a secondary mechanism to provide adhesion promotion to siloxane epoxies, silicones and solvent-based thermoplastic polyurethanes.
EP1000 on an engineering plastic
OAS has demonstrated the adhesion promotion capability of Onto™ EP1000 for a cationic 2K epoxy-based ink on ultra-high molecular weight polyethylene (UHMWPE). UHMWPE is a thermoplastic material that has no useful surface chemistry and was chosen as a demonstration substrate because it is extremely difficult to bond to without a surface treatment.
Processing the samples
Onto™ EP1000 was applied to the pre-washed substrate from an alcohol/water solvent mixture using a K bar autocoater to produce a coating that is around 200nm in thickness. The curing stage was carried out using a laboratory convection oven at 115°C. The cure time is dependent on several factors including oven efficiency, substrate and Onto™ layer thickness. The processing temperature can be varied to suit application and manufacturing capabilities, but for lower curing temperatures, longer cure times may be required. The Onto™ treated UHMWPE samples were coated with Miracure Red ink (Mirage Inks) using a K bar autocoater to apply a dried layer of approximately 2μm thick which was then thermally cured. Control samples containing no Onto™ treatment were also made for comparison.
Testing the adhesion
An industry-standard cross hatch tape test was used to assess the samples; this aggressive test gives an excellent indication of the adhesion of coatings. The test was carried out according to ASTM D3359-08 using Scotch tape 610. In all cases, the Onto™ treated samples passed the test at level 5B, while the control samples all failed. Visually, the difference is obvious, and the result is completely reproducible.
Harsh conditions
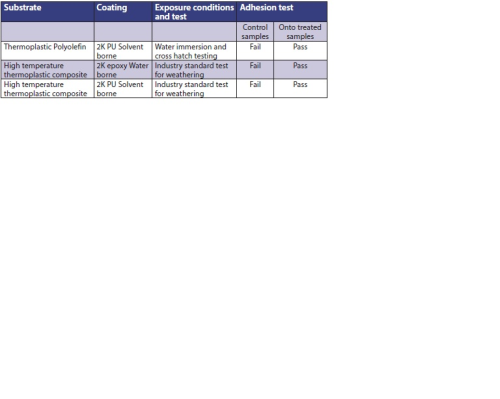
Onto™ EP1000 has been shown to improve the adhesion of other PU and epoxy coatings to high performance plastics and composites. A selection of examples is shown in Table 1. Exposure to harsh weathering conditions, chosen to exceed likely exposure over service lifetime, showed that the control samples all delaminated whereas the Onto™ treated samples all passed the test criteria.
Conclusions
Onto™ surface modification treatments enable engineering and speciality plastic-based substrates to be used in applications where coating durability and strong adhesion are essential because they prevent delamination. Furthermore, coating formulations that have been developed specifically for other substrates such as glass and metals have the potential to be used on thermoplastic-based substrates without the need for reformulation because the surface treatment prepares the substrate for bonding. Onto™ treatments offer a range of benefits that can overcome some of the processing and environmental issues encountered with other surface modification technologies. Onto™ EP1000 has been shown to promote the adhesion of 2K PU and epoxy coatings to various difficult-to-bond plastics, including polyolefins and high temperature thermoplastic composites. It is also applicable for use on other high performance substrates such as PI, PEEK, PEI, PET, PEN polymers and composites of these materials, as well as offering an alternative bonding solution for reinforced thermosets.
This article will be published in the May/June 2014 issue of Reinforced Plastics magazine.
The digital edition of Reinforced Plastics is distributed free of charge to readers who meet our qualifying criteria. You can apply to receive your free copy by completing this short registration form.